1
Изобретение относится к обработке металлов давлением, а точнее к изготовлению прессованных прутков.
Известен инструмент для прессования прутков на прессах без прошивной системы, содержащий контейнер для заготовки, соосно размещенную в нем матрицу, а также шплинтон и рабочую лресс-шай бу с установленным в ее отверстии с возможностью осевого возвратно-поступательного перемещения ступенчатым выталкивателем, отделяющим пресс-остаток 1.
Этот инструмент не требует специальных приспособлений для отделения пресс-остатка, но предназначен для использования только в процессе обратного прессования, и без конструктивных изменений не может быть использован для прямого процесса прессования.
Цель изобретения - повышение производительности процесса при прессовании прутков прямым методом.
Для этого рабочая пресс-шайба свободно установлена в контейнере и выполнена со сквозным отверстием под выталкиватель, при этом инструмент снабжен контрольной пресс-шайбой, устанавливаемой в контейнер между рабочей пресс-шайбой и шплинтоном при отделении пресс-остатка, шплинтон выполнен с глухим центральным отверстием для захода в него большей ступени выталкивателя, а сам выталкиватель выполнен длиной, большей высоты рабочей пресс-шайбы для ввода его в рабочую зону матрицы при отделении пресс-остатка.
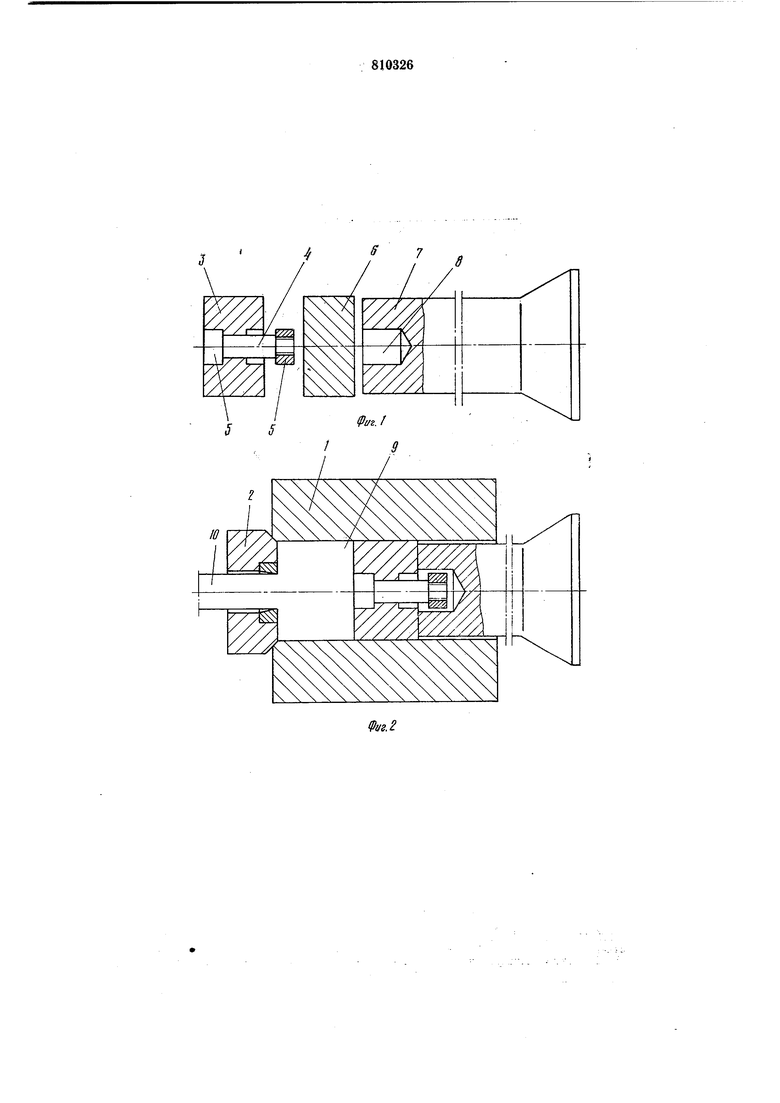
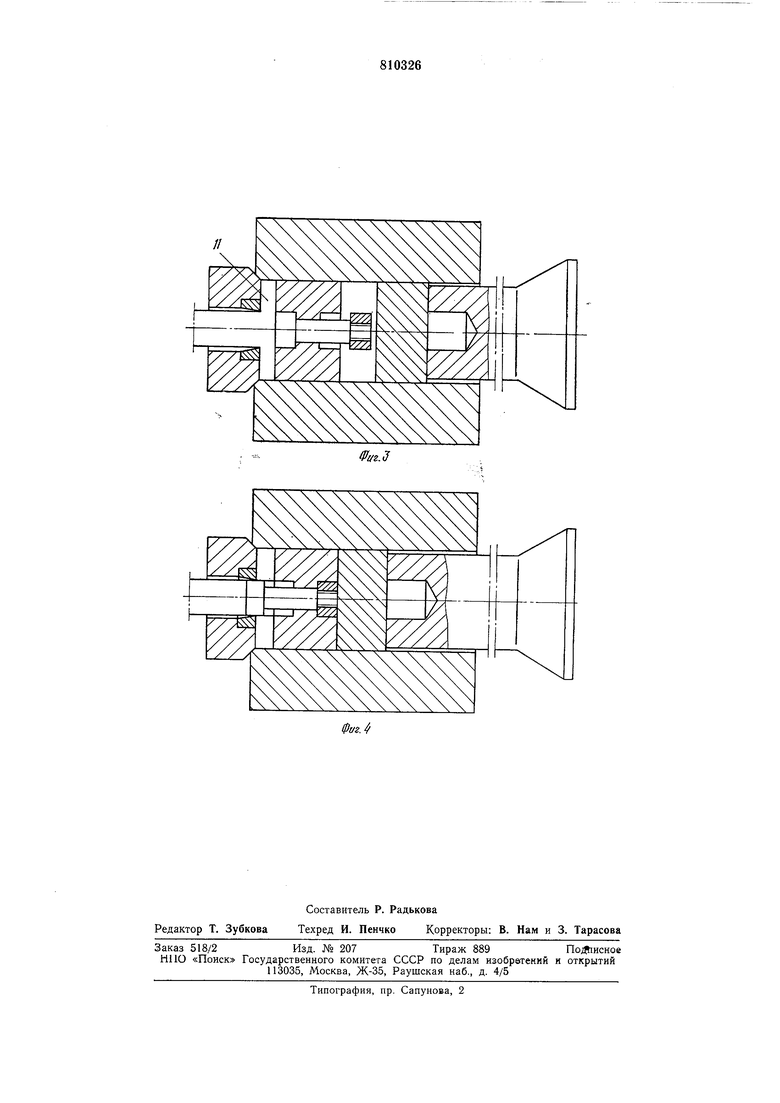
На фиг. 1 изображен предлагаемый инструмент пресса без прошивной системы, общий вид; на фиг. 2 - то же, в процессе прессования, продольный разрез; на фиг. 3 - то же, после прессования, продольный разрез; на фиг. 4 - то же, после отделения пресс-изделия от пресс-остатка.
