Изобретение относится к сварочному производству, а именно к сварке в среде защитных газов с короткими замыканиями дугового промежутка.
Целью изобретения является повышение качества сварного соединения.
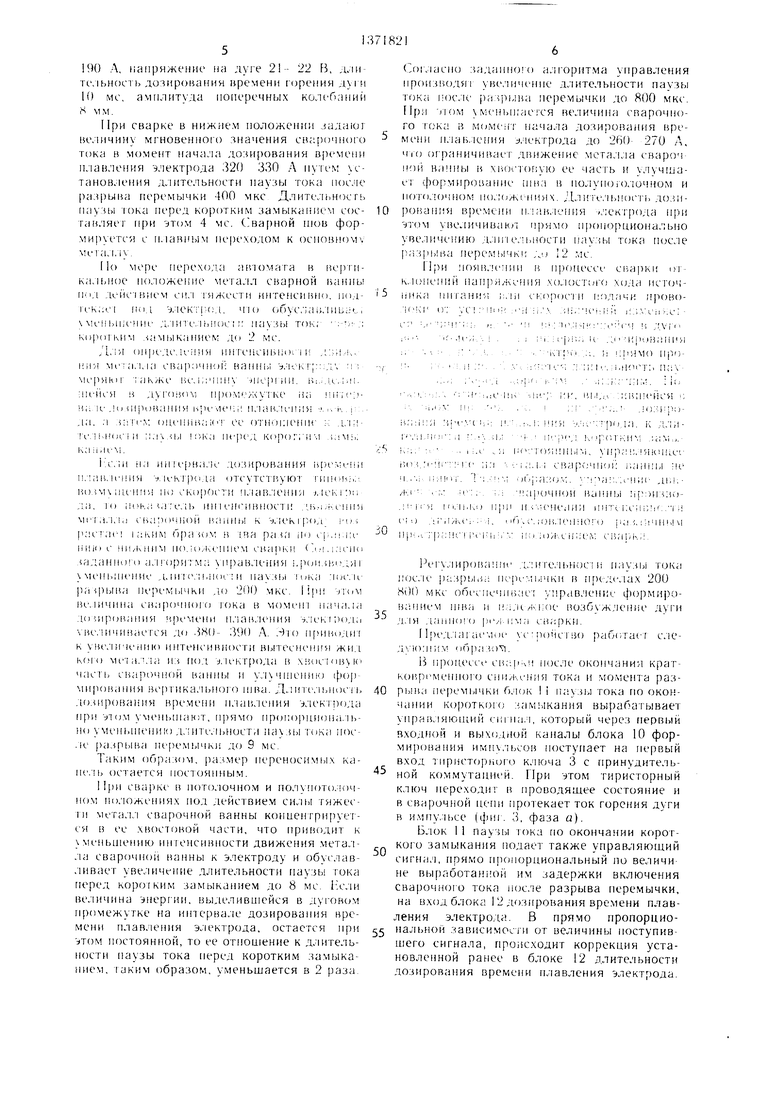
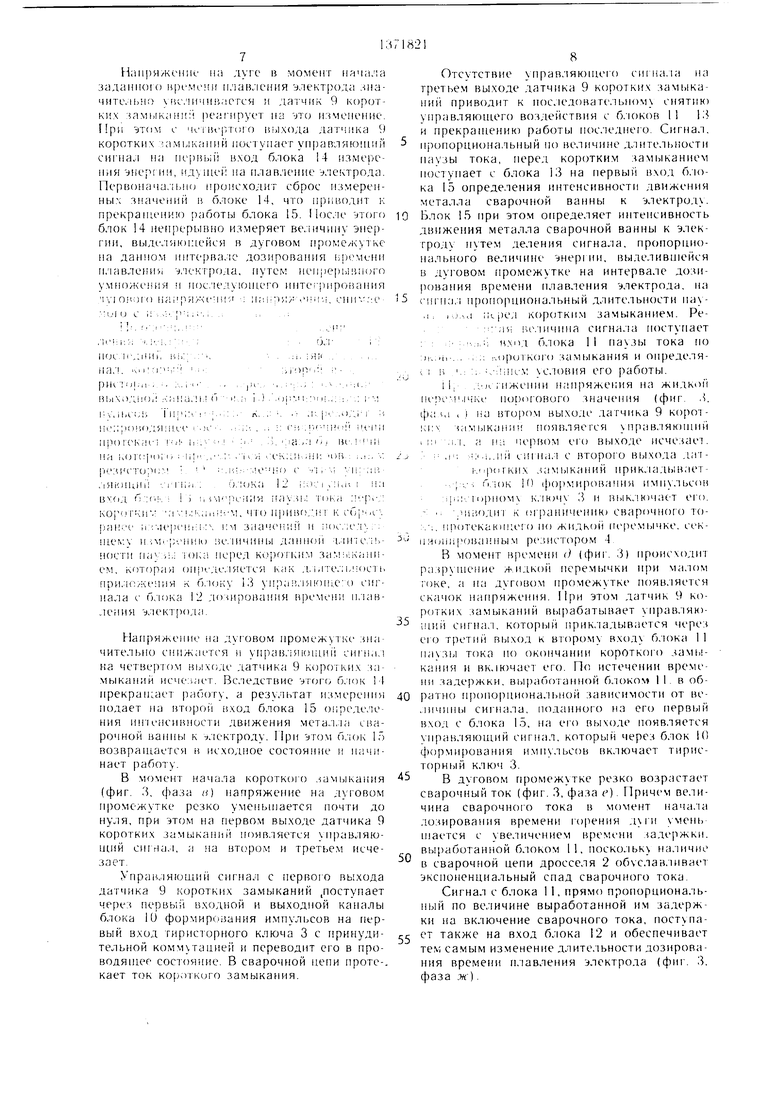
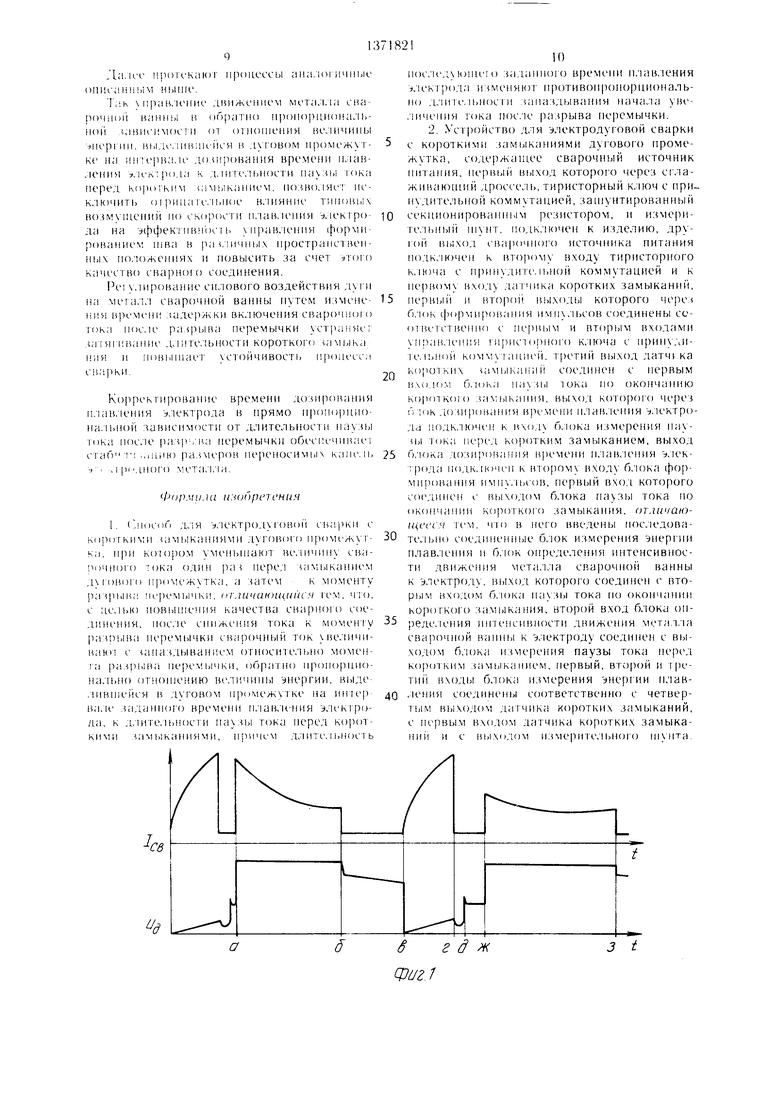
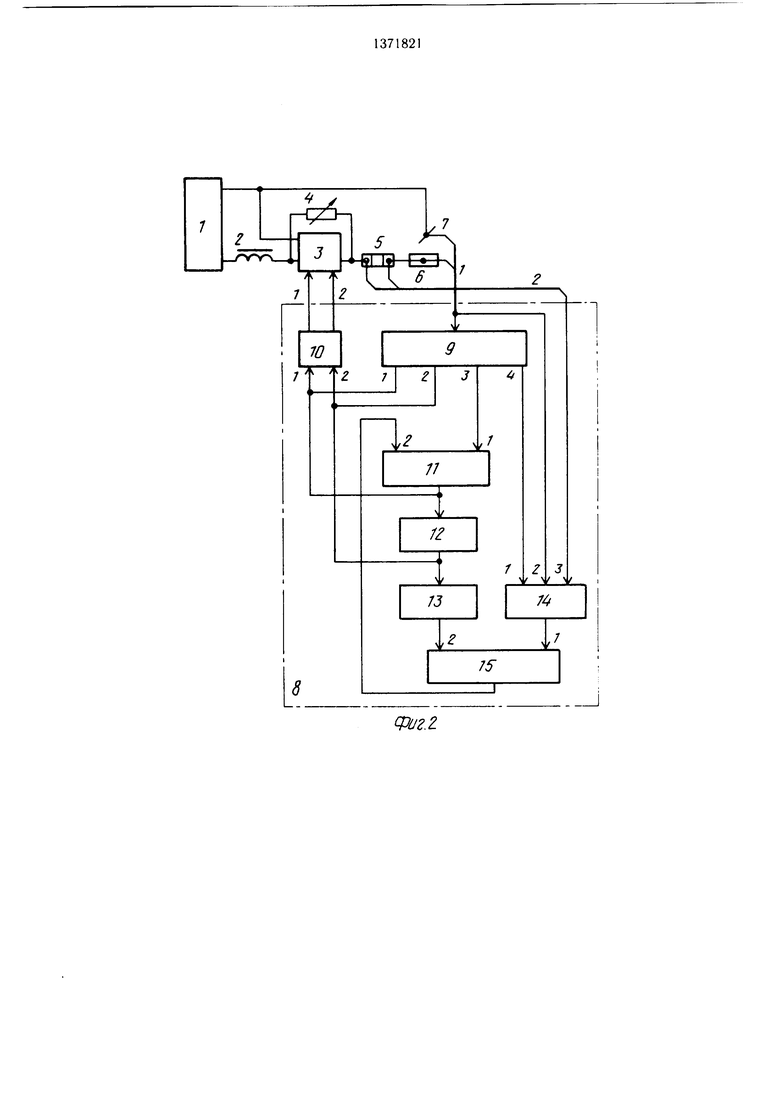
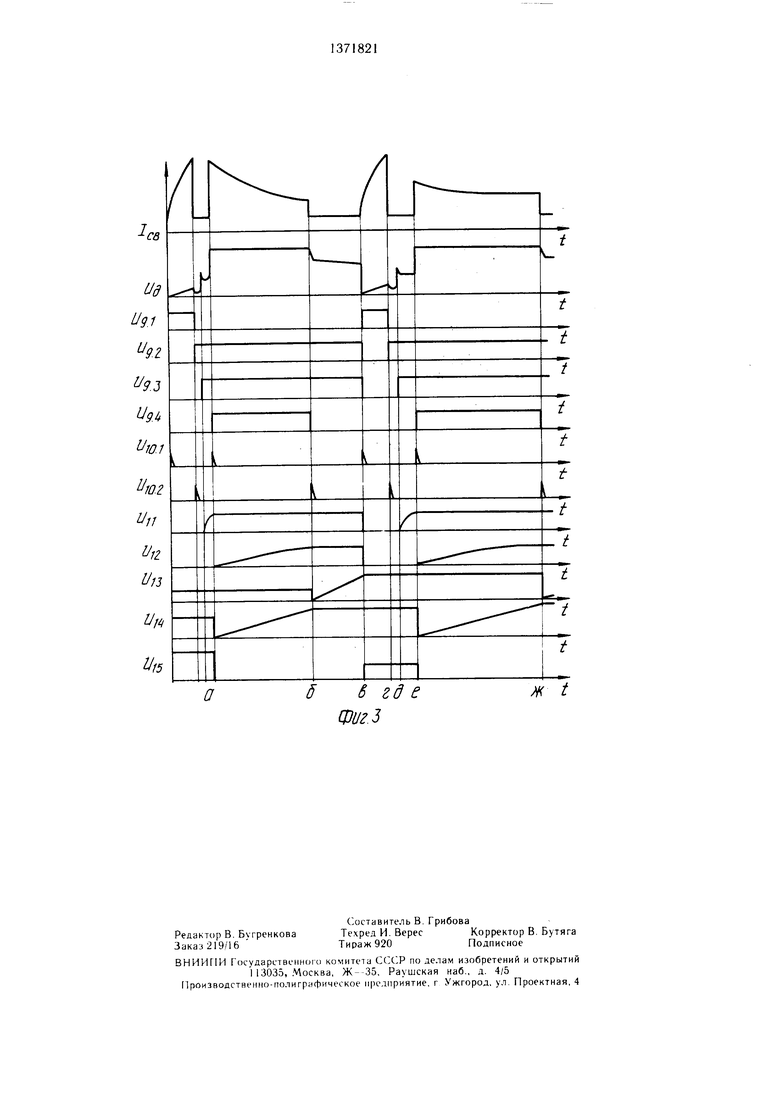
На фиг. 1 представлены циклограммы сварочного тока и напряжения на дуге, поясняюпи1е способ; на фиг. 2 - блок-с.хема устройства; на фиг. 3 - диаграммы прохождения управляющих сигналов по блок- схеме устройства.
В момент времени а (фиг. I) увеличивают сварочный ток и задают время на плавление электрода. Металл сварочной ванны под действием амплитудного значения сварочного тока вытесняется из под электрода в хвостовую часть сварочной ванны, а электрод оплавляется. На интервале заданного времени горения дуги происходит образование капли электродного металла и увеличение длины дугового промежутка, при этом непрерывно измеряют величину энергии, выделяющейся