Изобретение относится к станкостроению и может быть использовано для бесцен- тровой механической обработки тел вращения,
Целью изобретения является расширение технологических возможностей линии за счет обеспечения возможности обработки на линии ступенчатых и конических поверхностей деталей.
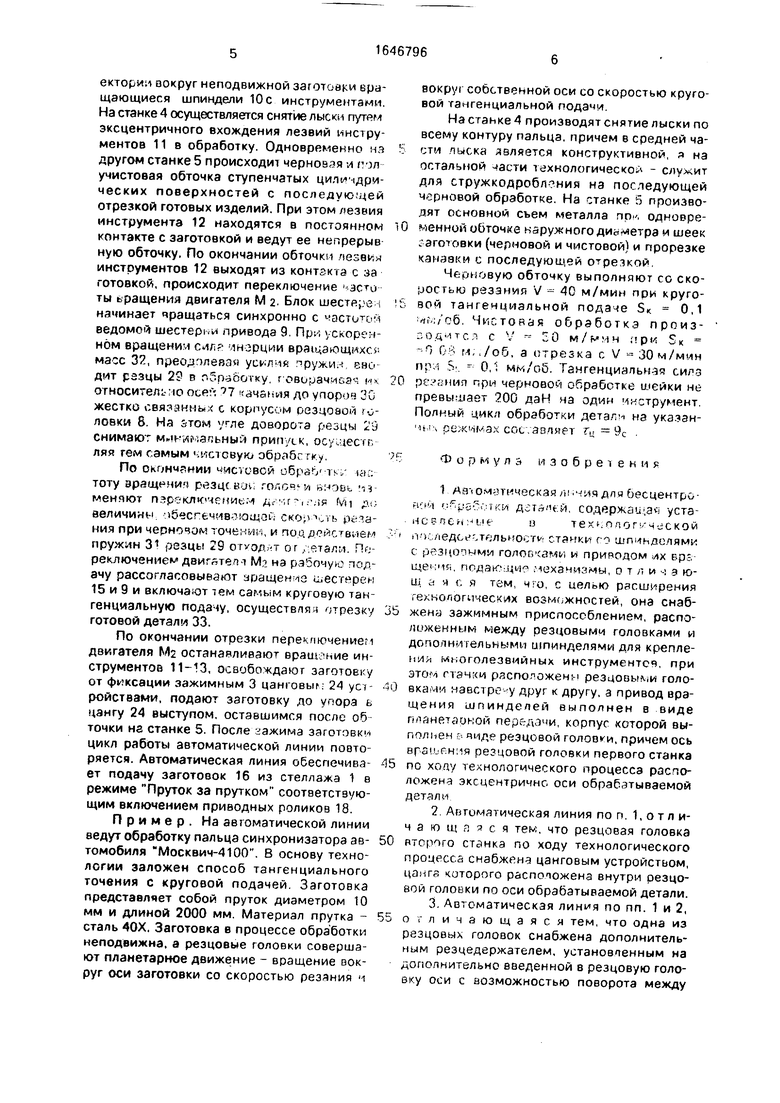
