нения расстояния форсунки от поверхности заготовки в пределах 80-240 мм Охладитель подают под углом 45 к граням заготовки.При отливке заготовки сечением 100x120-600 мм подачу воды осуществляют также под углом 1 . Г ..44 к большей грани.
Пример 2, Разливку рельсо- вой.стали, выплавленной в электропечах, осуществляют на четырехручьевой в кристаллизаторы сечением ЗООх х450 мм. На одном ручье УНРС охладитель подают на поверхность заготов ки вращающимися круговьми потоками со скоростью вращения от 0,6 и до lO i M/MHH (скорость литья изменяется от 0,2 до 6,5 м/мин). Приведенный диаметр заготовки 390 мм, диаметр струн составляет 0,5 приведенного Диаметра заготовки, т.е. 190 мм. Отношение сторон заготовки равно 1,5 и Охладитель подают под углом 40 к большей гранио
Как показывают исследования качества поверхности заготовок, трещин на их поверхности не обнаружено. Изучение неравномерности корки заготовки методом ввода сернистого железа на глубину 5 м под уровень металла в кристаллизаторе показьтает, что коэффициент неравномерности корочки К 0,98-1,01 .(реальное отклонение по
мм
толщине корочки от среднего 63 составляет ±1,0 мм). Изучение макроструктуры полученных заготовок показывает, что внутренние трещины в среднем не превышают 0,2 балл„
Предлагаемый способ по сравнению с известным позволяет повысить равноQ5 0 5
о
5
Q
мерность фронта затвердевания не менее, чем на 24% (максимальный коэффициент неравномерности фронта затвердевания согласно предпагаемому способу 0,8-1,1, согласно известному - 0,5-1,45); уменьшить количество поверхностных трещин не менее, чем в 3 раза (максимальное количество поверхностных трещин согласно предлагаемому способу 0,03 м/м , согласно известному 0,15 м/м ); уменьшить пора- женность внутренними трещинами не менее, чем в 5 раз (максимальный средний балл внутренних трещин согласно предлагаемому способу 0,3, согласно известному 1,6).
Формула изобретения
1.Способ вторичного охлаждения непрерывно литых заготовок преимущественно прямоугольного и квадратного сечений,- включающий подачу охладителя форсунками на поверхность заготовки вращающимися вокруг ее оси встреч- ньми потоками, отличающий- С я тем, что, с целью повышения качества непрерывно-литых заготовок, потоки охладителя подают со скорость1ю вращения, в (3...20) ii раз превосходящей скорость вытягивания заготовки, при этом диаметр струи охладителя в месте соприкосновения с поверхностью заготовки составляет О,2...О,7 приведенного диаметра заготовки.
2.Способ по п. 1, отличающийся ,тем, что охладитель подают под углом 3...40 к грани заготовки.
иэ
X
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВТОРИЧНОГО ОХЛАЖДЕНИЯ ЗАГОТОВОК КРУГЛОГО СЕЧЕНИЯ | 2010 |
|
RU2436654C1 |
| СПОСОБ ВТОРИЧНОГО ОХЛАЖДЕНИЯ ЗАГОТОВОК В МАШИНАХ НЕПРЕРЫВНОГО ЛИТЬЯ КРИВОЛИНЕЙНОГО ТИПА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2086349C1 |