в дуговом промежутке. По окончании времени заданного горения дуги (фиг. 1, фаза б) процесс плавления электрода прекращают, снижая сварочный ток до тока паузы.
Снижение давления дуги приводит к значительному сокращению дугового промежутка за счет движения металла сварочной ванны, стремящейся занять соосное расположение с электродами и непрерывной подачи электродной проволоки.
С момента времени б (фиг. 1) измеряют длительность паузы тока перед коротким замыканием. В результате взаимонаправленных движений металла сварочной ванны капли и электрода происходит короткое замыкание (фиг. 1, фаза в) и сварочный ток увеличивают.
К моменту окончания короткого замыкания жидкая перемычка между электродом и сварочной ванной достигает критических размеров и сварочный ток снижают до тока паузы (фиг. 1, фаза г). В момент времени () происходит разрушение жидкой перемычки, однако сварочный ток увеличивают с запаздыванием относительно момента разрушения перемычки обратно пропорциональным отно1иению величины энергии, выделившейся в дуговом промежутке на интервале заданного времени плавления электрода к длительности паузы тока перед коротким замыканием (фиг. 1, фаза ж).
Поскольку ведение процесса сварки с использованием дросселя в сварочной цепи обуславливает уменьшение сварочного тока после короткого замыкания по экспоненциальному закону, увеличение времени запаздывания включения сварочного тока относительно разрыва перемычки приводит к уменьшению величины мгновенного значения сварочного тока в момент начала заданного времени плавления электрода.
0
5
0
5
0
5
0
5
0
5
При этом под действием мгновенного значения сварочного тока в момент начала заданного времени плавления электрода металл сварочной ванны оттесняется в хвостовую ее часть.
С момент времени ж (фиг. 1) вновь начинают задавать время на плавление электрода, причем длительность заданного времени изменяют прямо пропорционально длительности паузы тока после разрыва перемычки, что обеспечивает стабилизацию размеров переносимых капель при управлении движением металла сварочной ванны за счет изменения сварочного тока. Далее весь цикл повторяется.