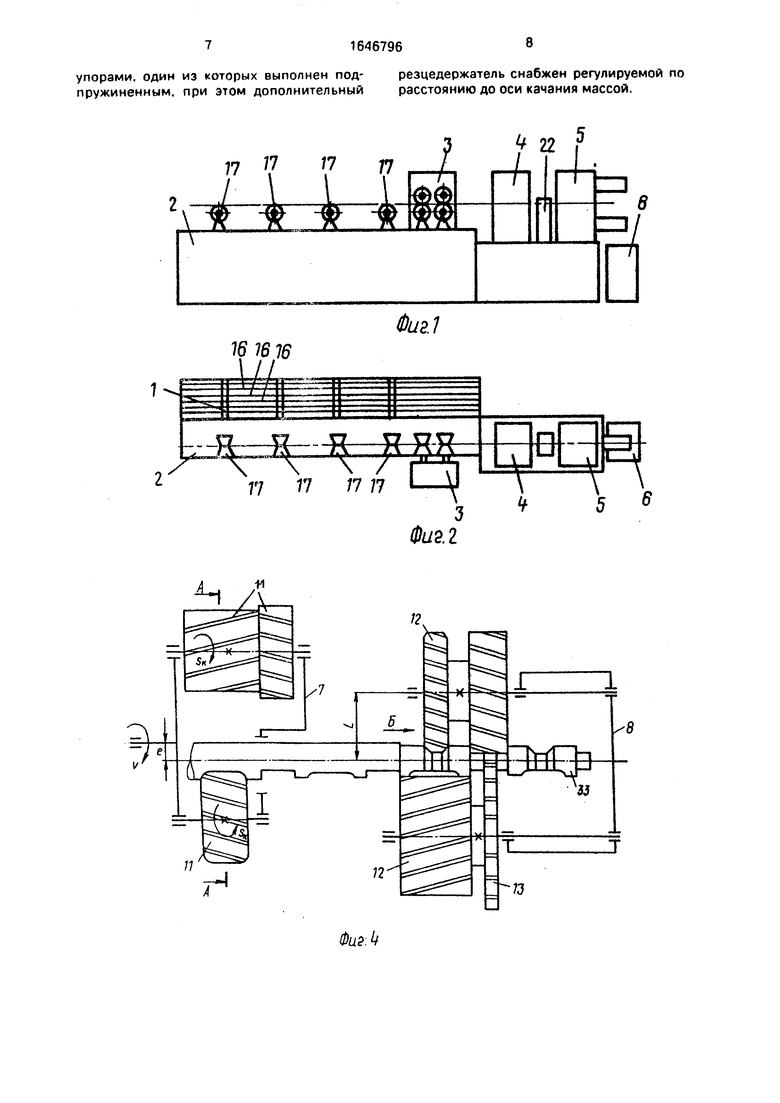
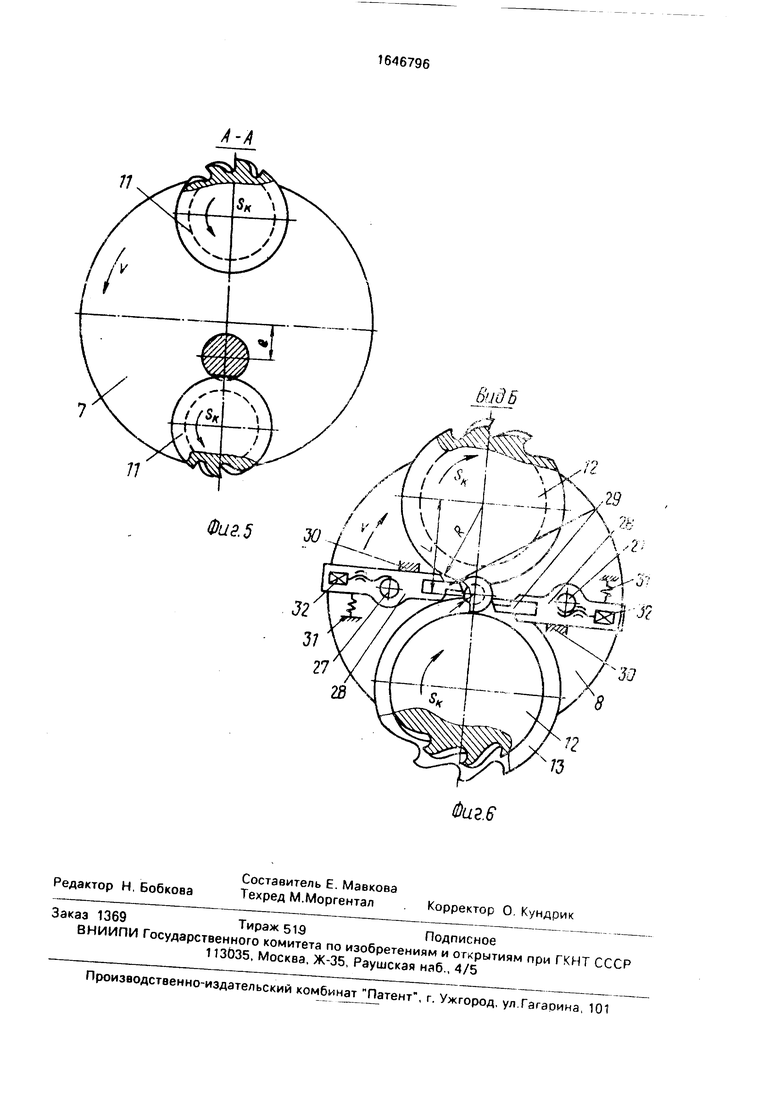
На фиг. 1 изображена автоматическая линия, общий вид; на фиг. 2 - то же, вид сверху; на фиг, 3 - кинематическая схема автоматической линии; на фиг. 4 - схема инструментальной наладки для обработки типовой детали; на фиг. 5 - сечение А-А на фиг. 4; на фиг. 6 - вид Б на фиг. 4.
