Изобретение относится к обработке металлов давлением, а точнее к изготовлению прессованных прутков на прессах без прошивной системы, имеющих рабочий и вспомогательный шплинтоны.
Целью изобретения является снижение трудоемкости прессования.
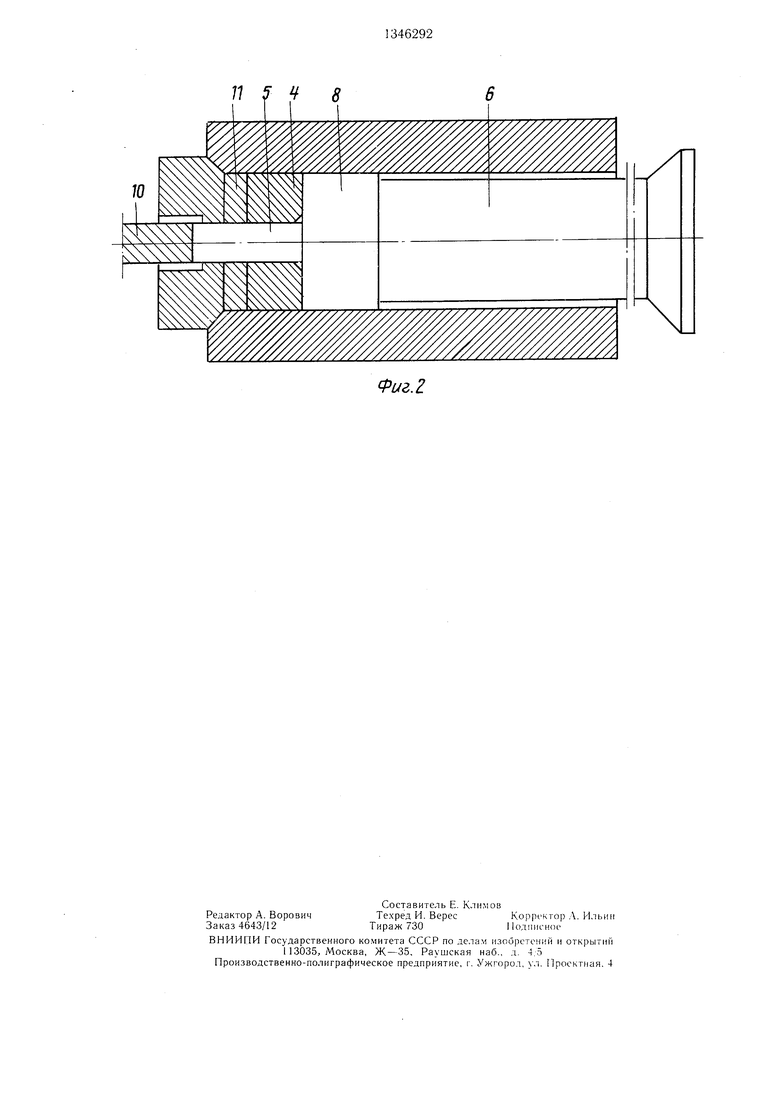
На фиг. 1 представлен инструмент в процессе прессования, продольный разрез; на фиг. 2 - то же, в процессе отделения пресс-изделия от пресс-остатка.
Инструмент содержит контейнер 1 для заготовки, соосно размещенную в нем матрицу 2, рабочий шплинтон 3, свободно установленную рабочую пресс-шайбу 4 со сквозным отверстием под установленный с возможностью возвратно-поступательного перемещения выталкиватель 5 и вспомогательный шплинтон 6. Рабочий шплинтон 3 выполнен с выступом 7 на торце, диаметр и длина которого соответствуют диаметру отверстия и толщине пресс-шайбы 4, а выталкиватель 5 установлен на вспо.могатель- ной пресс-шайбе 8, закрепленной на вспомогательном шплинтоне 6.
Прессование на прутковых прессах без прошивной системы, имеющих рабочий и вспомогательный п плинтоны, с помощью данного инструмента осуществляется следующим образом.
В контейнер 1 подают заготовку 9, а затем - рабочую пресс-шайбу 4 и вводят рабочий шплинтон 3, при этом выполненный на его торце выступ 7 входит в отверстие рабочей пресс-шайбы 4 и размещается в нем. После этого усилием пресса, передаваемым па заготовку 9 рабочи.м шплинтопом 3 и пресс-шайбой 4, производят процесс выдавливания сплошного изделия в виде прутка 10 в матрицу 2.
По окончании прессования рабочий щплинтон 3 выводят из контейнера 1 и вводят в пего вспомогательный шплинтон 6 с закрепленной на нем вспомогательной пресс- шайбой 8. Вспомогательная пресс-шайба 8 очищает поверхность контейнера 1 и выталкивателем 5, установленным на ее торце, проходящим в. отверстие рабочей пресс- шайбы 4, внедряется в пресс-остаток 11 и отделяет от него пруток 10. Далее цикл прессования продолжается по обычной технологии.
Применение предлагаемого инструмента позволит без специальной прощивной системы пресса осуществлять отделение изделия от пресс-остатка, увеличить производительность и снизить трудоемкость процесса прессования сплошных профилей.
