Изобретение относится к механической обработке металлов резанием и может найти применение в производстве электрических машин, а именно для одновременной обработки на токарно-карусельных станках поверхностей прилегания главных и вспомогательных полюсов в станинах электрических машин, расположенных на различном расстоянии от оси вращения
Известен способ и устройства для расточки некруглых отверстий на токарных и горизонтально-расточных станках
Устройство для расточки некруглых отверстий на токарных и токарно-расточных станках, содержащее корпус, выполненный в виде устанавливаемой в шпинделе станка втулки, в стенке которой расположен подпружиненный резцедержатель взаимодействующий с установленным внутри оправки
неподвижным копиром Устройство для об- оаботки некруглых поверхностей на токарных станках, содеожзщее корпус, в котором находится ползун с резцедержателем, взаимодействующим с корпусом, вращательное движение которому передается от шпинделя станка через шестеренчатую передачу и шарнирный телескопический вал
Известно также устройство, содержащее копирный механизм перемещения резцовых блоков, приводимый в движение от дифференциального редуктора вал установленный на шпинделе станка, несущий втулку и планшайбу, снабженную радиальными пазами для расточных и подрезных блоков, контактирующих с рабочей поверхностью копира, который размещен внутри планшайбы соосно с валом с возможностью
ч ю
вращения и соединен посредством втулки с дифференциальным редуктором.
Указанное устройство раскрывает способ расточки некруглых поверхностей. По известному способу при поступательном движении обрабатываемой детали и вращательном - резцов, последним сообщают радиальное перемещение от неподвижного или совершающего вращательные движения через дифференциальный редуктор копира.