Автоматическая линия для бесцентровой обработки деталей (тел вращения) содержит установленные в технологической последовательности стеллаж 1, рольганг 2, подающее устройство 3, станки 4 и 5, приемный бункер 6. Станки оснащены резцовыми головками 7 и 8, которые расположены один навстречу другому, и приводами 9 их вращения (фиг. 2 и 3), Резцовые головки имеют шпиндели 10 для крепления многолезвийных инструментов 11-13 и соединены с электродвигателем М2 посредством зубчатых передач 14 и планетарных передач 15, корпусами которых являются резцовые головки.
Ось вращения резцовой головки 7 первого станка расположена эксцентрично относительно оси детали, а ось резцовой головки 8 второго станка совпадает с осью детали.
Заготовки 16 хранятся в стеллаже 1 с механизмом поштучной выдачи. У торца подающего устройства 3 установлен рольганг 2 с приводными роликами 17 (привод не показан). Механизм подающего устройства состоит из системы двух приводных 18 и двух прижимных 19 роликов с приводом по- следних от гидроцилиндров 20.
Зажимное приспособление 21 расположено в рабочей позиции между станками 4 и 5 и состоит из корпуса 22, подвижными губками которого управляет гидроцилиндр 23. Внутри резцовой головки 8 имеется цанговое устройство, цанга 24 которого перемещается от гидроцилиндра 25 через тягу 26.
Резцовая головка 8 второго станка 5 снабжена установленными на оси 27 качания резцедержателем 28 и резцами 29 с возможностью их поворота между упорами 30 с одной стороны и пружинами 31 сжатия с другой, при этом резцедержатели 28 имеют регулируемую по расстоянию до оси качания массу 32.
Кинематическая структура стаканов 4 и 5 состоит из привода главного движения и привода круговой тангенциальной подачи. Привод главного движения осуществляет
вращение резцовых головок 7 и 8, передавая движение от электродвигателя MI через приводные шестерни, а привод круговой тангенциальной подачи - вращение многолезвийных инструментов 11-13, передавая
0 движение от электродвигателя М2 через приводные шестерни 14 и планетарную передачу 15 на шпиндели 10.
Для снятия лысок на станке 4 используют многолезвийные инструменты 11 типа
5 цилиндрической фрезы, а ось резцовой головки 7 устанавливают параллельно и со смещением относительно оси заготовки на величину е, которую выбирают в зависимости от допустимой кривизны лыски, Снятие
0 лыски на станке 4 по всей длине детали обеспечивает стружкодробление при обточке заготовки на станке 5.
