1
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении прутков и труб на гидравлических прессах.
Известен способ работы инструмента для экструдирования заготовок, заключающийся в осевом перемещении пресс-штемпеля совместно с пресс-шайбой в сторону матрицы и образовании кольцевого зазора между матрицей и контейнером для выдавливания пресс-остатка
1. Этот способ предусматривает выдавливание
прессостатка при открытом рабочем отверстии матрицы, а потому металл из пресс-остатка попадает в готовое изделие и снижает его качество. Он применим только для легкосвариваемых сплавов (алюминий) и не может быть использован при прессовании тяжелых цветных металлов (например, меди).
Цель изобретения - возможность осуществления полунепрерывного процесса экструдирования заготовок из тяжелых цветных металлов.
Это достигается тем, что одновременно с образованием зазора между матрицей и контейнером перекрывают рабочее отверстие матрицы.
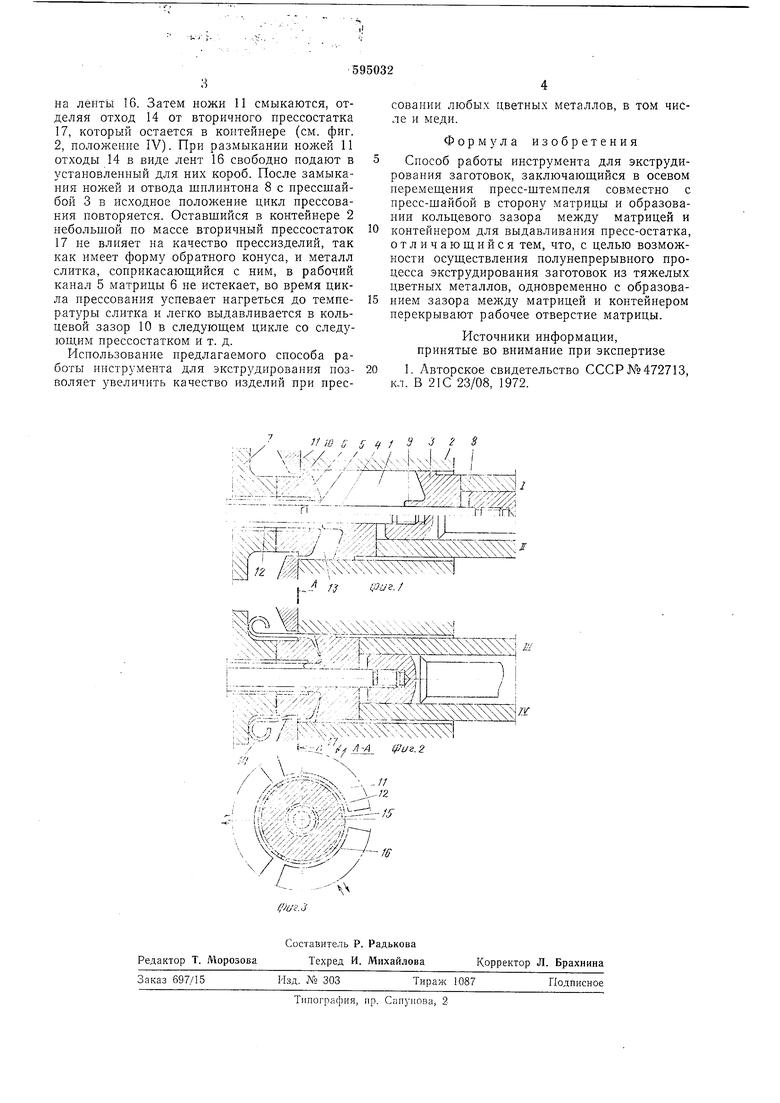
На фиг. 1 показан инструмент в процессе перемещения пресс-штемпеля с пресс-шайбой к матрице, продольный разрез; на фиг. 2-
инструмент в процессе образования зазора между матрицей и контейнером, продольный разрез; на фиг. 3 - разрез А-А на фиг. 2.