Устройство для электродуговой сварки с короткими замыканиями дугового промежутка содержит сварочный источник I питания, первый выход которого через сглаживающий дроссель 2, тиристорный ключ 3 с принудительной коммутацией, зашунтирован- ный секционированным резистором 4, и измерительный шунт 5 подключен к изделию 6, другой выход сварочного источника 1 питания соединен с вторым входом тиристор- ного ключа 3 с принудительной коммутацией и со сварочной головкой 7, к дуговому промежутку и измерительному шунту 5 подключены первый и второй соответственно входы схемы 8 управления, выходы которой соединены с входами тиристорного ключа 3 с принудительной коммутацией, причем схема 8 управления содержит датчик 9 коротких замыканий, вход которого соединен с первым входом схемы 8 управления, а первый и второй выходы датчика 9 коротких замыканий подключены соответственно через первый и второй входы блока 10 формирования импульсов к выходу схемы 8 управления, третий выход датчика 9 коротких замыканий соединен с вторым входом блока 11 паузы тока по окончании короткого замыкания, к выходу которого последовательно подключены блок 12 дозирования времени плавления электрода и блок 13 измерения паузы тока перед коротким замыканием, причем выход блока 1I паузы тока по окончании короткого замыкания подключен также к первому входу блока 10 формирования импульсов, а выход блока 12 дозирования времени плавления электрода - к второму входу блока 10 формирования импульсов, блок 14 измерения энергии, идушей на плавление электрода, первый вход которого соединен с четвертым выходом датчика 9 коротких замыканий, второй и третий выходы соединены с первым и соответственно вторым входами схемы 8 управления, причем его выход подключен к второму входу блока 15 определения интенсивности движения металла сварочной ванны к электроду, к первому входу которого подключен блок 13 измерения паузы тока перед коротким замыканием, а выход соединен с первым входом блока 1 I паузы тока по окончании короткого замыкания.
1).1()ьл. 44iiHMi iiiii,ic i (, управления (ijiiir. I. II ii nxo.uiiiU II Hi.ixdh bie Kaiin.iiii iiMrio i r.(iiiu4 (jiyHKiuioii. i.ii.iioe на.чи;;- Mfnmv
Датчик KopoiKiix :uiмыканпй, на н.ход которого iiocT iiai T напряжении с дугового проме/кхтка. )1,1рабатывает управляющие cni налы в следукиппе моменты:
По началу короткого замыкания, которое опрелеляе1ея как результат ступенчатого (почтп до нуля) уменьшения напряжения на дуге. Полученный управляюп1ий спгпа.; поступает па первы11 выход датчика 9 коротких замыканий.
При достижении жидкой пе)емычкой критических pa:JMep()ii, котг)рые определяются по пороговому значеп 1К) напряжения ич ду1Ч)- во.м промсукчтке. Л.;и1ньи1 n|iaB.() I l-.i нал поступает па второ выход .чатчика коротких чамыкани
Прп рачрыве перемычки, ко Ю юе оиреле ляется П(; скачкооГ)ра;1п г,1 ув1,,1пчеппк)
папряжения на дуге. ,.1,анный сигнал поступает на третий выход датчика 9 коротки.х замыканий.
На протяжении всего интервала заданного времени плавления электрода, которое определяется по пороговому значенпю напряжения на дуге. Ланн1)1Й управляющий сигнал поступает на четвертый выход датчика 9 коротких замыкани.
Блок 10 формирования импульсов Bi)ipa Г)атьп)ает си1-налы на включение и выклк)- чение I иристорнсл о ключа 3 с принудительной коммутацией при постчплеппи на него управ.тяюших cnina, с б,1оков схемы 8 уп- рав.тепия. Причем сигнал д,1я вк.тючения тиристорного к.поча . с принудите.и.ной ком- мутапией п|)ох()дпг через iiejiiibiii входной и выходной кана,1Ы блока К) (()ормпрования импульсов, а сигна.т для выключения - соот ветственпо че|Н ч второй входной и выходной его капа.п,.
Б.10К 11 паузы (1ка по окончании корот кого чамыкания устанавливает длительност1 тока после )азры8а перемычки в обратно 11)()11орц|1ональной зависимости с)т огпошепия величины энергии, выделивп1ейея в дуговом промежутке на интервале задан}1о- го времени плавления э.тектрода к д.ти тельности паузы тока перед коротким замыканием.
Данную функцию блок 1 1 реализует при подаче на его второй вход управляющего сигнала с третьего выхода датчика 9 коротких замыканий. При этом блок 11 вырабатывает управляющий сигнал на включение тирис торного ключа 3 с принудительной коммутацией с задержкой по времени обратно пропорциональной величине сигнала, поступающего на его первый вход с блока 15 опре деления интенсивности движения металла сварочной ванны к электроду.
Блок 11 паузы тока по окончании короткого замыкания задает также изменение дли
5
0
0
0
5
0
5
5
0
1
ге.тьпост и заданно о (М1п
I рода в прямо iipiii( ip:iiiniia. i i.ni i
мости от выработанной им .i iii уе.п.нчг и
чы гока HDC.ie рачрыва iK pe ii,i4Kii,
Эт о обеспечиваегся nyrcN нплачи ii.i вхчд б.тока 12 дозпро 1апия плав. сния э/кччтрода п|1ав,тяк)П1е1Ч1 cnriia.ia с б.юка II. прямо iiponopiuiofia.TbHoro но ве.шчшп выработанной им д,тителыи)сти (аде 1жк11 (ключеппя тиристорпого к,11оча 3 с припчдн тельной коммутацией нос.те |1азрь1ва ne|ie- мычки.
Блок 12 дозирования времени н.|аи.1ен11я э.чектрода обеспечивает небходимчю ,ми- тельность заданного времени п.тав.тсния электрода, а также изменяет ее в прямо прп- порппона.ты1О11 чависимосгн от д.тите.тыккти паучы гока пос.и j)a- iiMBa 1К ;нл1ь1чки Дан- (})ункц111) блок 12 pt .i. - мсм подачи с его выхода упра1},тяк)пе1 о сигнала на вык.тючение TaipHcrojinoro к.тюча 3 с нрипуди- re.ibiiiM i комму laiiiieii, с - Н бчсмой пи величине задержкой времени и от кс)рректирова11 ной в прямо про|1о 1пиопа.тьноГ1 зависимосги от 1чмичин15| сигпа.та. ПОСТА пакицего на его вход с блока 11 юка по окончании короткого) : .амыкаппя.