Многолезвийные инструменты 12 для основной токарной обработки и прорезки
5 канавок на станке 5 представляют собой цилиндрические фрезы с наклонными прямыми или винтовыми зубьями. Расстояние между соседними лезвиями инструментов выбирают достаточным для установки их на
0 глубину резания и пропуска в неподвижном состоянии заготовок. Оси шпинделей 10 резцевой головки 8 располагают параллельно и со смещением относительно оси заготовки. Величина смещения определяется из
5 соотношения L R + г -1 (мм), где R - радиус инструмента, г - радиус заготовки, t - глубина резания, Длина инструмента равна длине обрабатываемого на заготовке участка. Многолезвийный инструмент 13 для отрез0 ки готовой детали 33 представляет собой дисковую фрезу.
Цикл работы начинается с передачи заготовки 16 механизмом поштучной выдачи из стеллажа 1 на приводной рольганг 2.
5 Рольганг перемещает первую заготовку до ее захвата роликами подающего устройства 3, досылающего заготовку до упора торцом в цангу 24, которая в исходном положении упирается в инструмент 13. Затем заготовка
0 фиксируется зажимным приспособлением 21 и цангой 24, перемещающейся в рабочее положение гидроцилиндром 25. После этого заготовка зажимается с двух сторон, и цанга отходит от нее на расстояние, гарантирую5 щее ход фрез.
По команде включаются приводы вращения резцовых головок 7 и 8 и шпинделей 10, и начинается обработка на станках 4 и 5. Резцовые головки, вращаясь вокруг собственных осей, перемещают по круговой траектории вокруг неподвижной заготовки вращающиеся шпиндели 10с инструментами. На станке 4 осуществляется снятие лыски путям эксцентричного вхождения лезвий инструментов 11 в обработку. Одновременно нз другом станке 5 происходит черновая и гол учистовая обточка ступенчатых цилиндрических поверхностей с последующей отрезкой готовых изделий. При этом лезвия инструмента 12 находятся в постоянном контакте с заготовкой и ведут ее непрерыв ную обточку. По окончании обточки пезаин инструментов 12 выходят из контакта с за готовкой, происходит переключение эсш ты ьращения двигателя М 2. Блок тестере , начинает чращаться синхронно с ведомой шестерки привода 9. При ускоренном вращеним сиг, лнзрции врэщающихо масс 32, преодолевая дружил вво дит разцы 2 в обработку, говорачи&ач i относительно ocefi 77 чачаиия до упороч 30 жестко связанных с корпусом разцоэой rv- ловки 8. На атом уле доворота резцы 29 снимают (--. припуск, осулесгг. ляя гем самым .истовую обрабггку.
По окончании «истсвой обращу т1-- мл.. тоту эраще ииг резце голо0 и ьноьь чз менпют пэр ключениьм ля Mi величина )бесге ив- -ащо1. ско;.,is pc- a- ния при черновом точеии;., и поц сйслвпем пружин З1 резцы 29 orvo/Ь Т о г,, ггалм. Переключением М на рэ5очу,о lo/j- ачу рассогласовывают зращенчз шестерен 15 и 9 и включают тем самым круговую тангенциальную подачу, осуществлял отрезку готовой детали 33.
По окончании отрезки перекпючением двигателя М2 останаяливают вращение инструментов 11-13, освобождают заготовку от фиксации зажимным 3 цанговыг. 24 уо- ройствами, подают заготовку до упора ь цангу 24 выступом, оставшимся после об точки нг станке 5. После зажима заготовк цикл работы автоматической линии повторяется. Автоматическая линия обеспечивает подачу заготовок 16 из стеллажа 1 в режиме Пруток за прутком соответствующим включением приводных роликов 18.
Пример. На авюматической линии ведут обработку пальца синхронизатора автомобиля Москвич-4100. В основу технологии заложен способ тангенциального точения с круговой подачей. Заготовка представляет собой пруток диаметром 10 мм и длиной 2000 мм. Материал прутка - сталь 40Х. Заготовка в процессе обработки неподвижна, а резцовые головки совершают планетарное движение - вращение вокруг оси заготовки со скоростью резяния и
вокру собственной оси со скоростью круговой тангенциальной подачи.
