(54) ШТАМП ДЛЯ ОБРАБОТКИ ШТУЧНЫХ ЗАГОТОВОК
1
Изобретение относится к обработке металлов давлением, в частности, к штампам для обработки штучных заготовок.
Известен штамп для обработки наружного :контура заготовок, содержащий верхнюю плиту с пуансоном и нижнюю плиту с матрицей и подвижным трафаретом с отверстием для установкн заготовки 1.
Недостатком штампа является низкое качество обработки и невозможность изготовления деталей нескольких типоразмеров, так как в трафарет можно закладывать заготовки только одной толшины, а наличие в трафарете зазора по наружному контуру отверстия для установкн заготовки пр 1водит к неточной установке заготовки по отношению к матрице.
Наиболее близок к предлагаемому штамп для обработки штучных заготовок, содержащий верхнюю плиту с закрепленным на ней пуансоном и нижнюю плиту с закрепленной на ней матрицей, связанные между собой направляющими колонками, и трафарет с отверстием для установки заготовки, расположенный между пуансоном и матрицей на колонках с возможностью установочного перемещения 2.
Недостатки указанного штампа - низкое качество обработки и неудобная настройка для обработки заготовок разлнчной высоты.
Цель изобретения - улучшение качества изготавливаемых деталей, а также упрощение настройки штампа для обработки заготовок различной высоты.
Эта цель достигается тем, что в штампе для обработки штучиых заготовок, содержащем верхнюю плиту с за«реилеииым на
10 ней пуансоном и нижнюю плиту с закрепленной на ней матрицей, связанные между собой направляющилш колонками, и трафарет с отверстием для установки заготовки, расположенный между пуансоном и
15 матрицей на колонках с возможностью установочного перемещения; трафарет выполнен в виде двух призм, связанных между собой и подиружииенных относительно друг друга.
20
Штамп снабжен механнзмом регулировки положения трафарета н верхней плиты, средней плитой, установлепной на направляющих колоиках. Трафарет установлен на средней илите, мехаиизм регулировки
25 выполнен в виде иоиарно расположенных на направляющих колоиках резьбовых участков, первые из которых расположены в верхней части колонок, а вторые - в средней части колонок, гаек, установленных на
30 резьбовых участках, и пружин, уставовленных на направляющих колонках; верхняя н средняя плиты расположены между гайкамп, а пружины - этими илитами.
Штамп снабжен направляющими нланкамн, установленными на средней нлите, трафарет расноложен в направляюи1нх нлапках с возможностью возвратно-поступательного неремеш.еиия в направлении рабочей позиции и снабжен упорами для фиксйи,ми на рабочей no3iiii,iin и поз-ииии загрузки.
Штамп снабжен сменной Бт лкой для направления нуансона, установленной на средней нлнте со стороны пуансона, а также узлом удаления отходов, выполненным в виде установленной на нижней плите н подв 1жной в направлении рабочей нози:ции Н1еткой, расноложеипой с возможностью взаимодействия с поверхностью матрнны н подвижно связанной с трафаретом.
Прнзмы снабжены сменными нластинами, установленнымн жестко на зажимных нозерхностях одной призмы и подпружнненными на другой нрнзме.
Унор для фиксации трафарета на рабочей ИОЗИЦИ1Г выпо,1нен в виде жестко -становленной на средней плите сменной плитки, а уиор для фиксации тра.фарета на нозиции загрузки - в виде связанного с - чппзм регулируемого винта, взаимодои. xviiero со средней нлптой.
Матрица может быть выполнена в внде но яеньнгей мере двух расположенных носледовательно но ходу перемещения нуансона н выиолненных с рабочими отверстиями вставок, первая из которых выполнена с режущей кромкой, а другие - с калибрующим нояском, и обойм, охватывающих каждая свою вставку.
На нервой по ходу перемещения пуансона вставке дополнительно установлены элементы с режущими кромками, расположенными над режущей кромкой вставки.
