Изобретение относится к станкостроению и может быть использовано в металлорежущих станках и автоматах, к которых токарная обработка производится инструмеи- том, вращающимся коаксиально невращающейся заготовке.
Целью изобретения является расширение технологических возможностей за счет неоднократного использования в цикле одного и того же резцедержателя.
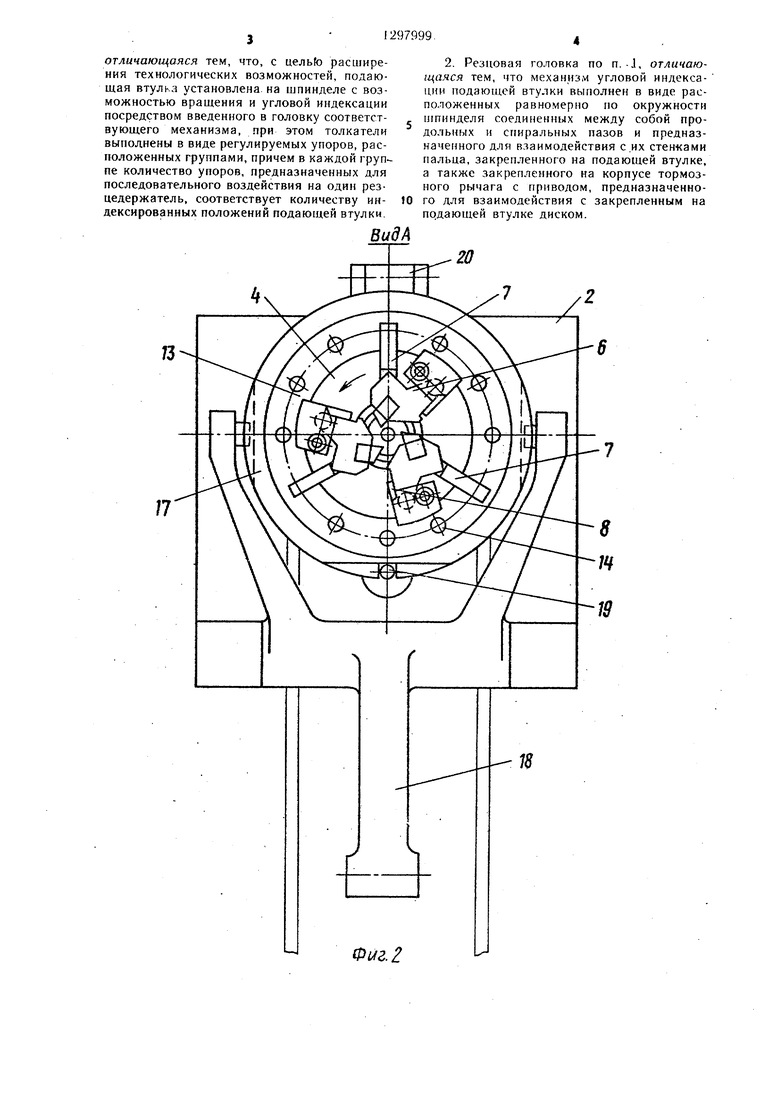
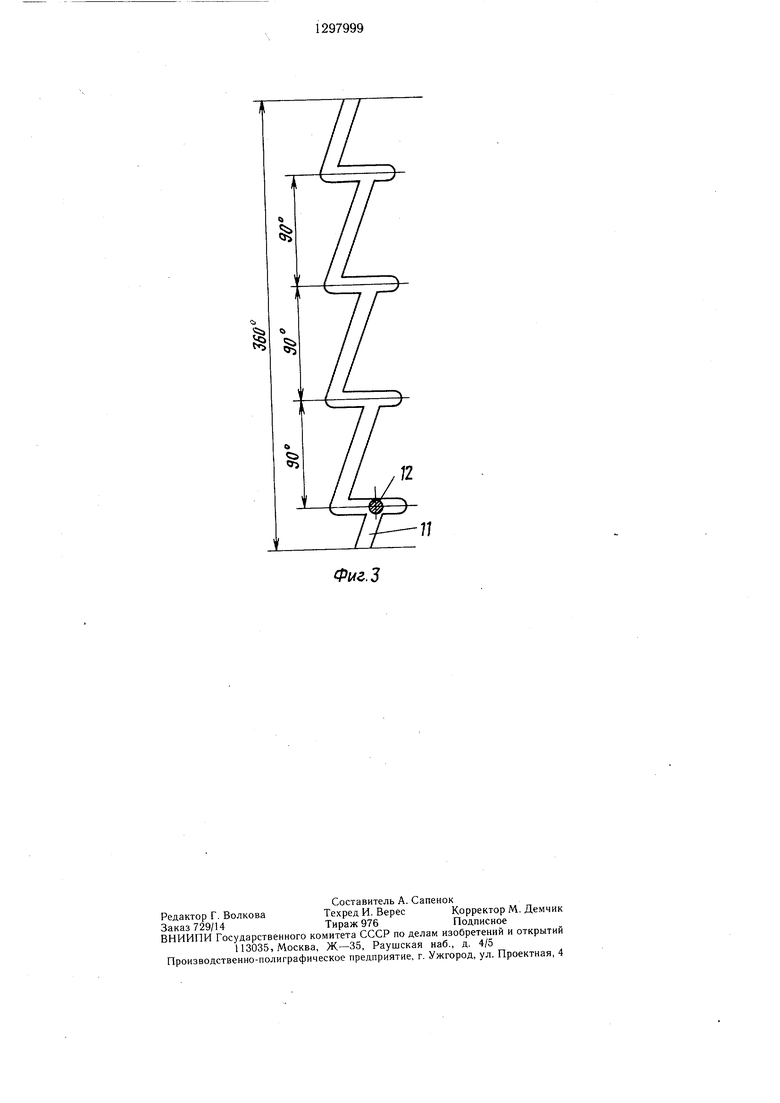
На фиг. 1 представлена резцовая головка, продольный разрез; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - развертка поверхности Б на фиг. 1.
Резцовая головка содержит гильзу 1, выполненную заодно целое с корпусом 2, на котором на подщипниках 3 установлен шпиндель 4. В задней части шпинделя 4 имеется щкив 5 ременной передачи привода вращения. В передней части шпинделя размещены три резцедержателя 6, которым могут сообщаться качательные движения подачи посредством рычагов 7, возврат в исходное положение осуществляется под действием пластинчатых пружин 8 и центробежных сил.
Внутри гильзы 1 размещена цанга 9, управляемая приводом 10. На наружной цилиндрической поверхности шпинделя 4 образован замкнутый паз 11, в который входит палец 12, закрепленный на наружной пода- ю-щей втулке 13. На втулке 13 имеются комплекты регулируемых упоров 14 и тормозной диск 15. На втулке 13 в подшипни- ){ах 16 установлена обойма 17, связанная с рычагом 18 подачи. Обойма 17 ограничена от поворота пальцем 19. На корпусе закреплен тормозной рычаг 20 с приводом. Обрабатываемый материал 21 располагается по оси вращения резцовой головки. На шпинделе 4 образован бурт 22, который является упором для подающей втулки 13.