Инструмент содержит контейнер 1 для заготовки, соосно установленную со стороны его выходного торца матрицу 2, заходящие в контейнер 1 рабочую пресс-шайбу 3 с центральным ступенчатым отверстием, выталкиватель 4 с выступами 5, контрольную пресс-шайбу 6, шплинтон 7 с отверстием 8 для свободного размещения заднего выступа выталкивателя 4 в процессе прессования. Выталкиватель 4 установлен с возможностью возвратно-поступательного продольного перемещения в ступенчатом отверстии рабочей пресс-шайбы 3, которое выполнено с размерами и конфигурацией, соответствующими размерам и конфигурации выталкивателя 4, выступы которого по диаметру меньше калибрующего очка матрицы 2 на 5-10%.
Прессование на прутковых прессах без прошивной системы при использовании предлагаемого инструмента заключается в следующем. Слиток 9, а затем рабочая пресс-шайба 3 подаются в полость контейнера 1. После распрессовки с помош,ью шплинтона 7 слиток 9 плотно прижимает к пресс-шайбе 3 выступ 5 выталкивателя 4, который перекрывает центральное отверстие в ней (см. фиг. 2). При этом хвостовая часть выталкивателя 4 размеш,ается в отверстии 8, Выполненном в шплинтоне 7. Затем происходит процесс обычного выдавливания прутка 10-.
По окончании прессования (см. фиг. 3) шплинтон 7 выводят из контейнера 1 и в полость контейнера 1 подают сплошную контрольную пресс-шайбу 6. Контрольная пресс-шайба 6 передает давление шплинтона 7 на задний выступ 5 выталкивателя 4. Выталкиватель 4 передним выступом 5 внедряется в пресс-остаток 11 и отделяет от него пруток 10 (см. фиг. 4), при этом центральная часть пресс-остатка 11 идет в изделие 10. Далее цикл прессования продолжается в обычной последовательности.
Применение предлагаемого инструмента позволит увеличить производительность прессов без прошивной системы на 10-15% и повысить выход годного за счет выдавливания в пруток центральной части прессостатка.
Формула изобретения
Инструмент для прессования прутков без прошивной системы, содержащий контейнер для заготовки, соосно размещенную в нем матрицу, а также шплинтон и рабочую пресс-шайбу с установленном в ее отверстии с возможностью осевого возвратнопоступательного перемещения ступенчатым выталкивателем, отделяющим пресс-остаток от заготовки, отличающийся тем, что, с целью повышения производительности процесса при прессовании прутков прямым методом, рабочая пресс-шайба свободно установлена в контейнере и выполнена со сквозным отверстием под выталкиватель, при этом инструмент снабжен контрольной пресс-шайбой, устанавливаемой в контейнер между рабочей пресс-шайбой и шплинтоном при отделении пресс-остатка, шплинтон выполнен с глухим центральным отверстие.м для захода в него большей ступени выталкивателя, а сам выталкиватель выполнен длиной, большей высоты рабочей пресс-шайбы для ввода его в рабочую зону матрицы при отделении пресс-остатка.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 193427, кл. В 21С 23/20, 1965.
S 7
//
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для прессования прутков на прессах без прошивной системы | 1986 |
|
SU1346292A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ СО СВАРКОЙ | 2007 |
|
RU2340418C1 |
| Вертикальный гидравлический пресс | 1991 |
|
SU1802798A3 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ | 1992 |
|
RU2041752C1 |
| Инструмент для прессования изделий | 1981 |
|
SU1107924A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ПРУТКОВ | 1996 |
|
RU2115498C1 |
| ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ПРУТКОВ И ТРУБ | 1956 |
|
SU105901A1 |
| СПОСОБ ПРЕССОВАНИЯ ТРУБ БОЛЬШОГО ДИАМЕТРА | 1998 |
|
RU2146177C1 |
| Способ прессования | 2024 |
|
RU2839896C1 |
| СПОСОБ ПРЕССОВАНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2094148C1 |