I-i. ioK 13 ич ;ерепия тка iiepe;i ко рогким : ,;1М1,1кание.: выпо/шяет ни о/кепн к; -la iiei o (jiynKiiHio ;; re . И(мер(П я мии .п.- пост и преб| 1вания на В1)1ходе б. юка 12 вания врс мепи п,тав,тения 4;ieKT|i:i.ia чправ- ляюшего СИ 11а,та. KOTiijM.iii iic4eia(-i в момен нача,та короткого замыкания
Блок 14 ичмсрения Hepi3r,i, идхшси на плавление электрода, реа.тпие вoч,1( нук) на него (j}ynKiuiK) путем HeiipepbHiHorn вьпю.тпепия операций умпожения и нос.тедую- щего интегрирования дуювого напряженная и сварочного тока при н;1.ичии на eio перво входе управ,-1як)1пего сигнала с Hi TBejvroio выхода датчика 9 коротких чамыкани 1. Дуговое напряжение и напряжение пропорциональное еварочному току. снима( М(ц с и i- мерительного шчнта S, поетчпают на niopnii и соответствеппо трети11 входь б.юка М
Блок 15 определения интенсивности дви жения мета,п,::а сварочно11 ванны к лект(од вьпкхппяет эт операцию путем де, сиг na.ia, пропорционального величпне эне)1ии, выделив ие11ся в промсжхтке на интервале дозирования времени п.тав.тепия э,тектрода, на сигпа,т, п 1опорц|1она,тьный длительности тока пере.ч коротким чамыкапием, которые постхиаки на в горни и nepBbiii его вход1)1 с соотвегс гвукицих блоков. Результирч юшая ве,1ичипа сигнала характеризует интенсивность движения ме тал, 1а сварочной ванны к :),тектроду.
Пример. Выпо, 1няют автоматическую сварку заполняюп1его с.тоя )ior4oio стыка трубопровода диаметром 1220 мм методом сверху-вниз в среде уг,текислого проволокой СВ-08Г2С диаметром 1 ,( мм ( рость сварки 20 м/ч. сва очпый ток
190 Л, напряжение на луге 21- 22 Fi, д.ш- те.1ьн()ст1) дозирования времени прения дуги 10 мс, амплитуда поперечных колебаний S 1 м.
При сварке в нижнем положении задают ве. шчину мгновенно ч) значения сна)()ЧН()1Ч) тока в момент начала дозирования времени плавления электрода 320 330 Л путем с- тановления длительности паузы тока поеле разрыва перемычки 400 мкс Длительность паузы гока перед коротким замыкаши. М сос- гаиляег при это.1 4 мс. Сва)ной HJOB фор- с плавн1 1м не|)ех()дом к осповпому егал, 1
По мере nepex(,;ia автомата в iep i n- кальное положение мета. 1л сварной ванны под де1(с 1 р.пем cn. i i-яжести иптенсиино. под- 11 к;:е1 П(1Д электрод, чю (юус,а11.1пь;н,. чк пьид ние д. 1ИТ1,, ibiioc I;: паузы ток; :;:.; к(|1(1гким .()1канием до 2 мс.
;1, 1И ()предсдс; ;1И пптс псиьпо; i li д;;,/ liii/i мс;алла свар:)чп;)И ванны э. юк г;:::Д , i; мсрию laK/Kc lUM ;;Ч1111 чп1.. lii..u.,; п. ;пс11ся i дуго ХП п|1ом( на Яг; к- .() (Прованпя hjH .i: плавлсппя -. i. i i да. . 1 . oueiniHa ;( Т ее OTHoi:ieinic ;.; д, 4Mi-.nocin ;. i ibi i)Ka перед Ki pori iiM ;:iM:.: ка ;i,.
1дМ11 на ин1е)валс дозир(вания ii) ii/ aii. 1ГППЯ -лк-ктр да отсутс П .уют I linoii.-i:: нозм цсппя Hi) CKi)|)()CTn n. iaB. icHnsi ).icKi:)ii да. Id lioKa M :e.ii ип i енсиипостп , IB..;/ьдмпп М1да.1л,1 cBaDOMHoii и.апны к э. |ек1| ()л Р)-; р; с асд i;:lлl (ом н ва рана c|i..i;i liiiioc Hii/KMHM ио.;о/1ч(.М111ем сиар1 и ( .i .. i. iciK i заданно о a.))H ; ма уп|)ав,:1еиия .рои. NUMU.ineHHt. дл п 1 с. и.нос : и пауз1)1 aiic.u paipbHia Перемычки до 200 мкс. этом В1,1ичина сва|1очпого 1Ч)ка в момент начала .4(1 И1 1овапия И1Н мени нлавлс-ния элск1;и1да -ие,1ичиваегся до 3S()- 390 Л. .-)т() п)инодпт к уие.тиченпк) интенсивности вытесне1П я жи.т кого мета. .та из по.ч э.тект)ода в .XHOCTOBV ю частЛ) сварочной ванны н у;1 чп1енн1о |.н)р- 1И|1() не|1|Ч1кальпо1Х ) П1ва. Длитч т1,ност ь .1о.и1рования времени плавлепия электрода при это.м умешлпают, прямо пропорциопа.ть- но умен1 1нени1о д.тительност, па.и,1 тока иос- .те разрьн а не)) до 9 мс.
Таким образом, размер нереносим1 1х ка- не.ть остает ся постояпным.
1 )и сварке а пото.точ}1ом и полуното.точном положениях под действием силы тяжести мета.т.т сварочной ванны кониенгри п ет- ся в ее хвостовой части, что приводит к мены11ению интенсивности движения .мета,т- .та сварочно ванны к электроду и обуслав- .тивает увеличение длительности паузы тока перед коротким замыканием до 8 мс. 1 с.ти ве,тичина эперг ии, выделиви1ейся в дугов(.м промежутке на интерва.те дозирования времени плав.тепия э-тект рода, остается при этом постоянной, то ее отношение к д.титель- ности паузы тока перед коротким замыканием, таким образом, уменьшается в 2 раза.