Недостатком известного способа является ограничение технологических возможностей обработки из-за жесткого крепления копира или его вращения через промежуточное звено - редуктор, что не позволяет одновременно растачивать несколько разноудаленных поверхностей.
Недостатком этого устройства для реализации известного способа является перемещение резцовых блоков от спирально-кольцевых копиров через дифференциальные редукторы усложняющих конструкцию, не позволяющих одновременно включить в работу все установленные в устройстве резцы, что снижает производительность расточки. Кроме того, устройство не может быть использовано на токарно-карусельных станках, на которых обрабатываемое изделие устанавливается в вертикальном положении для расточки и одновременной подрезки торца или обточки боковым суппортом.
Цель изобретения - повышение производительности и расширение технологических возможностей за счет обеспечения одновременной обработки прерывистой фасонной поверхности.
Поставленная цель достигается тем, что устройство обеспечивает синхронное вращение копира и детали, установленной на планшайбе, закрепленной на столе станка, по оси которой расположен приводной вал устройства, От вращательного движений вз- ла с копиром могут получать радиальные перемещения резцедержатели, находящиеся в корпусе устройства, установленного в револьверной головке вертикального суппорта станка, а копир имеет возможность совершать, кроме вращательного, и поступательное движение вдоль оси вала одновременно с перемещением вертикального суппорта.
