Изобретение относится к металлургии, а именно к непрерывному литью заготовок.
Известен способ непрерывной разливки металла, включающий наращивание корочки отвердевающего металла в кристаллизаторе на его внутренних стенках за счет отвода тепла через стенки.
Недостатком этого способа является ограниченность роста корочки из-за образования воздушного зазора вследствие усадки металла, из-за недостаточной теплопроводности материала стенок, необходимости иметь оптимальную скорость разливки плавки.
Толщина корочки затвердевшей оболсй- ки стального слитка на выходе из кристаллизатора составляет 15-30 мм при скорости вытягивания 0,5-0,9 м/мин Скорость вытягивания слитка является функцией толщины корочки. Недостаточная толщина корочки влечет за собой рост числа прорывов и образование трещин на поверхности слитка. Толщина оболочки слитка по периметру неравномерна. Это обстоятельство усугубляет факторы, связанные с недостаточной толщиной корочки (оболочки) слитка, в первую очередь скорость разливки, которая должна снижаться Разливка стали с низкими скоростями вытягивания слитка ведет к сдерживанию производительности УНРС, увеличению металлоемкости и капиталоемкости машин на 1 т разливаемой стали
Наиболее близким по технической сущности к предлагаемому является способ непрерывной разливки металла, включающий ввод в процессе разливки порошкообразных добавок в кристаллизатор через слой экзотермического шлака.
Недостатком этого способа является то, что его производительность сдерживается толщиной корочки затвердевшей оболочки стального слитка на выходе из кристаллизатора, так как ввод порошкообразных добавок в малой степени влияет на охлаждение металла у стенок кристаллизатора.
Кроме того, в процессе прохождения через шлаковый слой порошкообразные частицы увлекают с собой шлаковые включения в тело слитка, что снижает качество заготовки.
4 О
К
Цель изобретения - повышение производительности за счет увеличения толщины оболочки вытягиваемой- из кристаллизатора заготовки.
Для достижения поставленной цели в известном способе непрерывного литья заготовки, включающем подачу жидкого металла из промежуточного ковша через разливочный стакан в кристаллизатор, формирование твердой оболочки заготовки и ее вытягивание из кристаллизатора, введение холодильников в жидкую фазу заготовки, ввод последних осуществляют по периметру кристаллизатора до их контакта с внутренней поверхностью твердой оболочки заготовки на выходе из кристаллизатора.
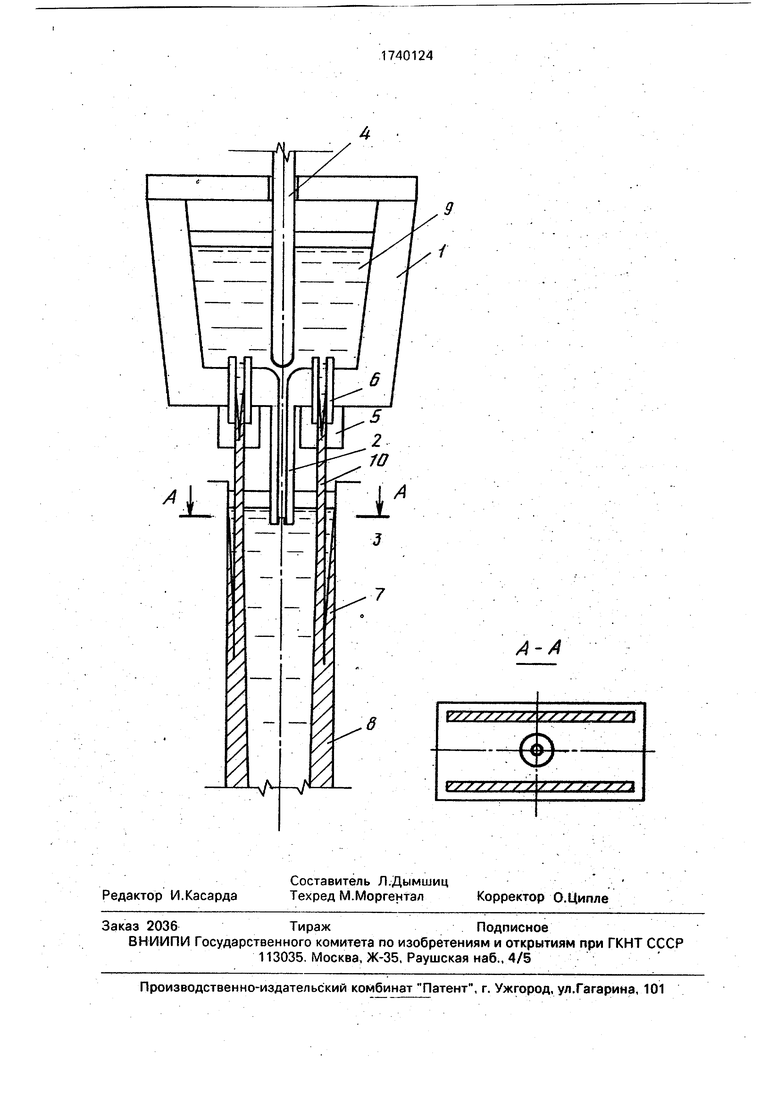
На чертеже показано устройство для непрерывного литья заготовок, предназначенное для реализации способа.