(д)1ласно заданного алгоритма унрав.тения ||рг)изводя1 уве, ичепне длительности паузы тока пос.тс )азрыва перемычки до 800 мкс. 1р;| этом ме ьп:ас1 ся величина сварочного гока и мо.ме.чт начала дозирования вре- менп плав.тения электрода ло 260- 270 Л, что ог раничиваег дгзижение .мета.тла свароч ной в xiiocTOByio ее частъ и улучпта- ет фор.мпрованпе пва в нолуно1 О.точном и
НОТ 0,Т()ЧНОМ ПОЛОЖГ-НИЯХ. Длите.Т1 НОСТЧ, Д(Х)Нр()ванпя времени п.,теппя -«.чект сюда п|)И этом увеличиванл прямо 1р(Н1О)ционально увелпче1 ик) длпте.;,мости паузы тока после .:на перем1) ,. Г2 мс.
11;)и .чояв.теипп is пропессе criapKi ог- K.njiieniiii папря/кенпя холосто|Ч хода ncT4j4iiMKa inir;uiH /, i;.Tii стзптостн подачи нрово- Ti Ki О : С : ili ь .. И :i. .. i; и i;.;. Cii .с: - с: ,- : м :: тс,. : :. 1 : г т , ;;.vi ;. ;- .,;.. . .1 ч, : , ,( .;,i .1вапия
:. . V :- :;.. . КТ ч i ,:;. ; ;ii;iMO ПрО: ;и;пеися .
. -.. :М .- - ... - .о:д 11:i ...: ПИИ v;v : p .ia. К Д.Т,1 ,; (И Ь;ПМ .;с:М:.
г О . ro .iiiiii.i .i, 4ijia :. яюпа.
: , а. г 1 (|1: |;анпы ;ie
)i /j;a:;o . i Vii:. д,; арочпои luiiiHiji ) -с. енеаии i:c;ii; if..i и
П с. ;ОП.иМ1ЧО О ра l. ; )П1Ы 1
ii .i ;о,га 1 ;:1:-л; сварь.:.
5
- е1Л лиро ампе .т.::и ге.тьпост и пауз1)1 тока пос.те р.1;з)ы.)а nc |U Mi,i4KH в нгх-дс.тах 200 SOI) мкс обсспеЧ111 ает управление формиро- |пва и м. ;Л(. возб жден11 е дуги
Д.ТЯ .lannoi o |)ivi. (. наркн.
.та1 ai Moc ус po ici iio рабсддид с.те- ):пим обра i-;)Ti.
В процессе после окончания крат- Koii)i MeHiior(j СПИ/КС1П1Я тока и момента раз0 перемычки блок I i паузы тока по окончании короткого замыкания вырабатывает управляющий ciuTia.T, котсзрый через первый входной и вы О:1|1ой каналы блока 10 формирования ИМПУЛЬСОВ поступает на первый вход 1 иристор ;о о к.поча 3 с принудитель ной коммутацией. При этом тиристорный ключ иереходиг в проводящее состояние и в сварочной цепи фотекает ток горения дуги в импу.тьсе (tjinr. 3, фаза а).
Блок 11 паучы тока по окончании корог- кого замыкания юдает также управляющий сигнал, прямо пропорциональный по величи не выработапио им задержки включения сварочного тока после разрыва перемычки, на вход блока 12 дозирования времени плавления электро.та. В прямо пропорцио5 на;1ьной зависи.мосги от величины поступившего сигнала, про;1с.ходит коррекция установленной рапее в блоке 12 длительности дозпрова)ия времени плавления электрода.
7
H;iii|)4/Keniie на луге в момент начала заданного .чи ii. ia i;ieHHH электрода .iiia- чмте.) fie . iHMHiiacTCH я датчик 9 коротких ,1ка1П ; peai-нрует на :JTO нгшененне. siTOM с чот1и-ртого 1 1 1хода датчика 9 коротких iaMLiKaHHH носдунает унрав ляюшин сигнал на Hcjjpibiii вход блока 14 измерения , ид 1ие1 : на плавление улектрода. Первонача.1ьно происходит сброс нзмерен- ньг значенн и блоке 14, что приводит к прекращению работы блока 15. Ioe;ie -)того блок 14 непрерывно измеряет величину энергии, выде,тяк)1дейея в дуговом проме/кутке на данном инте)ва.1е дозирования И)еменн н.1авления электрг)да, путем непрерыр.мого умножения и иослелАлонато интег -щрслкшия )1() Hai iH e nivi ; iKMivis; .. снн . ::с ;:i;i I.) с ;; i .ь .. ;,. ..:, ;
IHiujc. П ,;11И1. Hi.: .: . нал. Ml Г - i рис 1);,1 , . : . Bi)iXi). ;ii(),: .-:;||:алi.i fi
, ilii. l,ii i 11; ;Ч ;.
| 1 :;;)()ДЯ:11л е i .-i .
про ;1- I,-.
на 1чО1 :р1); I; : lijt ,.., pt 31 CTopi; - .1 /iHKiHuii . rrii; : i вход C: : i -- I i 1, (M pi;ii;t/i itav.ii.; I oKa : i1 Ор И КИ . .li .lliiii .-M, 4 iO HpHBf,:iir к (.
laiif f h ; .iep( Hr:i : им зиачсми и после/г... и-ль-р . нию ;Н . 1ичнн1 1 данноГ| т.ппел.- iiocTH iiav ii,; юка пе1К Д К1))о-1ТчИм зам;.;канн- ем, которая онреде.пяется дл,1те, л,;()СТ1 1ри;к /ке 1ня .к б. и.1Ку 13 уиранли1он1,е: о сигнала с б;к)ка 12 дочитывания времени н, 1ав- лення э.тект)ода.
