тирован суппорт 7 с резцами,, причем суппорт вьшолнен в виде поворотного диска. Шпиндель 4 охватьгеает подающая втулка 14, на торце которой выполнены выступы 15 и 16, на одном из которых (15) вьтолнен спиральньш паз,, имеющий возможность взаимодействия с роликом 17, установленным на шпинделе. 4 а другой (16) вьтолнен в виде кольца, имеющего возможность взак модействия с суппортом 7. В процессе
Изобретение относится к станкостроению и может Ьыть использовано в металлорежущих станках, в которых обработка осуществляется инструмен- том, вращающимся относительно загсз- товки.
Цель изобретения - повьшение производительности автомата путем обеспечения работы т оловки на повьшенньк скоростях.
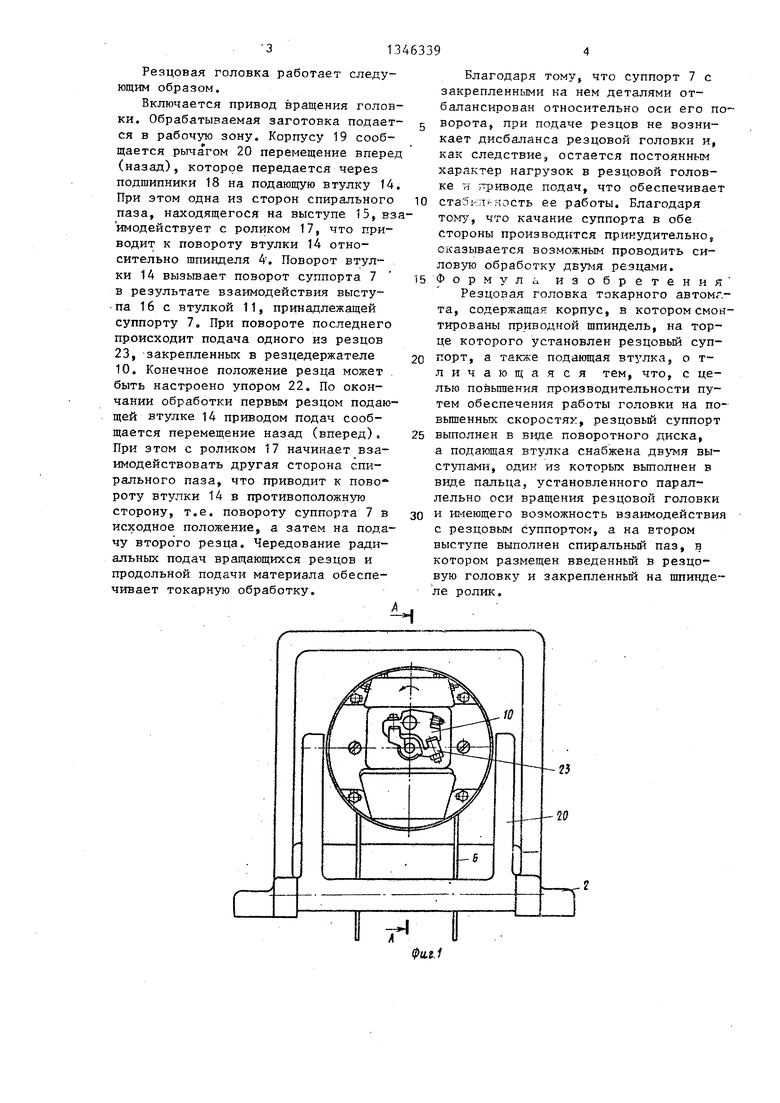
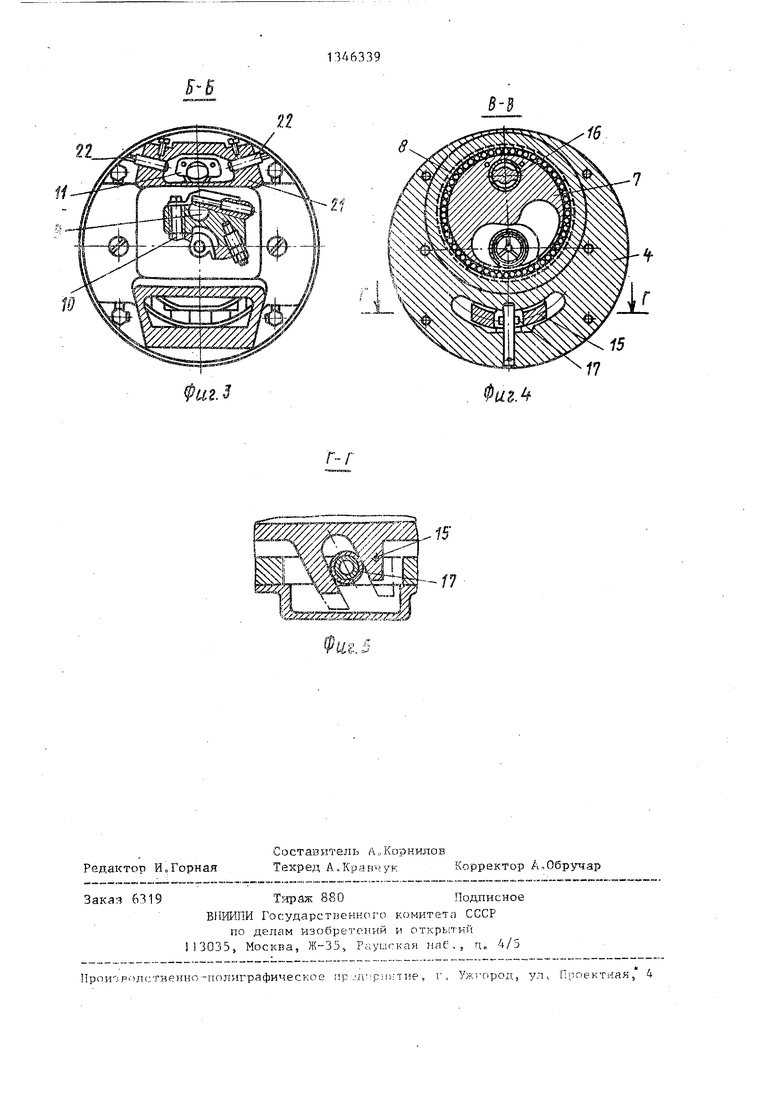
На фиг.1 показана предлагаемая резцовая головка, вид на передний торец на фиг.2 - разрез А-А на фиг. на фиг.З - разрез Б-Б на фиг,2-, на фиг.4 - разрез В-В на фиг.25 на фиг.З разрез Г-Г на фиг,4,
Резцовая головка содержит консольную гильзу 1, жестко закрепленную на корпусе 2, на которой на подшипниках 3 установлен шпиндель 4. В задней части шпинделя имеется шкив 5 ременной передачи 6 привода вращения. В передней части шпинделя смонтирован суппорт 7(, вы- полненньй в виде диска и установлен- ньм в подшипнике с цилиндрическими рамками 8. На суппорте размещен палец 9е на котором установлены резцедержатель 10 и втулка 11. В суппорте выполнено отверстие, через которое проходит гильза 1.
Внутри гильзы 1 расположена цанга ,12 с хвостовиком 13,. через которы цроизводится перемещение цанги для ее зажима (привод перемещения не показан) .
На шпинделе 4 установлена подающая втулка 14, у которой имеются два выступа 15 и 16. Выступ 15 имеет