Устройство состоит из промежуточного ковша 1 с удлиненным разливочным стаканом 2, введенным в центральную часть полости, расположенного под ковшом 1 кристаллизатора 3,
Промежуточный ковш 1 снабжен стопором 4 и встроенными кристаллизаторами 5 с теплопроводными втулками 6, установленными параллельно контуру оболочки 7 отливаемой заготовки 8. На чертеже также обозначены: поз. 9 - жидкий металл, поз. 10 - холодильники.
Способ реализуется следующим образом.
После заполнения промежуточного ковша 1 жидким металлом 9 открывают стопором 4 отверстие сталеразливочного стакана 2 и часть жидкого металла 9 направляют в кристаллизатор 3. Кристаллизаторы 3 и 5 в это время закрыты затравками (не показаны). После сцепления металла 9 с затравками осуществляют их вытягивание из кристаллизаторов 3 и 5. При этом во встроенных кристаллизаторах 5 формируются холо- дильники 10, а в кристаллизаторе 3 формируется оболочка 7 заготовки 8.
Холодильники 10, продвигаясь по касательной к внутреннему контуру оболочки 7 заготовки 8 и имея температуру 1100-1150° С. которая ниже температуры расплава жидкого металла, активизируют кристаллизацию и сплавляются с оболочкой 7 заготовки 8, образуя корочку большой толщины. Дальнейшую кристаллизацию металла в оболочке заготовки 8 заканчивают в зоне вторичного
охлаждения.
Пример. При обычной разливке на установке непрерывной разливки стали разливается металл в заготовку сечением, например 400x1600 мм, со скоростью 0,4
м/мин. Масса плавки составляет 250 т. Требуется двухручьевое УНРС, на котором плавка будет разлита за 60 мин. При разливке плавки по предлагаемому способу в такую же заготовку сечением 400x1600 мм и
толщине корочки слитка 70 мм скорость разливки составляет 0,8-1,0 м/мин. Плавка массой 250 т будет разлита за те же 60 мин, но не одноручьевым УНРС.
Активный рост корочки в кристаллизаторе обеспечивает увеличение скорости разливки стали на УНРС и соответственно повышает производительность способа.
Формула изобретения
Способ непрерывного литья заготовок, включающий подачу жидкого металла из промежуточного ковша через разливочный стакан в кристаллизатор, формирование твердой оболочки заготовки и ее вытягивание из кристаллизатора, введение холодильников в жидкую фазу заготовки, отличающийся тем, что, с целью повышения производительности за счет увеличения толщины оболочки вытягиваемой из кристаллизатора заготовки, ввод холодильников в жидкую фазу заготовки осуществляют по периметру кристаллизатора до их контакта с внутренней поверхностью твердой оболочки заготовки на выходе из кристаллизатора.
А
А-А
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ горизонтального непрерывного литья заготовок и установка для его осуществления | 1983 |
|
SU1168319A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ МЕТОДОМ ПЛАВКА НА ПЛАВКУ | 2002 |
|
RU2214884C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ ПРИ ПЕРЕХОДНЫХ РЕЖИМАХ ЛИТЬЯ | 2004 |
|
RU2255832C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1998 |
|
RU2149729C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ | 1991 |
|
RU2025196C1 |
| Способ непрерывной разливкиМЕТАллОВ | 1979 |
|
SU831292A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОКАЧЕСТВЕННОЙ НЕПРЕРЫВНО-ЛИТОЙ КРУГЛОЙ ЗАГОТОВКИ | 1999 |
|
RU2169635C2 |
| Способ непрерывной разливки различных по составу сталей | 1980 |
|
SU921668A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1992 |
|
RU2043832C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ДЕФОРМИРОВАННЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2149730C1 |
Использование изобретения: металлургия, непрерывное литье заготовок из металлов и сплавов. Сущность изобретения1 жидкий металл из промежуточного ковша подают через разливочный стакан в кристаллизатор. Формируют твердую оболочку заготовки и вытягивают ее из кристаллизатора. В жидкую фазу заготовки по периметру кристаллизатора вводят холодильники до их контакта с внутренней поверхностью твердой оболочки заготовки на выходе из кристаллизатора,1 ил.
| Способ непрерывной разливки металла | 1977 |
|
SU653023A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