Ыаиряжеиие на дуг овом нромежут.чс зна чительно снижается и у11|)авля|ощи1 сигнал на четвертом выходе датчика 9 коротких замыканий исче:-,ает. Вследствие этся о б,1ок 14 ирекран ает работу, а результат измерення подает па BTopoii вход блока 15 определения интенсивности движения метал.та сварочной ванны к э, 1ектроду. Г1рн этом б, :ок 15 возвран1ается в исходное состояние и начинает работу.
В момент начала короткого замыкания (фиг. 3, фаза н) напряжение на дуговом промежутке резко уменьп1ается почти до пуля, при этом на первом выходе датчика 9 коротких замыкашп появ.тяется уиравляю- Н1ИЙ си1на, 1, а на втором и третьем исчезает.
Управляющий сигнал с первого выхода датчика 9 коротких замьпоний поступает через нервы; входной и выходпой каналы блока Ш формир(.1)ания импульсов на первый вход тиристорного ключа 3 с принудительной коммутацией и переводит его в проводящее соетояние. В сварочной цепи проте-. кает Т(ж короткого замыкания.
71821
8
Отсутствие управ, 1яюн1его cuiHa.ia на третье.м выходе датчика 9 коротких замыка- ИИ11 приводит к нос.:едоват( 1ьном снятию управляющего воздействия с б.чоков И 13 и прекращению работы последнего. Сигнал, И()опорциональный по величине длите,1ьпостн паузы тока, перед коротким замыканием поступает с блока 13 па первый вход 6,-io- ка 15 определения интенсивности движения металла сварочной ванны к электродх. 10 Блок 15 при этом определяет интенсивность движения металла сварочной ванны к электроду нутем деления сигнала, пропорцио- пального величине энергни, выделивп1ейся в jtyroBOM промежутке на интервале дози- ювания времени плавления электрода, на 5 сигнал 11)опорпиональный длите,1ьпости пау- ,1: ,.....,.1 ;;ц)ед KopcjTKHM замыканием. Ре- , г.е.чичина сигна,;1а ноступает : : : .;:.; нхид блока II паузы тока по ;)1.,м, . .,,: :-.)p(jTKoro замыкания и онреде,1Я- ,/ li li .; :; ,П1е,; условия его работы.
iL .I ji. гиженнн напряжения на жндко| | nepc - M4iNt. 11О)()гового значення (фиг. 3. 4)а м с I на втором выходе дагчика 9 Kofioi- i;i:v (имыкании появляется нрав, 1як)1иий .111 .i.i, и на первом его вьгчоде исчезает. - .1. -: .;,.ни . i с второго В11гхода ,ia i- (1гких зам1)1каний нрик.тадывает- ;. ; t l.ioK И) фо);ирования имиу, 1ьсов .л орном к, 1К)чу 3 и вык. ючас-т его. - .. .iiiiKb Un к ограничению сварочного ю- :. :. нротекакинего по жидко) К 1емычке, сек- пминироваииы.м резистором 4
В момент времени () (фи|-. 3) происходит pa.ipyiiieiiHe ж.идко(1 перем1)1чки Hjni ма,1ом гоке, а на дуговом промежутке появляется скачок напряжения. 11ри этом датчик 9 коротких замыканий вырабатывает управляю35
45
55
ищи снгна,, которьп нрик.тадывается через
его TpeTHii вьгход к ыорому входу б, 1ока 11 наузы тока но окончании короткого замыкания и вк,1К)чает его. По истечении времени задержки, выработанной б,током II. в об- 40 ратно п|)опо| )ционал1)Ной завнсимостн от ве- ,1ичии1)1 сигна,па, поданного на ercj первый вход с блока 15, на его выходе появ,1яется у||рав,тяю1ций сигнал, который через блок К) формировання импу,тьсов включает тирис- торный ключ 3.
В дуговом промежутке резко возрастает
сварочный ток (фиг. 3, фаза с). Причем величина сварочного тока в момент нача, 1а дозирования времени горения дуги умень) И1ается с увеличением времени .(адержки, выработанной блоком 11, носко.чьку наличие в сварочной цепи дросселя 2 ,1ав,и1вает экспоненциальный спад сварочного тока.
Сигнал с блока 11,прямо пропорциональный по величине выработанной им задержки на включение сварочного тока, поступает также на вход блока 12 и обеспечивает тем самым изменение длительности дозирования времени н, 1авления электрода (фиг. 3, фаза ж).
Ла.кт п})()1Ч как)т iifioueccbi аиалогичиьк- описанным НЫ11И
Г; .к прав. кмни движением мотал.la cfui- ючной панны н )Г))атн) np()ii()pun)iia,;ib- iioii (авигимосгп от отношения вс.тичипы -)HOpi-Hii. iii,i;K iMiiiH. ik M и луговом иромежут- ке на интервале дошрования времени нлаи- леиия элок-1|1(1ла к длитчмвиости тока неред коротким (аммканнем, 11очво;1Яет ие- к.:1К)Чит1) О1 рииате/и.ное влияннс тиновых во;1му 1цсии11 но скорости нлавл1М1ия улекгро- да на :((()фект1им1ос1 ь уиран.тення юванием И1ва в ра лнчных нространс венных но. южсннях и ncjBbiCHTb за счет JTOIO качество сварно1о соединения.
ГЧм у.)вание силового воздействия дуги на мегалл сварочной ванны путем измене- ПИЯ )и задержки вк. почения ciia()04noiо тока носле разрыва перемычки устраняет за 1 я1Т1ванне длите.тьности короткого «амыка имя и iioBbiHiaeT стойчивост1) iipoiU ccii сварки.