работы подающая втулка 14 совершает возвратно-поступательные пер емещения и при взаимодействии спирального паза с роликом 17 поворачивается относительно продольной оси. Так как выступ 16 подающей втулки 14 взаимодействует, с суппортом 7, то последни поворачивается относительно продольной оси осуществляя либо врезание, либо смену резцов резцовой головки. 5 нл.
спиральный паз, в котором расположен ролик 17, установленный в шпинделе 4 Выступ 16 входит в отверстие втулки 11, закрепленной на суппорте 7.
Подающая втулка 14 через подш1-т НИКИ 18 соединена с корпусом 19, который связан с под,;шщим рычагом 20, На переднем торце шпинделя 4.установлена крышка 21, Б которой ш шются регулировочные упоры 22 для настройки точного положения резцов 23, Суппорт 7 в сборе с втулкой 11 и резцедержателем 10 с установленными эталонными резцами отбалансирован относительно оси качания суппорта, что обеспечивает сохранение балансировки резцовой головки при рабочих подачах, Вра щающиес.я части резцовой головки от- баланси;рованы в сборе при среднем положении суппорта.
Опора качания суппорта имеет значительно большие габариты, чем у отдельного резцедержателя, что существенно повьшзает несущую способность резцовой головки.
Принудительная поперечная подача обоим резцам достигается тем, что суппорту с закрепленньи на нем единым для двух резцов резцед ержателем качательное движение сообщается кинематически замкнутым приводом, кото рый сообщает подающей втулке возвратно-поступательное двикение а втулка за счет спирального паза с большим шагом перемещается по поверхности шпинделя по винтовой линии и цилинд- рическрш выступом5 входящим в отверстие в суппортеJ сообщает ему кача-- тельное движение подач.
Резцовая головка работает следующим образом.