Насганке4 производят снятие лыски по всему контуру пальца, причем в средней части пыска является конструктивной, я на остальной асти технологическое - служит для стружкодробл ния на последующей черновой обработке. На станке 5 производят основной съем металла , одновременной обточке наружного диметра и шеек ;аго1овки (черновой и чистовой) и прорезке канавки с последующей о речкой
Черновую обточку выполняют со скоростью рэззния V - 40 м/мин при круговой тангенциальной подаче S 0,1 г../со. Чистовая обработка произ: о д 1 т с
СО м/мчч ;;рм
1 О1- м, /об, а отрезка с V м/мин np-i - 0,1 мм/об. Тангенциальн-эя сияз рс.- г. ния при черновой обработке шейки не превышает 200 даН нз один м стр/мент Полный цикл обработки детал на укаэан- 1п i режимах сс/с авляет т„ - 9С
} Формула и з о б р е т е и и Р
1Лги оптическая .чич для бесцентро- «м-, f.v, тки дстй чй, содержаи .а уста- Hcsncn- i tu .n/юг еской
п ледсе%т льно Т1 го иипиндотями с р зцопыми голоо-сами и приводом врз. ше ift, подаю ция .механизмы, отличаю- ш d ъ . я тем, и О, с целью расширения геммологических возмг.жностей, она снаб5 жена зажимным приспособлением, расположенным между резцовыми головками и дополнительными шпинделями для крепление многолезвийных инструменте, при пачки расположен - резцовЫ Х.и голо0 вками навстречу друг к другу, а привод вращения шпинделей выполнен в виде ппйнетаоной nepf-дочи, корпус которой вы- г чиде резцовой головки, причем ось вра -гния резцовой головки первого станка
5 по ходу технологического процесса расто- ложена эксцентрично оси обрабатываемой детали
2Автоматическая линия по п. 1, о т л и- чающаяся тем. что резцовая головка
0 второго станка по ходу технологического
процесса снабжена цанговым устройством,
цанге которого распопоженз внутри оезцовой головки по оси обрабатываемой детали.
3. Автоматическая линия по пп. 1 и 2,
5 отличающаяся тем, что одна из резцовых головок снабжена дополнительным резцедержателем, уотановтенным на дополнительно введенной в резцовую головку оси с возможностью поворота между
упорами, один из которых выполнен под- резцедержатель снабжен регулируемой по пружиненным, при этом дополнительный расстоянию до оси качания массой.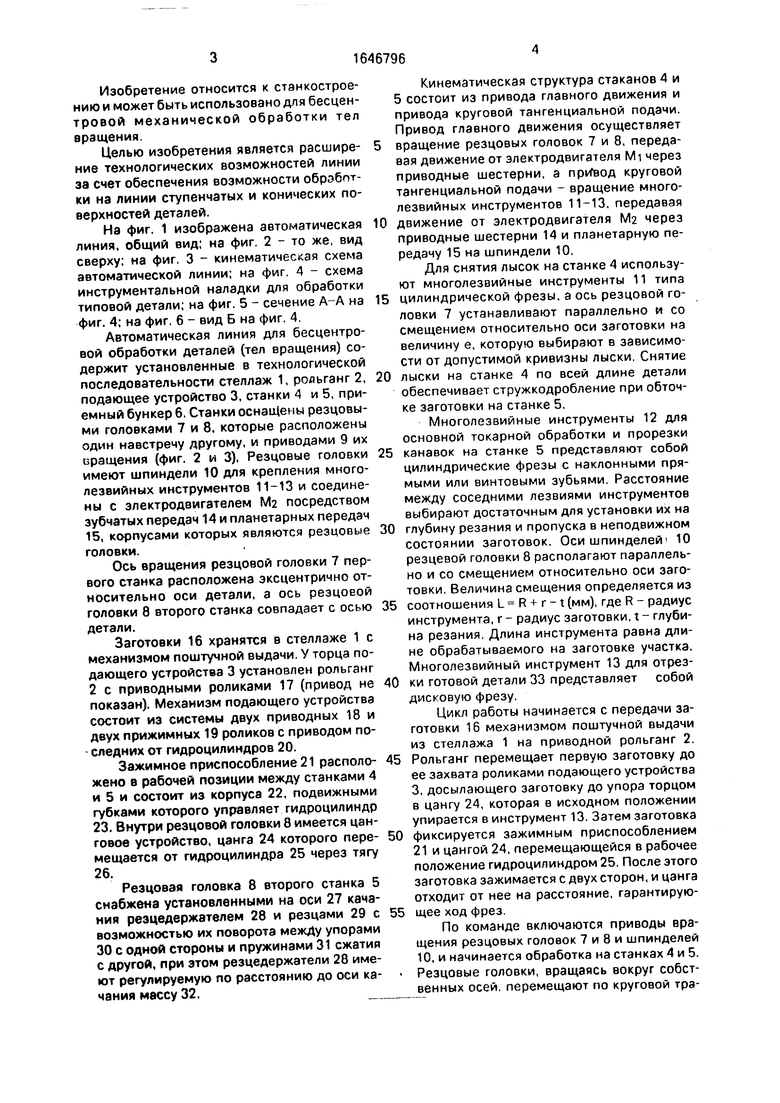
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРУБОРЕЗНЫЙ АВТОМАТ | 1993 |