Паз II состоит из продольных участков, расположенных на равном угловом расстоянии, соединенных спиралями. Количество продольных пазов определяет количество фиксируемых угловых положений подающей втулки относительно шпинделя. В каждом фиксируемом положении для каждого резцедержателя предусмотрен регулируемый упор 14, т.е. количество упоров на подающей втулке равно
А п т, где п - количество угловых положений;
m - количество резцедержателей.
Так, для трехрезцовой головки при четырех фиксированных положениях необходимо двенадцать упоров.
Упоры 14 в зависимости от условий обработки могут быть установлены в крайнем заднем положении (утоплены) или выдвинуты на определенную величину, которая определяется наладкой. При этом утопленные упоры в переднем положении втулки не доходят до рычагов 7 подачи резцедерo
5
0
5
0
Жителей, а настроенные упоры при этом нажимают на рычаги 7.
Количество упоров в комплекте и их угловое положение равно количеству фиксированных угловых положений нажимной втулки относительно шпинделя, которое определяется механизмом индексации.
В случае, если п гп, .а подающей втулке может быть установлен один упор для последовательного управления всеми резцедержателями.
Резцовая головка работает следующим образом.
Включается привод вращения головки, обрабатываемый материал 21 подается в рабочую зону.
Втулке ГЗ сообщается приводом подачи осевое перемещение, при этом палец 12 на- ходится в продольной части паза 11. При движении втулки вперед до упора в бурт 22 настроенные (выдвинутые) упоры 14 нажимают на рычаги 7 соответствующих резцедержателей 6, резцедержг тели поворачиваются на определенную величину, т.е. осуществляется/, рабочая подача. Величина задает- . ся механизмом подачи, а конечное положение резцов - упорами 14. После этого втулка 13 отводится назад так, что палец 12 оказывается в месте сопряжения продольного и спирального участков паза П.