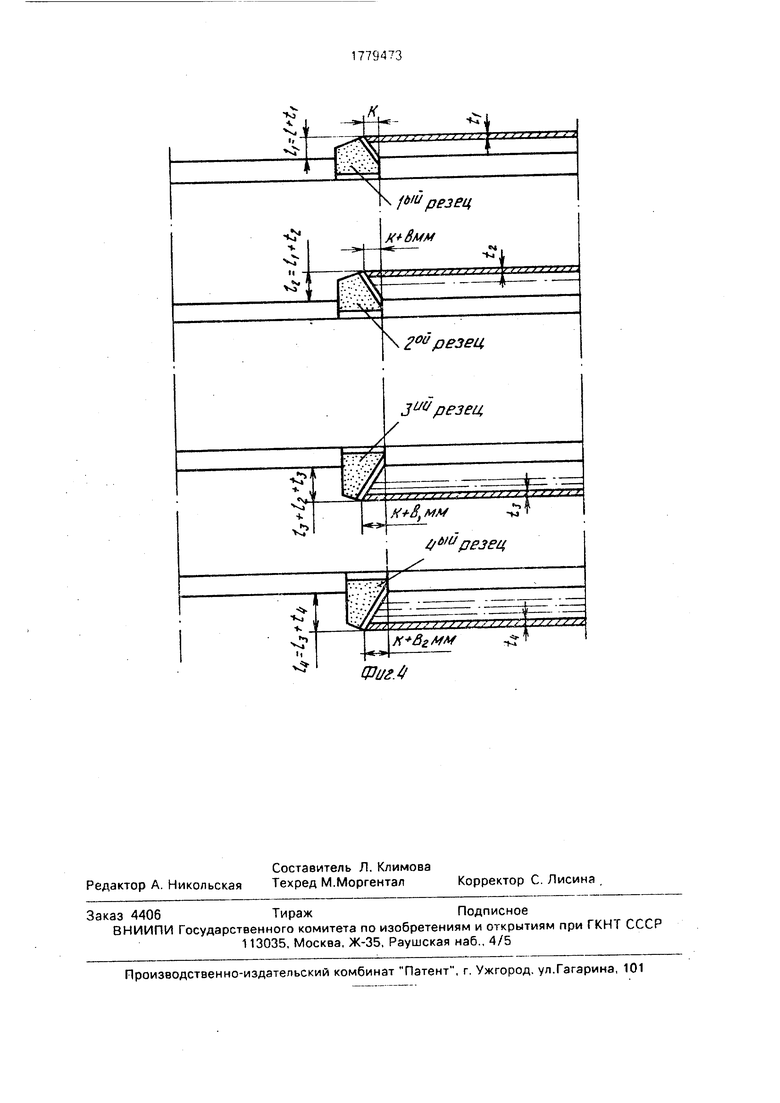
Кроме того, в устройстве резцы в резцедержателях установлены с последовательно увеличивающимся радиальным вылетом так, что их вершины смещены в направлении продольной оси устройства по возрастающей величине от предыдущего резца к последующему.
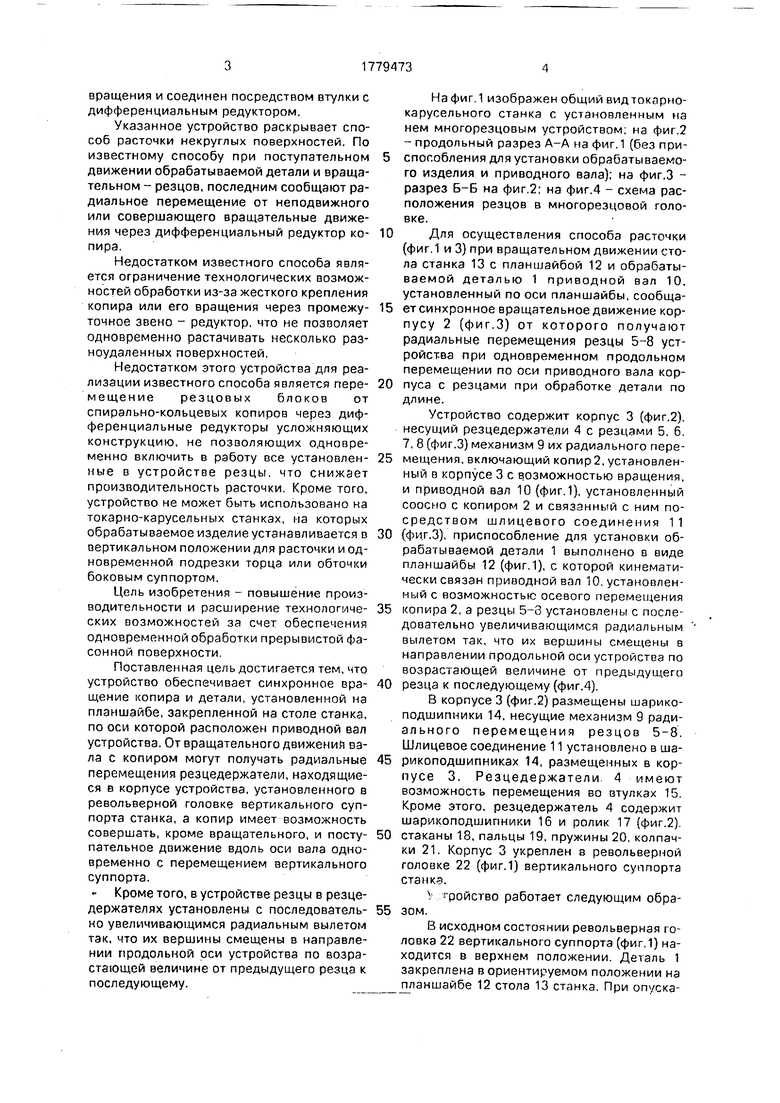
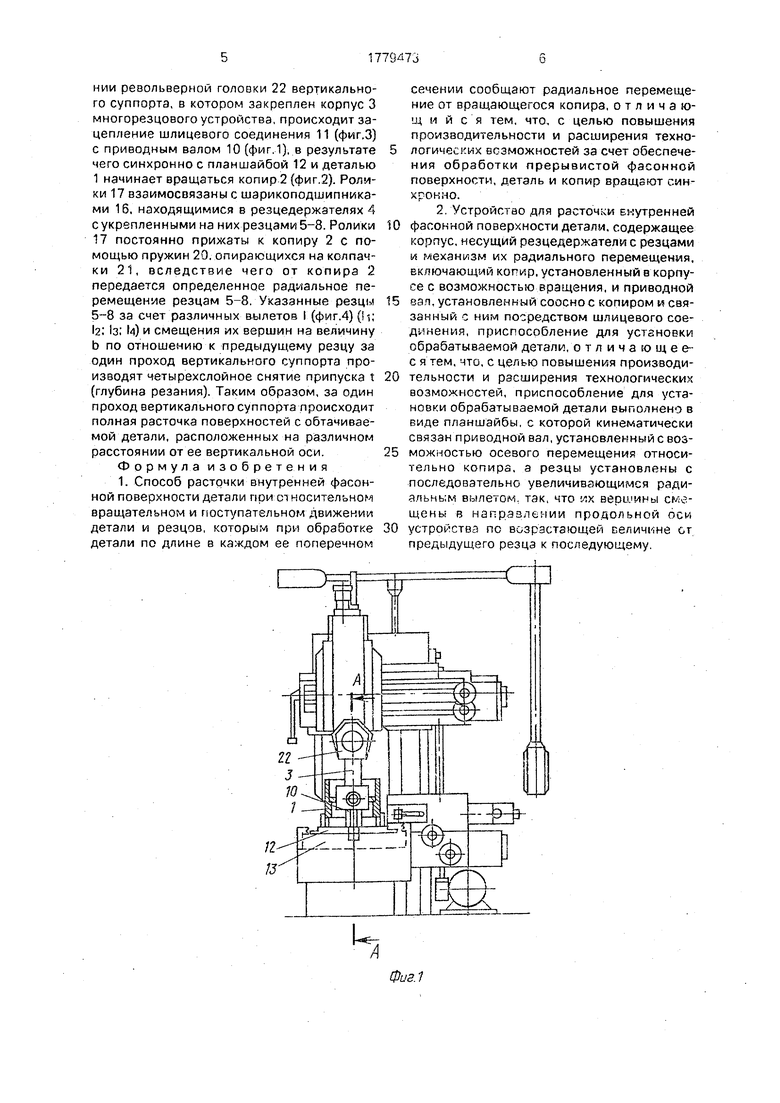
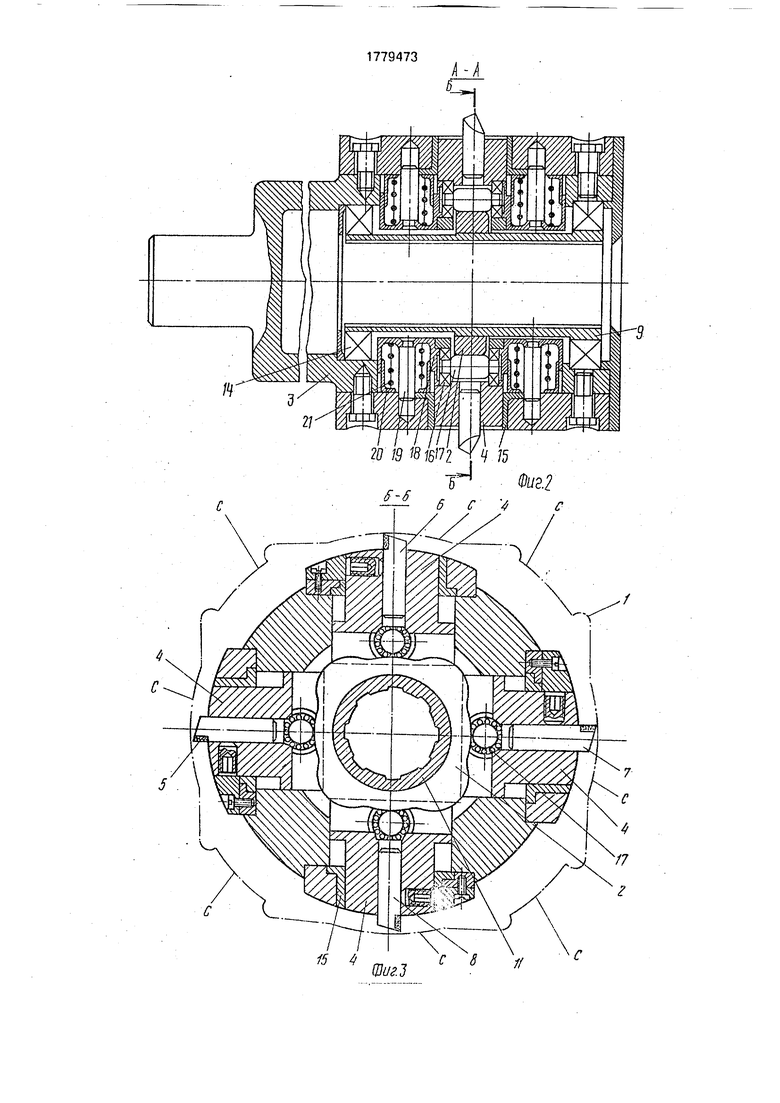
На фиг. 1 изображен общий видтокарно- карусельного станка с установленным на нем многорезцовым устройством, на фиг.2 - продольный разрез А-А на фиг.1 (без приспособления для установки обрабатываемого изделия и приводного вала): на фиг.З - разрез Б-Б на фиг.2; на фиг.4 - схема расположения резцов в многорезцовой головке.
0 Для осуществления способа расточки (фиг.1 и 3) при вращательном движении стола станка 13 с планшайбой 12 и обрабатываемой деталью 1 приводной вал 10. установленный по оси планшайбы, сообща5 етсинхронное вращательное движение корпусу 2 (фиг.З) от которого получают радиальные перемещения резцы 5-8 устройства при одновременном продольном перемещении по оси приводного вала кор0 пуса с резцами при обработке детали по длине.
Устройство содержит корпус 3 (фиг.2), несущий резцедержатели 4 с резцами 5, 6. 7, 8 (фиг.З) механизм 9 их радиального пере5 мещенил, включающий копир 2, установленный в корпусе 3 с возможностью вращения, и приводной вал 10 (фиг.1), установленный соосно с копиром 2 и связанный с ним посредством шлицевого соединения 11
0 (фиг.З), приспособление для установки обрабатываемой детали 1 выполнено в виде планшайбы 12 (фиг.1), с которой кинематически связан приводной вал 10, установленный с возможностью осевого перемещения