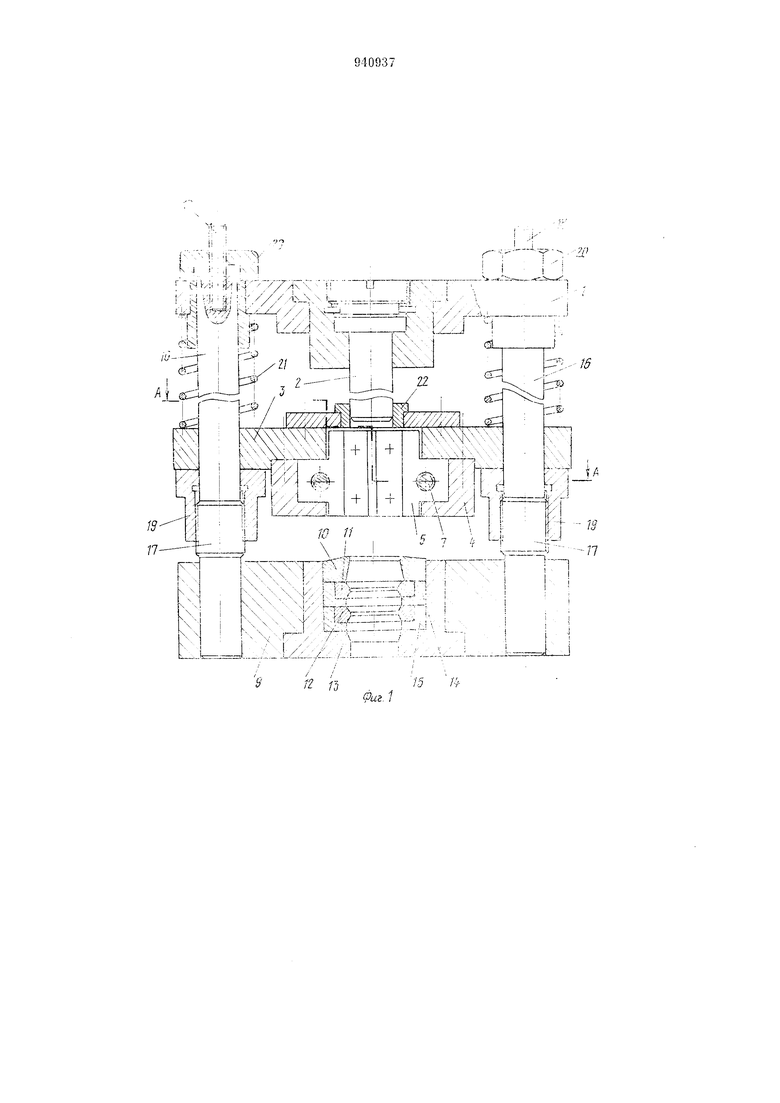
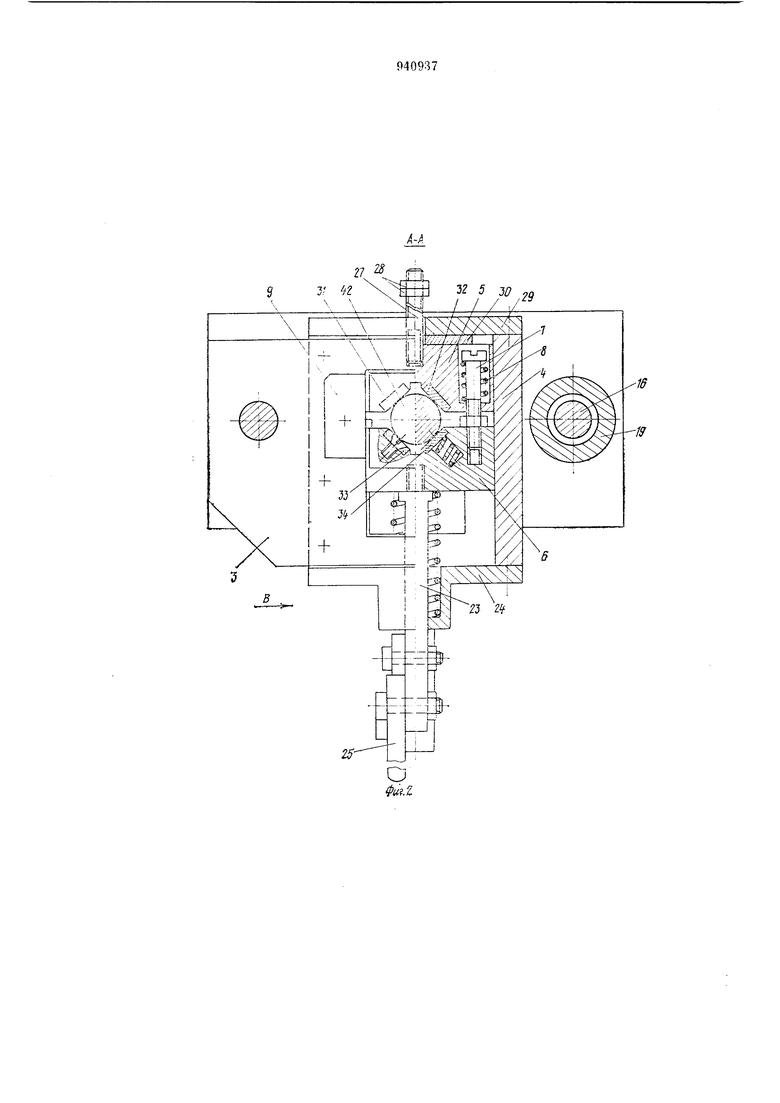
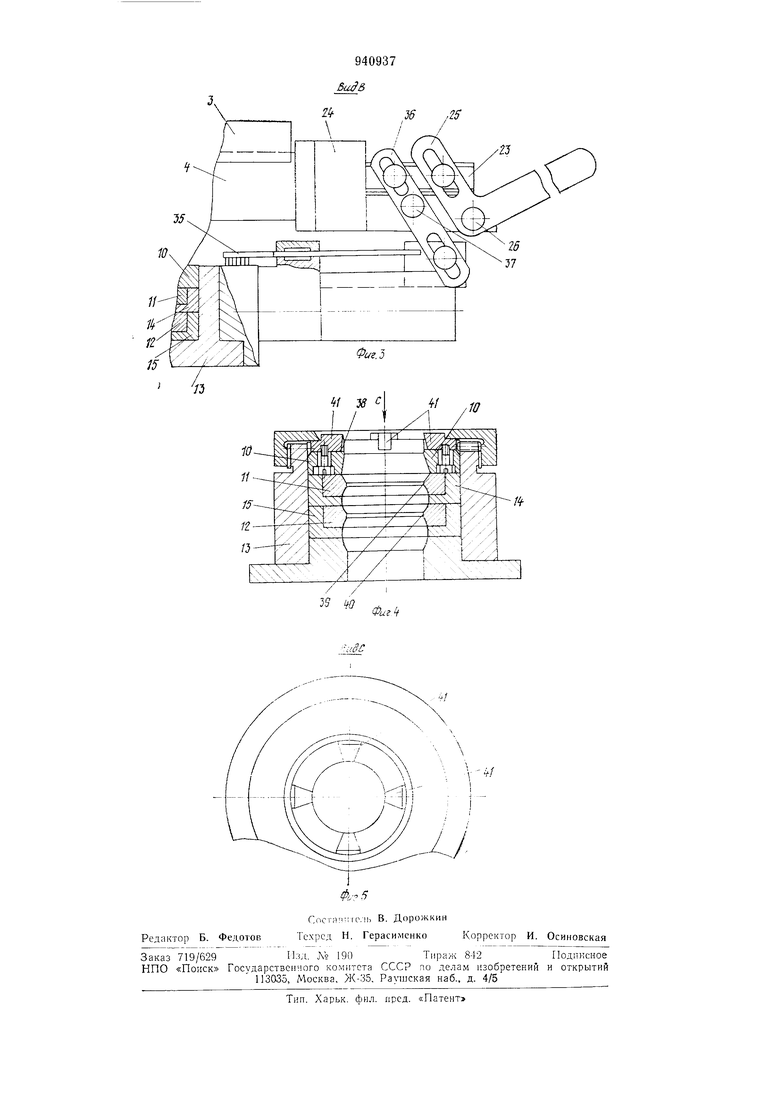
На фиг. 1 изображен общнй внд штамна; на ф|иг. 2 - разрез по А-А фиг. 1; на фиг. 3 - узел удаления отходов; на фиг. 4 - матрица щтамна; на фиг. 5 - внд по стрелке С фиг. 4.