Процесс экструдирования на описываемом инструменте осуществляется следующим образом.
Слиток 1, помещенный в контейнер 2, распрессовывают конусной пресс-шайбой 3, прошивают иглой 4 и прессуют в рабочий канал 5 конусной матрицы 6, установленной на матрицедержателе 7, движением вперед шплинтона 8, жестко связанного с конусной прессшайбой 3, имеющей выступ 9, соответствующий рабочему каналу 5 с высотой, равной толщине пресс-остатка. Кольцевой зазор 10 между контейнером 2 и матрицей б в это время закрыт ножами 11, а металл слитка 1 выдавливается в рабочий канал 5 в виде прессизделия 12 (см. фиг. 1, положение 1) до тех пор, пока выступ 9 не подойдет к рабочему каналу 5 матрицы 6 (см. фиг. 1, пололссние II), пресс-изделие 12 при этом отделяется от пресс-остатка 13, одновременно ножи 11 отходят, двигаясь в радиальном направлении (см. фиг. 3) и открывают зазор 10 (см. фиг. 1, положение III). Металл пресс-остатка 13 при дальнейшем движении пресс-шайбы 3 до упора выдавливается в кольцевой зазор 10 в виде отхода 14, который распускается при выходе стационарными клиновыми ножами 15
на ленты 16. Затем ножи 11 смыкаются, отделяя отход 14 от вторичного прессостатка 17, который остается в контейнере (см. фиг. 2, положение IV). При размыкании ножей 11 отходы 14 в виде лент 16 свободно нодают в установленный для них короб. После замыкания ножей и отвода шнлинтона 8 с нрессшайбой 3 Б исходное положение цикл прессования повторяется. Оставшийся в контейнере 2 небольшой по массе вторичный прессостаток 17 не влияет на качество прессизделий, так как имеет форму обратного конуса, и металл слитка, соприкасаюшийся с ним, в рабочий канал 5 матрицы 6 не истекает, во время цикла прессования успевает нагреться до температуры слитка и легко выдавливается в кольцевой зазор 10 в следующем цикле со следующим прессостатком и т. д.
Использование предлагаемого способа работы инструмента для экструдирования позволяет увеличить качество изделий при прессовании любых цветных металлов, в том числе и меди.
Формула изобретения
Способ работы инструмента для экструдирования заготовок, заключающийся в осевом перемещения пресс-штемпеля совместно с пресс-шайбой в сторону матрицы и образовании кольцевого зазора между матрицей и контейнером для выдавливания пресс-остатка, отличающийся тем, что, с целью возможности осуществления полунепрерывного процесса экструдирования заготовок из тяжелых цветных металлов, одновременно с образованием зазора между матрнцей и контейнером перекрывают рабочее отверстие матрицы.
Источники информации, принятые во внимание нри экспертизе
1. Авторское свидетельство СССР №472713, кл. В 21С 23/08, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ СО СВАРКОЙ | 2007 |
|
RU2340418C1 |
| Инструмент для прессования изделий | 1981 |
|
SU1107924A1 |
| Способ полунепрерывного экструдирования легких сплавов | 1976 |
|
SU603455A1 |
| Способ прессования профильной заготовки и инструмент для его осуществления | 1989 |
|
SU1697918A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ПРУТКОВ | 1996 |
|
RU2115498C1 |
| УСТРОЙСТВО ДЛЯ ОБРАТНОГО ПРЕССОВАНИЯ ТОЛСТОСТЕННЫХ ТРУБ | 2002 |
|
RU2252093C2 |
| Способ холодного экструдирования труб из слитков алюминиевых сплавов | 1978 |
|
SU889179A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2007 |
|
RU2351422C1 |
| Устройство для экструдирования заготовок | 1976 |
|
SU632426A1 |
| Способ полунепрерывного экструдирования легких сплавов | 1978 |
|
SU776690A1 |
f W S S 1 3 J 2 S
--. /
1
-у//
//
1:А ие. 2
. -.11