В это время тормозной рычаг 20 притормаживает втулку 13 через тормозной диск 15, что приводит к ее проскальзыванию по поверхности шпинделя против направления его вращения до тех пор, пока палец 12 не оказывается в очередном продольном пазу. При этом напротив рычагов подачи ока- зывается новая комбинация упоров, что поз- воляет производить дальнейшую обработку другим резцом (резцами) и т.д. Сочетание радиальной подачи вращающихся резцов, которым можно назначать любую последовательность их включения, с продольной подачей материала позволяет производить разнообразную токарную обработку, а. наличие регулируемых упоров для каждого конечного положения инструмента позволяет производить обработку деталей сложной конфигурации.
Формула изобретения
«
Г. Резцовая головка токарного автомата, содержащая корпус, установленный на корпусе полый шпиндель с установленными в передней части с возможностью радиального перемещения резцедержателями, установленную на шпинделе с возможностью осевого, перемещения подающую втулку с толкателями, связанную с приводом переме- цхения, установленным в передней части шпинделя с возможностью взаимодействия одним плечом с резцедержателями, а другим - с толкателями поворотные рычаги.
отличающаяся тем, что, с цель(о расширения технологических возможностей, подающая втулка установлена на шпинделе с возможностью вращения и угловой индексации посредством введенного в головку соответствующего механизма, при этом толкатели выполнены в виде регулируемых упоров, расположенных группами, причем в каждой группе количество упоров, предназначенных для последовательного воздействия на один резцедержатель, соответствует количеству индексированных положений подающей втулки.
2. Резцовая головка по п. -J, отличающаяся тем, что механизм угловой индексации подающей втулки выполнен в виде расположенных равномерно по окружности пгпинделя соединенных между собой продольных и спиральных пазов и предназначенного для взаимодействия с.их стенками пальца, закрепленного на подающей втулке, а также закрепленного на корпусе тормозного рычага с приводом, предназначенного для взаимодействия с закрепленным на подающей втулке диском.
20
| название | год | авторы | номер документа |
|---|---|---|---|
| Резцовая головка токарного автомата | 1986 |
|
SU1346339A1 |
| РЕЗЦОВАЯ ГОЛОВКА | 1973 |
|
SU383538A1 |
| АВТОМАТИЧЕСКИ УПРАВЛЯЕМАЯ РЕЗЦОВАЯ ГОЛОВКА | 1993 |
|
RU2113944C1 |
| Резцедержатель | 1986 |
|
SU1397187A1 |
| Устройство для дробления стружки на токарных станках с ЧПУ | 1985 |
|
SU1329916A1 |
| Устройство для нарезания многозаходных винтовых канавок | 1977 |
|
SU680815A1 |
| Резцовая головка | 1979 |
|
SU837575A1 |
| Устройство для доворота и индексации шпинделя в различных угловых положениях | 1982 |
|
SU1047652A1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Приспособление для обработки квадратных валов | 1940 |
|
SU61230A1 |
Изобретение относится к станкостроению и может быть использовано в металлорежущих станках и автоматах, в которых токарная обработка производится инструментом, вращающимся коаксиально невращающейся заготовке. Целью изобретения является расщирение технологических возможностей за счет неоднократного использования в цикле одного и того же резцедержателя. При движении втулки 13 вперед до упора в бурт 22 настроенные на обработку упоры 14 нажимают на рычаги 7 подачи соответствующих резцедержателей 6, при повороте которых осуществляется рабочая подача. При отводе втулки назад и притормаживании ее рычагом 20 она поворачивается в следующее индексированное положение. При этом напротив рычагов 7 подачи оказывается новая комбинация упоров, что позволяет производить дальнейшую обработку другим резцом (резцами) и т.д. Сочетание радиальной подачи вращающихся резцов, которым можно назначить любую последовательность их срабатывания, с продольной подачей материала позволяет производить токарную обработку деталей сложной конфигурации. 1 з.п. ф-лы, 3 ил. л (Л б jif tc 00 со QO ;о
.2
п
Фиг.З
| СПОСОБ ПРОГНОЗИРОВАНИЯ ПОЛЕГАНИЯ СТЕБЛЕВЫХ КУЛЬТУР В УСЛОВИЯХ ЛЕСОСТЕПИ ЦЕНТРАЛЬНОГО ЧЕРНОЗЕМЬЯ | 2013 |
|
RU2552432C1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