Штамп содерн ит верхнюю I с пуансоном 2, среднюю плиту 3, на которой в направляющих планках 4 установлен нодвижной трафарет в виде двух призм 5 и 6, евязанных между собой винтами 7 и пружинами 8, нижнюю плиту 9, на которой установлена матрица, составленная из вЬтавок 10-12, заключенных в обоймы 13- 15, и связывающие все три плиты 1, 3, 9 направляющие колонки 16.
На направляющих колонках 16 выпол йены резЫбрвые участки 17 и 18 с гайками .,19 , ,и установлены пружины 21.
На средней плите 3 установлена сменная втулка 22 для направления пуансона 2.
В призму 6 ввернут HITOK 23, направляемый фланцем 24 н связанный с рычагом 25, установленным на оси 26.
В призму 5 ввернута игпилька 27 с регулируемыми гайками 28. На средней нлите 3 устаноБлеиа упорная стенка 29, к которой кренится сменная нлитка 30. Призмы 5 н 6 имеют сменные нластнЕгкн 31-34, причем ira нрнзме 5 они установлены жестко, а на нрнзме 6 ноднружинены.
На нижней плите 9 установлена щетка 35, связанная со щтоком 23 рычагом 36, установле1гным на оси 37 (см. фнг. 3).
Вставка 10 матрицы выполнена с режущей кромкой 38, а вставки 11 и 12 - с калн:бр1УЮИ1,ими поясками 39 и 40.
Ма вставке 10 могут устанавливаться режущие элементы 41 для уменьшения усилий рез а имя.
Штамп работает следующим образом.
Заготовка 42 закладывается межд;/ разведеииыми призмами 5 н 6, зажимается между ними под действием пружин 8 н подается на рабоч ю нозицию. Нри ходе вепхней нлиты 1 вниз нуансон 2 проталкивает заготовку через матрицу, ирн этом вставка 10 зачии1ает наружный контур, а вставки И и 12 последовательно калнбруют его. При возвращении прпзм 5 н 6 на позинию загрузки при воздействии на рычаг 25 щеткя 35 чспез пычаг 36 двнжется на рабочую нозииию 1 сметает срезанный . Затем НИ1КЛ повторяется.
Призмы 5 н 6 осуществляют точную фиксацию заготовки 42 относительно матрицы, а подпружиненные нластинки 33 и 34 компеисируюг гюгретиности формы. Для фиксации нризм 5 i; 6 на иозн: И служит щннлька 27 с гайками 28. а на рабочей нозииии - пластинка 30.
При необходилтости настройки ьчтампа на иной размер заготовки по П1лсоте положение верхней 1 н сред|;ей 3 к.шт рег лируют гайками 19 и 20.
Использование ьчтямпа позволяет получить пяд иренмуществ. Так, ири обработке наруж;нь х нилиндричееких поверхностей деталей тина осей и многократно возрастает производительность и улучигается качество поверхностного слоя. Предлагаемый штамп отличается от 1гзвестиых cvHiecTBCHHO большей универса;1ьиостью.
Формула изобретения
1. Штамп для обработки и тучньх заготовок, содержащий верхнюю плнту с закрепленным на ней пуансоном и плнту с закрепленной на ней матрицей, связанные между собой нанравляющимн колонками, и трафарет с отверстием для установки заготовки, расиоло/ сииый между пуансоном н матрицей иа колонках с возможностью установочиого перемещения, о т л н ч а ю щ и и с я тем, что, с целью лучШСЧП1Я качества изготавливаемых деталей, трафарет выполнен в виде двух призм, связанных между еобой и потпружтшенных относительно друг друга.
2.Штамп по п. 1, отличающийся тем, что, с нслью упрощения наетройкн штампа для обработ1ки заготовок различной высоты, он снабжен механизмом регулировки положения трафарета и верхней плиты.