Формула изобретения
Инструмент для прессования прутков на прессах без прошивной системы, содержащий контейнер для заготовки, соосно размещенную в нем матрицу, рабочий шплинтон, свободно установленную рабочую прессП1айбу со сквозным отверстием под установленный с возможностью возвратно-поступательного перемещения выталкиватель для отделения пресс-остатка от заготовки и вспомогательную пресс-шайбу, сличающийся тем, что, с целью снижения трудоемкости прессования, инструмент снабжен вспомогательным шплинтовом, рабочий шплинтон выполнен с выступом на торце, диаметр и длина которого соответствуют диаметру отверстия и толщине рабочей пресс- шайбы, а выталкиватель установлен на
вспомогательной пресс-шайбе, причем последняя закреплена на вспомогательном шплинтоне.
ФигЛ
11 8
(pf/e.2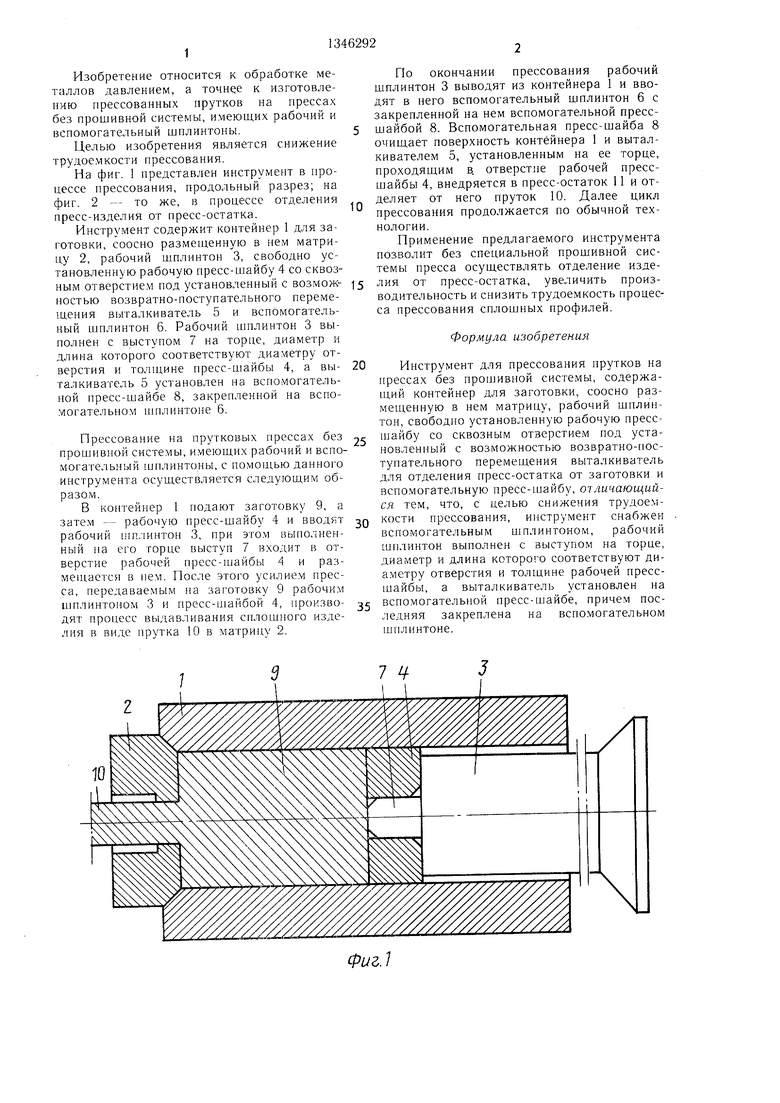
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для прессования прутковНА пРЕССАХ бЕз пРОшиВНОй СиСТЕМы | 1978 |
|
SU810326A1 |
| Инструмент для прессования изделий | 1981 |
|
SU1107924A1 |
| Вертикальный гидравлический пресс | 1991 |
|
SU1802798A3 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ СО СВАРКОЙ | 2007 |
|
RU2340418C1 |
| МАТРИЧНЫЙ УЗЕЛ ДЛЯ МНОГОКАНАЛЬНОГО ПРЕССОВАНИЯ | 1991 |
|
RU2050208C1 |
| ПРЕСС ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК ОБРАТНЫМ ВЫДАВЛИВАНИЕМ | 1987 |
|
RU2074780C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ | 1999 |
|
RU2166394C1 |
| Способ работы инструмента для экструдирования заготовок | 1975 |
|
SU595032A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕГКОСПЛАВНЫХ ТРУБ | 1999 |
|
RU2168382C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2007 |
|
RU2351422C1 |
Изобретение относится к обработке металлов давлением, а точнее к изготовлению прессованных прутков на прессах без прошивной системы. Цель изобретения - снижение трудоемкости процесса прессования. Инструмент для прессования содержит контейнер для заготовки, соосно размешенную в нем матрицу, рабочий шплин- тон (Ш) с выступом на торце, вспомогательный Ш с установленной на нем вспомогательной пресс-шайбой с выталкивателем, свободно установленную рабочую пресс-шайбу со сквозным отверстием под установленный на контрольной пресс-шайбе выталкиватель. После окончания прессования рабочий Ш выводят из контейнера и вводят вспомогательный. При ходе вспомогательного Ш контейнер с помощью вспомогательной пресс-шайбы очищается, а с помощью закрепленного на ней выталкивателя изделие отделяется от пресс-остатка, что снижает трудоемкость процесса прессования прутков на прессах без прошивной системы. 2 ил. € (Л со 4 О) ГчЭ СО ГчЭ
| Инструмент для прессования прутковНА пРЕССАХ бЕз пРОшиВНОй СиСТЕМы | 1978 |
|
SU810326A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