Ко)рекгирование времени дози|1ования п..тения электрода в прямо гцюпориио- на.и.ной зависимости от длительности паузы тока носле разр тиа перемычки обеспечииае ..iiiiiK) размеров переносим1,1 Kaiie.ib т ., i PI .LH()i3) мета. 1л а.
.n/.ui и лопре П ния
I. (jiocoo Д.1Я элект 1оду| овой сварки с ко|) кшыканпями дугового промежуг- ка. ири ко Юром умепьи1аК)Т ве.шчппу сва- рочшлч) юка один ра f иеред ча%и,1каннем дхгового пр(п1ежутка, а затем к моменту )азрыва перемычки, отличающийся гем. ч 1 о. с ne.ibK) повышения качества сварного соединения, иоеле снижения тока к MOMeiri y pa3iiiJiia иерем1)1чки сва)()чный ток ве.тичи- с запаздыванием ()тноси1ельно момен- 1 а разрыЕ, 11ерем1 1чки, обратно нронорнно- Ha. UiHo ()тнон1ению величины энергии, выде . 1нвп1ейся в дуговом промежутке на инчер- Ba.ie заданного времени н. 1ав. 1ения элекгро- да, к д. 1ите.1ьмости ,1 тока неред короткими замыканиями, н П1чем дл пте.11)Н()С 1 ь
0
5
5
5
0 5 Q
пос. 1ед h)Hiei о задапного времени илав.юния электрода изменяют 11ротиво11|)опорииональ- но дли ге. 11)Носги запаздывания начала уветока noc.ie разрыва перемычки. .ст1)ойство для электродуговой сварки с короткими замыканиями дугчзвого промежутка, содержащее сварочный источник питания, выход которого через сглаживающий дроссель, тиристорный к.поч с при- н дительной коммутацией, за1нунтированный секционированным резистором, и измерите. 1Ы1ый HiyiiT. 11()дк,тючен к изделию, roii С1 арочно14) источника питания подключеи к второму входу тиристорпого ключа с ирппудите. 1ьной коммутацией и к первом} входу дагчика коротких замыканий, первый и BTO|ioii. выходы которого Г).ток (|))ваппя имн, соединены се- OTIU гствеппп с первым и вторым входами упра. ич1ия 131рпспojinoro к. поча с 11)ину,и- Te.ibHoii коммутацией, третий выход датчика коротких и1 и п а11ИЙ соединен с нервым входом б.юка )i тока но окончанню коротком) за ;ьп а1и1Я, выход которого через б юк дозировапия времени илав, 1ения э. 1ектро- да 11Одклк)Ч1Ч1 к б.тока измерения нау- (ы гока перед коротким замыканием, выход б.юка дозирования времени ц. 1ав;1епия э.тек- ; |)ода подключеи к вто)ому входу б. юка фор- мирова И1я имн.11)Сов, первый вход которого со(минен е 1и)1ходо 1 блока тока но оконча1П1И короткого замыка)1ия, (п.гичаю- 1цссс.ч гем. чго в него введены пос.тедова- тел1д|о соедппенн1)1е б.ток измерения энергии плав.тения и б.юк онределения интенсивности движения метал.па сва()очно(1 ванны к электроду, выход которого соединен е вторым входом б.юка наузы тока по окончании )гкого зам1)1кания, второй вход блока он- реде.1ения интенсивности движения метал. ia сварочной ванн1 1 к электроду соединен с выходом б.юка нзмерения паузы тока перед )1ким замыканием, первый, вт()рой и ipe- ти11 входы блока измерения энерг ии плавления соединены еоответственно с четвертым выходом дагчика коротких замыканий, е иервым входом датчика коротких замыка- ни11 и с вьгходом измерител ьно1() 1нунта.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электродуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1984 |
|
SU1168367A1 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1980 |
|
SU930824A1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1978 |
|
SU1058170A1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1976 |
|
SU1058169A1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1980 |
|
SU1098146A2 |
| Способ дуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1985 |
|
SU1310140A1 |
| Способ дуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка и устройство для его осуществления | 1985 |
|
SU1292959A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1997 |
|
RU2120843C1 |
| Способ дуговой сварки плавящимся электродом | 1979 |
|
SU951810A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2001 |
|
RU2209713C2 |
Изобретение относится к области сварочного производства, а именно к сварке в среде защитных газов с короткими замыканиями (КЗ) дугового промежутка. Изобретение позволяет повысить качество сварного соединения. Это достигается тем, что осуществляют уменьшение сварочного тока перед КЗ и к моменту разрыва перемычки. После кратковременного уменьшения свароч ного тока к моменту разрыва перемычки его увеличивают с запаздыванием, обратно пропорциональным отношению величиШ) энергии, выделившейся в дуговом промежутке на интервале заданного времени плавления электрода к длительности паузы тока перед КЗ. Такое включение сварочного тока позволяет управлять формированием шва при сварке в различны.х пространственны.ч положениях, независимо от действующих в процессе сварки типовых возмущений по скорости плавления электрода. Устройство содержит сварочный источник питания, в цепь которого включен тиристорный ключ с принудительной коммутацией, зап унтироваи- ный секционированным резистором, сглажи ваюший дроссель, измерительный щунт и схему управления тиристорным ключом Последняя имеет датчик коротких замыканий, блок формирования импульсов, блок паузы тока после разрыва перемычки, блок задания времени плавления электрода, блок определения интенсивности движения металла сварочной ванны к электроду. 2 с. п. ф-лы, 3 ил. € (Л со 00 N5
Ud
ff
бS г ж
Фиг Л
3 t
rtz
/ i у V
1 1 г 3
К
ери2.2.
Ud и9.1
92 9.3
%;
rO.2 Ul1
11 Un
1
0
б 6 гд e Фиг.З
t
t
| Способ электродуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка | 1973 |
|
SU563241A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1984 |
|
SU1168367A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для дуговой сварки с короткими замыканиями | 1973 |
|
SU484055A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