|
RU2085343C1 |
| Станок для токарной обработки изделий вращающимся многолезвийным инструментом | 1983 |
|
SU1180161A1 |
| Станок для обработки изделий многолезвийным инструментом с круговой подачей | 1990 |
|
SU1764827A1 |
| Двухвалковая машина для правки прутков | 1977 |
|
SU889192A2 |
| ОПЕРАЦИОННО-ТРАНСПОРТНЫЙ РОТОР ДЛЯ НАРУЖНОЙ ОБТОЧКИ ДЕТАЛИ | 1967 |
|
SU201874A1 |
| Способ отрезания прутка многорезцовой головкой и устройство для его осуществления | 1991 |
|
SU1834749A3 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| Устройство для обработки многогран-НиКОВ | 1979 |
|
SU846115A1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ВИНТОВ | 2006 |
|
RU2306201C1 |
Изобретение относится к с-;,-и острое нию и может быть использовало в оборудовании для бесцентровой обработки изделий из прутка. Целью изобретения является pat ширение технологических возможностей з счет обработки ступенчатых цилиндрических и комических поверхностен дета;ш 1 Линия содержит установленные в те,ноло гической последовательности стеллаж рольганг 17, подающее устройство, станки 4 о / ч П A -J, приемный бункер 6. Станки 4 и 5 осна- Ч€нь резцовыми головками 7 и 8 и приво- ламн -1 hx вращения. Станки расположены резцовыми головками навстречу друг другу м между ними установлено зажимное приспособление. На резцовых головках установлены шпиндели 10 для крепления многолезвийных инструментов 11, 12 и 13, имеющих приводы от электродвигателя через зубчатые передачи 14 и планетарные передачи 15, корпусами которых являются резцовые головки 7 и 8. Для повышения жесткости крепления детали внутри резцо- чой головки второго станка расположено цанговое устройство, цанга которого имеет отверстие по диаметру детали. Резцовая го- ловка второго станка снабжена по крайней мере одним резцедержателем, установленным на оси с возможностью поворота между упором с одной стороны и пружиной с другой, при это. i резцедержатель имеет регулируемую по расстоянию до оси качания массу. 2 з п.ф-лы, 6 ил. Ю П 12 S1Q О -U О N4 О & П21 77, /j ff#a ю 3) 9 Фиг 5
П 11 17 Л
-ч А
$
Фиэ.2
Я.
77
77
Фиг. 5 30 J v/
Id
| Станок для бесцентровой обточки труб | 1979 |
|
SU1347862A3 |
| кл | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