Включается привод вращения головки. Обрабатываемая заготовка подает- ся в рабочую зону. Корпусу 19 сообщается рычагом 20 перемещение вперед (назад), которое передается через подшипники 18 на подающую втулку 14. При этом одна из сторон спирального паза, находящегося на выступе 15, вз имодействует с роликом 17, что приводит к повороту втулки 14 относительно шпинделя 4ч Поворот втулки 14 вызывает поворот суппорта 7 в результате взаимодействия высту- па 16 с втулкой 11, принадлежащей суппорту 7, При повороте последнего происходит подача одного из резцов 23, закрепленных в резцедержателе 10. Конечное положение резца может быть настроено упором 22. По окончании обработки первым резцом подающей втулке 14 приводом подач сообщается перемещение назад (вперед), При зтом с роликом 17 начинает взаимодействовать другая сторона спирального паза, что приводит к повороту втулки 14 в противоположную сторону, т.е. повороту суппорта 7 в исходное положение, а затем на подачу второ го резца. Чередование радиальных подач вращающихся резцов и продольной подачи материала обеспечивает токарную обработку.
Благодаря тому, что суппорт 7 с закрепленными на нем деталями отбалансирован относительно оси его поворота, при подаче резцов не возникает дисбаланса резцовой головки и, как следствие, остается постоянным характер нагрузок в резцовой головке н ;триводе подач, что обеспечивает стабильность ее работы. Благодаря , что качание суппорта в обе стороны производится принудительно, сказывается возможным проводить силовую обработку резцами. Формул изобретения Резцовая головка токарного автомг. та, содержащая корпус, в котором смонтированы приводной шпиндель, на торце которого установлен резцовьй суппорт, а также подающая втулка, о т- личающаяся тем, что, с целью поёышения производительности путем обеспечения работы головки на по- вьтзенных скоростях, резцовьй суппорт выполнен