СО сд
со Изобретение относится к технологи ческой оснастке для листовой штамповки, в частности к штампам для зачистки поверхностей деталей из листового материала, и может быть использовано для получения высокоточ ных деталей типа колец с фасонным контуром наружной и внутренней поверхностей, типа колец магнитных головок к ЭВМ в различных отраслях машиностроения, приборостроения, радиопромышленности. Известен штамп совмещенного дейст вия для зачистки деталей по наружной и внутренней поверхностям, содержащий пуансон-матрицу для зачистки деталей по наружной и внутренней поверхностям, закрепленный в неподвижной части, пуансон для зачистки внутренней поверхности, матрицу для зачистки наружной поверхности и прийсим-выталкиватель, размещенные в подвижной части, трафарет, установленный на матрице- D Недостатком такого штампа являe-fcH то, что в нем не исключена возможность изменения формы и размеров обрабатываемой детали, в особенности тонкостенного кольца с фасонным контуром, которое может произойти в результате раздачи, сопутствующей в этом случае зачистке внутренней поверх ности. Наиболее близким к изобретению по технической сущности и достигаемому результату является штамп для зачист ки поверхностидеталей типа колец, содержащий подвижную и неподвижную плиты, матрицу с помещенным в ее отверстии выталкивателем, оправку для фиксации детали по отверстию,трафарет для фиксации по наружной поверхности и прижим ГЗ 3 . Недостатком известного штампа является отсутствие в нем средств, . обеспечивающих калибровку внутренней и наружной поверхностей детали ипос ледующую зачистку наружной поверхности, следствием чего является недост V точно высокая точность получаемых де талей. Цель изобретения - повьш1ение точности деталей путем калибровки внутренней и наружной поверхностей и пос : ледующей зачистки наружной поверхности. Цель достигается тем, что в штамп для зачистки поверхности деталей тип колец, содержащем подвижную и неподвижную плиты, матрицу с йомещенным в ее отверстии выталкивателем, оправку для фиксации детали по отверстию, трафарет для фиксации по наружной поверхности и прижим, оправка выполнена с двумя рабочими участками, заходным для фиксации и следующим за . ним - для калибровки внутренней поверхности, прижим выполнен польтм и снабжен пружиной,связывающей его с подвижной плитой, на его торце выполнена режущая кромка для зачистки наружной поверхности детали, оправка размещена в полости прижима и жестко связана с подвижной плитой, трафарет установлен на матрице, а на поверхности, ограничивающей его окно.,выполнен участок для калибровки наружной поверхности. На фиг.. 1 показан штамп, общий На фиг. 2 - обрабатываемая деталь. Штамп содержит неподвижную нижнюю плиту 1, установленную на ней матрицу 2 для зачистки обрабатываемой детали по наружной поверхности, трафарет, закрепленньй на матрице 2, выталкиватель 4, размещенный в рабочем окне матрицы и снабженный пружиной 5, подвижную верхнюю плиту 6, закрепленный НА ней держатель, оправку 8 с за- ходным участком « для фиксации деталей по-внутренней поверхности и следующий за ним участком б для калибровки внутренней поверхности, полый прижим 9, связанный с верхней плитой 6, направляющими колонками 10 и пружинами 11. На торце прижима 9 выполнена рейсущая кромка в для зачистки наружной поверхности детали. На поверхности трафарета 3, ограничивающей его окно, выполнен участок г для калибровки наружной поверхности детали. Пружина 5 имеет большую жесткость, чем пружина 11. Штамп работает следующим образом. При опускании верхней части штампа заходный участок а оправки 8- входит в отверстие обрабатьюаемой детали, расположенной в трафарете 3, затем прижим 9, прижимаемый деталь к выталкивателю А останавливается, так как усилие пружины 5 меньше усилия пружины iT, в это время плита 6, держатель 7 и оправка 8 продолжают опускаться, оправка 8 входит в отверстие обрабатываемой детали и калибрует участком б ее внутреннюю
поверхность. При смыкании держателя 7 с прижимом 9 последний .совместно с оправкой 8 проталкивает деталь через рабочее окно трафарета 3. На участке Ь трафарета 3 производится калибровка наружной поверхности детали. После этого прижим 9 проталкивает деталь через рабочее окно матрицы 2,взаимодействует с ее режущей кромкой своей режущей кромкой о и осуществляет зачистку наружного контура.
При подъеме верхней части штампа обработанная дет&ль выталкивателем 4 выталкивается из матрицы 2, оставаясь на оправке 8. После того, как выталкиватель 4 размыкается с прижимом 9, последний снимает деталь с оправки 8.