| Способ непрерывного литья заготовок | 1989 |
|
SU1740124A1 |
| СПОСОБ РАЗЛИВКИ ТРУБНОЙ СТАЛИ НА МАШИНЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 2011 |
|
RU2481920C1 |
| Система вторичного охлаждения заготовок водовоздушной смесью на установке непрерывной разливки | 1987 |
|
SU1496915A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2010 |
|
RU2451574C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОКАЧЕСТВЕННОЙ НЕПРЕРЫВНО-ЛИТОЙ КРУГЛОЙ ЗАГОТОВКИ | 1999 |
|
RU2169635C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПРЯМОУГОЛЬНЫХ СТАЛЬНЫХ СЛИТКОВ | 2008 |
|
RU2381086C1 |
| Способ горизонтального непрерывного литья заготовок | 1986 |
|
SU1398255A1 |
| Гильза кристаллизатора для непрерывной разливки сталей | 2017 |
|
RU2678556C1 |
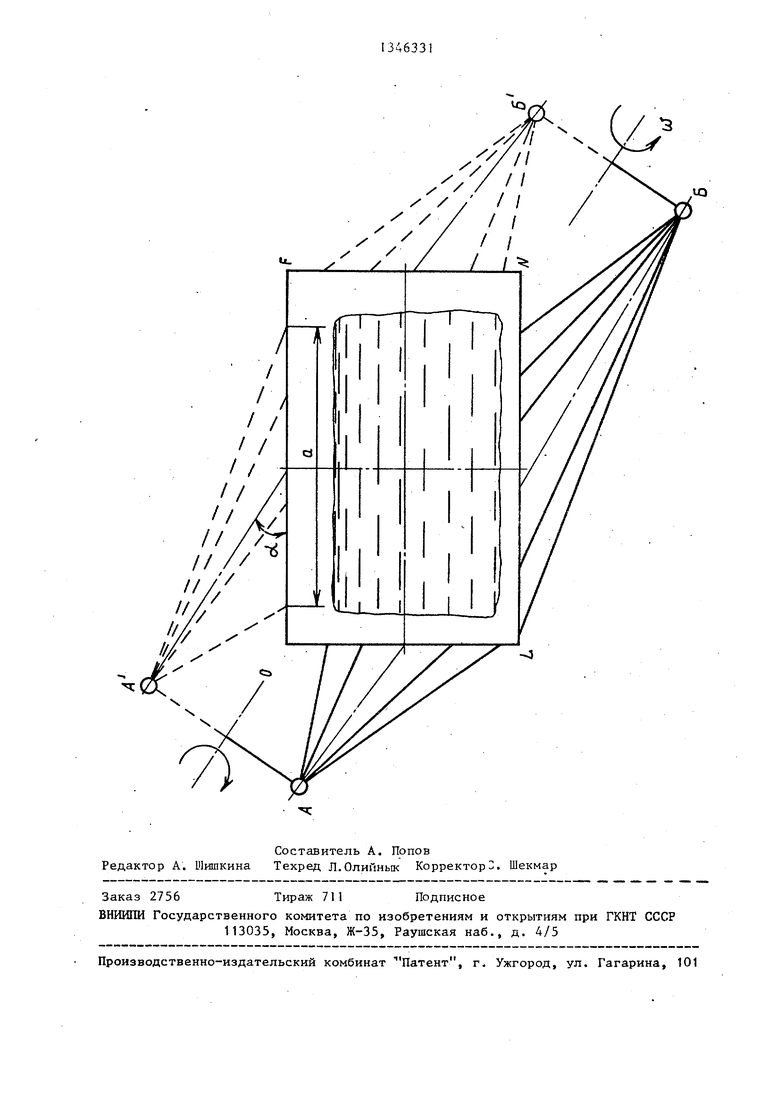
Изобретение относится к непрерывной разливке металлов. Целью изобретения является повыпение качества непрерывно-литых заготовок. Охладитель подают на заготовку на противоположные грани встречными вращающимися круговыми потоками. При этом среД- Н1Ю части граней заготовки получают большее количество охладителя, чем ребра. 1 з.п. ф-лы, 1 ип. 6, то охладитель подают под углем ot. З...40° к большей грани заготов.-и. ,ки. Пример 1. Для проверки эффективности способа вторичного охлаждения непрерывно-литых заготовок на опытной УНРС отливают заготовки из рельсовой стали марки М76 сечением 90x90-100 мм и 100x120-600 мм. Заготовки вытягивают со скоростью 0,5 м/мин, вторичное охлаждение осуществляют подачей воды через форсунки вращающимися вокруг осей круговкми потоками на противолежащие пары ных граней со скоростью, в(2-30)(Г раз .превосходящей скорость вытягивания заготовки. Давление воды в подводящей системе, обеспечивающее заданную скорость вращения кругового потока, составляет 2-8,5 атм (202-858 кПа). При этом диаметр струи охладителя в месте попадания ее на заготовку составляет 0,1 - 0,9 приведенного диаметра заготовки, размер диаметра пятна охладителя регулируют путем измеW с 00 4 а 00 оо
Составитель А. Попов Редактор А. Шишкина Техред Л.Олийнык Корректор 3. Шекмар
Заказ 2756Тираж 711 Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
| ТЕРМОПЛАСТИЧНАЯ КОМПОЗИЦИЯ, ПРИГОДНАЯ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ, СПОСОБ ЕЕ ПОЛУЧЕНИЯ И ИЗДЕЛИЕ, ИЗГОТОВЛЕННОЕ ИЗ НЕЕ | 2005 |
|
RU2338758C2 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Цель изобретения - повьиение качества непрерьюно- литых заготовок | |||
| На чертеже изображена схема охлаждения заготовки | |||
| Охладитель подают на противолежащие пары смежных граней (через форсунку А или А на смежные грани OL или OF, а через форсунку Б или Б на противолежащие смежные грани Ш или- NF) синхронно встречными круговыми потоками со скоростью вращения СО , в | |||