3.Штамп но п. 2, отличающийся тем, что он снабжен средней плитой, установленной на направляющих колонках, трафарет установлен на средней плнте, механизм регулировки вынолнеи в виде нопарно расположенных на направляющих колонках резьбовых участков, первые из которых расположены в верхней части колонок, а вторые-в средней части колонок, гаек, установленных на резьбовых участках, н пружин, установленных на направляющих колонках, верхняя и средняя плиты расположены между гайками, а пружины расположены между этими нлитамн.
4.Штамп по пп. 1, 3, о т л и ч а ю щ и йс я тем, что он снабжен нанравляющими планками, установленными на средней плите, трафарет расположен в направляющих планках с возможностью возвратно-поступательного перемещения в направлении рабочей позиции и снабжен упорами для фиксации на рабочей позиции и позиции загрузки.
5.Штамп по и. 3, отличающийся тем, что он снабжен втулкой для направЛенин пуансона, установленной на средней нлите со стороны пуансона.
6.Штамп по пн. 1, 4, о т л и ч а ю щ и йс я тем, что он оабжен узлом удаления отходов, выполненным в виде установленной
на плите и подвижной в направлении рабочей позиции щеткой, расположенной с возможностью взаимодействия с поверхностью матрицы и подвижно связанной с трафаретом.
7.Штамп по пп. 1, 3, 4, о т л ич а ющ и и с я тем, что призмы снабжены сменными пластинками, установленными жестко на зажимных поверхностях одной призмы н .подпружиненными к другой призме.
8.Штамп по п. 4, о т л и ч а ю щ и и с я тем, что упор для фиксации трафарета на рабочей позиции выполнен в виде жестко установленной на средней плите сменной плитки, а упор для фиксации трафарета на позиции загрузки - в виде связанного с одной из призм регулируемого винта, взаимодействующего со средней плитой.
9.Штамп по п. 1, отличающийся тем, что матрица выполнена в виде по меньщей мере двух расположенных последовательно но ходу перемещения пуансона и выполненных с рабочими отверстиями вставок, первая из которых выполнена с режущей кромкой, а другие - с калибрующим пояском, и обойм, охватывающих каждая свою вставку.
10.Штамп по пп. 1, 9, отличаю щи й« с я тем, что на первой по ходу перемещения пуансона вставке дополнительно установлены элементы с режущими кромками, расположенными над режущей жромкой вставки.
Источники информации, принятые во внимание при экспертизе:
1.Мещерин В. Г. Митовая щтамповка, Атлас, Мащиностроение, 1958, с. 43, фиг. 93.
2.Шищков Б. И. Точная щтамповка в приборостроении, Мащгиз, 1960, с. 86, фиг. 54 (прототип).
:...:у
г-,k J
: i i
i }(A |:Т /7Л 17
H: :. //
fi JSJ
/f/ t
--1.-riДж
C /
jfcq
k
{/V -(pil-1 V :/LI
/7rf
ft,
---pi,
f:
iTx
t:4
±,
П-
.- Ю
d
22
-J
ШЖЖ
-i-rz :r ; . 1.11-A.//
V
-b - 70
Il(J
5 7
- 11
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для обрезки полых деталей по высоте | 1986 |
|
SU1344528A1 |
| ШТАМП ДЛЯ ОБРЕЗКИ ТОРЦЕВ ТРУБНЫХ ЗАГОТОВОК | 1997 |
|
RU2119412C1 |
| Штамп-автомат для выдавливания полых деталей типа втулок | 1986 |
|
SU1409400A1 |
| Штамп для обработки пакета заготовок | 1979 |
|
SU776916A1 |
| Револьверный штамп для изготовления деталей из проволочных заготовок | 1990 |
|
SU1743667A1 |
| Штамп для изготовления цепочки | 1980 |
|
SU941015A1 |
| Штамп с эластичной средой | 1990 |
|
SU1791057A1 |
| Штамп для холодного выдавливания сепараторов | 1974 |
|
SU548353A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫРУБНЫХ ШТАМПОВ | 1969 |
|
SU239867A1 |
| Штамп для калибровки полых изделий | 1986 |
|
SU1428483A1 |
12
Фиг. 1