Использование предлагаемого штампа позволяет повысить точность обрабатываемых на нем деталей.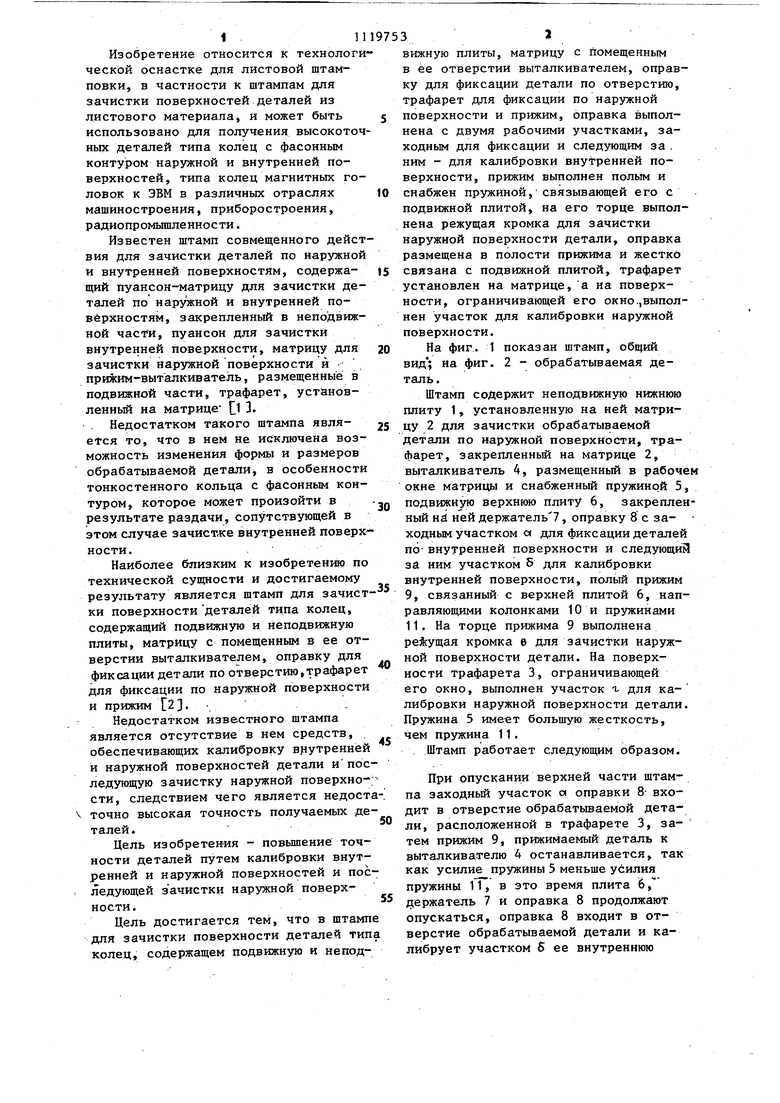
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вырубки и многопереходной вытяжки за один ход ползуна пресса | 1980 |
|
SU940929A1 |
| Штамп совмещенного действия | 1983 |
|
SU1148674A1 |
| Штамп для обрезки полых деталей по высоте | 1986 |
|
SU1344528A1 |
| Штамп для вытяжки листового материала | 1982 |
|
SU1082521A1 |
| Штамп для изготовления пружинных стопорных колец | 1988 |
|
SU1641493A1 |
| Последовательно совмещенный штамп | 1990 |
|
SU1808445A1 |
| Штамп совмещенного действия | 1989 |
|
SU1768344A1 |
| ШТАМП ДЛЯ ОБРЕЗКИ ТОРЦЕВ ТРУБНЫХ ЗАГОТОВОК | 1997 |
|
RU2119412C1 |
| Штамп для вытяжки деталей и обрезки края | 1973 |
|
SU645735A1 |
| Способ изготовления П-образных деталей из полосы и штамп последовательного действия для его осуществления | 1991 |
|
SU1819712A1 |
ШТАМП ДЛЯ ЗАЧИСТКИ поверхности деталей типа колец, содержащий подвижную и неподвижную, плиты, матрицу с помещенным в ее отверстии выталкивателем, оправку для фиксации детали по отверстию, трафарет для фиксации по наружной поверхности и прижим, отличающийся тем, что с целью повышения точности деталей путем калибровки внутренней и наружной поверхностей и последующей зачистки наружной поверхности, оправка выполнена с двумя рабочими участками, заходным для фиксации и следующим за ним - для калибровки внутренней поверхности, прижим выполнен полым и снабжен пружиной, связывающей его с подвижной плитой, на его торце выполнена режущая кромка для зачистки наружной поверхности детали, оправка размещена в полости прижима и жестко связана с подвижной плитой, трафарет установлен на матрице, а на поверхности, ограничивающей его окно, вы- . полнен.участок для калибровки наружной поверхности.
Открытьм . рь1тьш
иг.1
Фиг. 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Романовский В.П | |||
| Справочник по | |||
| холодной штамповке | |||
| Л., Машиностроение, 1971, с | |||
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
| Способ амидирования жидких сульфохлоридов ароматического ряда | 1921 |
|
SU316A1 |
| Штамп для обработки листовых заготовок | 1978 |
|
SU712177A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