в В1вде поворотного диска, а подающая втулка снабжена выступами, один из которых вьтолнен в вид,е пальца, установленного параллельно оси вращения резцовой головки и И1 1еющего возможность взаимодействия с резцовым суппортом, а на втором выступе выполнен спиральньй паз, в котором размещен введенный в резцовую головку и закрепленньй на шпшзде- ле ролик.
25
20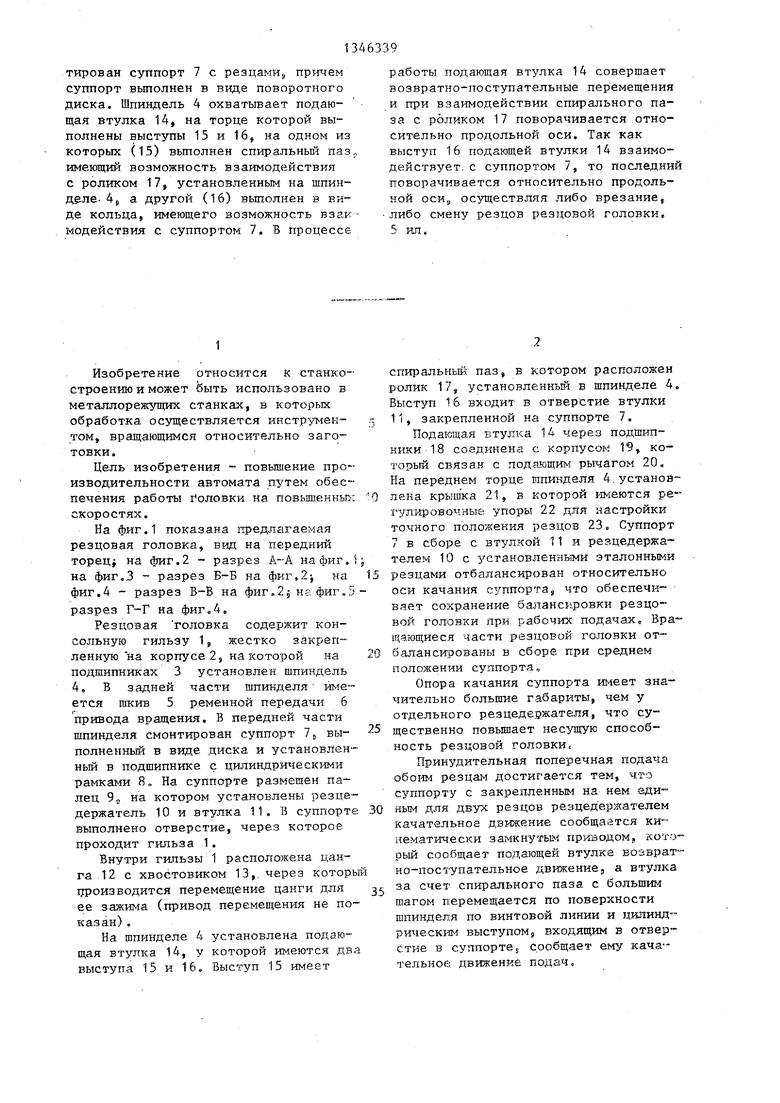
| название | год | авторы | номер документа |
|---|---|---|---|
| Резцовая головка токарного автомата | 1985 |
|
SU1297999A1 |
| Автоматическая линия для бесцентровой обработки деталей | 1988 |
|
SU1646796A1 |
| РЕЗЦОВАЯ ГОЛОВКА | 1991 |
|
RU2023538C1 |
| Головка для выточки канавок в стенках отверстия | 1982 |
|
SU1122436A1 |
| Способ расточки внутренней фасонной поверхности детали и устройство для его осуществления | 1989 |
|
SU1779473A1 |
| Способ обработки деталей и устройство для его осуществления | 1989 |
|
SU1683868A1 |
| ТРУБОРЕЗНЫЙ АВТОМАТ | 1993 |
|
RU2085343C1 |
| Резцовая головка | 1989 |
|
SU1785836A1 |
| Ротационно-обжимное устройство | 1977 |
|
SU742024A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ СОПРЯГАЕМЫХ ПОВЕРХНОСТЕЙ | 1995 |
|
RU2083332C1 |
Изобретение относится к станкостроению и может быть использовано в металлорежущих станках, в которых обработка осуществляется инструментом, вращающимся относительно обрабатываемой заготовки. Целью изобретения является повышение производительности путем обеспечения работы головки на повьшенных скоростях. Резцовая головка содержит приводной шпиндель 4, на торце которого смонА-А 13 (Л :о 00 со 15 Б фи,г. 2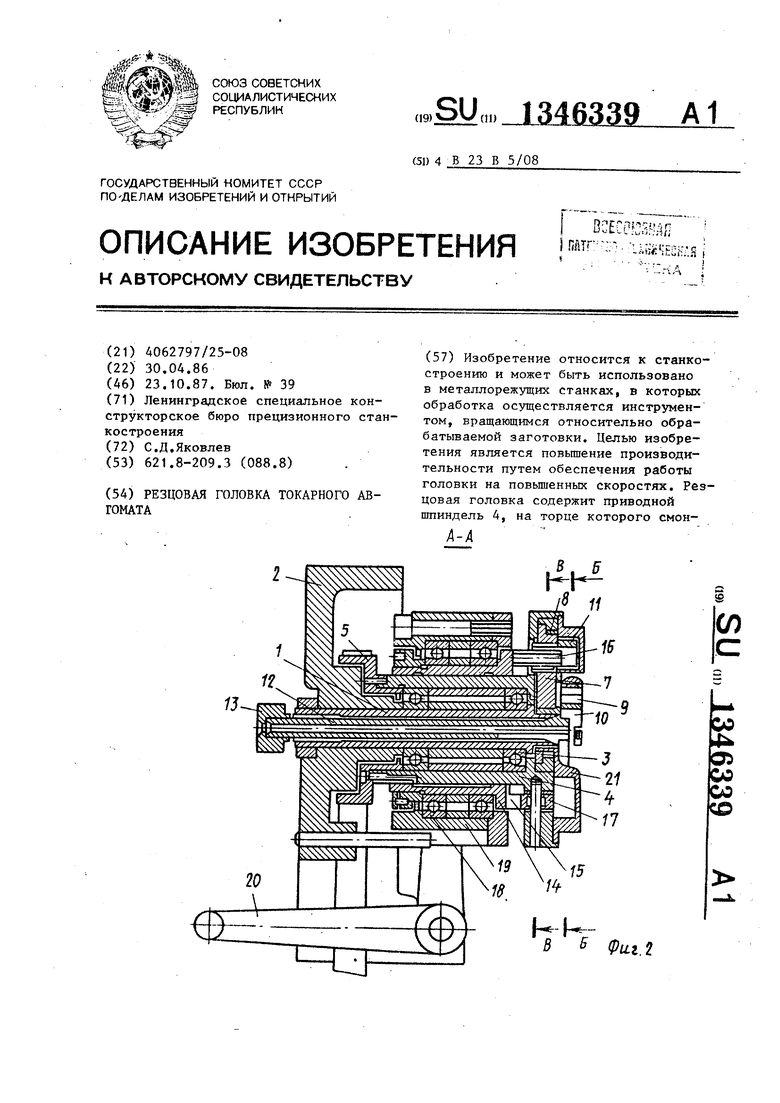
Редактор И„Горная
Составитель А.,Корнилов
Техред А.Кравчук Корректор А,06ручар
Заказ 6319Тщ)аж 880Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская пае,, д. 4/5
Проноролс гветпю-полиграфическое ир. дмринтне, г, У/К1-ород, ул. Проектная 4