5 копира 2, а резцы 5-3 установлены с последовательно увеличивающимся радиальным вылетом так, что их вершины смещены в направлении продольной оси устройства по возрастающей величине от предыдущего
0 резца к последующему (фиг.4).
8 корпусе 3 (фиг.2) размещены шарикоподшипники 14, несущие механизм 9 радиального перемещения резцов 5-8. Шлицевое соединение 11 установлено в ша5 рикоподшипниках 14, размещенных в корпусе 3, Резцедержатели 4 имеют возможность перемещения во втулках 15. Кроме этого, резцедержатель 4 содержит шарикоподшипники 16 и ролик 17 (фиг.2)
0 стаканы 18, пальцы 19, пружины 20, колпачки 21. Корпус 3 укреплен в револьверной головке 22 (фиг.1) вертикального суппорта станке.
х фойство работает следующим обра5 зом.
В исходном состоянии револьверная головка 22 вертикального суппорта (фиг.1) находится в верхнем положении. Деталь 1 закреплена в ориентируемом положении на планшайбе 12 стола 13 станка. При спускании револьверной головки 22 вертикального суппорта, в котором закреплен корпус 3 многорезцового устройства, происходит зацепление шлицевого соединения 11 (фиг.З) с приводным валом 10 (фиг.1), в результате чего синхронно с планшайбой 12 и деталью 1 начинает вращаться копир 2 (фиг.2). Ролики 17 взаимосвязаны с шарикоподшипниками 16, находящимися в резцедержателях 4 сукрепленными на них резцами5-8. Ролики 17 постоянно прижаты к копиру 2 с помощью пружин 20. опирающихся на колпачки 21, вследствие чего от копира 2 передается определенное радиальное перемещение резцам 5-8. Указанные резцы 5-8 за счет различных вылетов I (фиг.4) (Ц; 2, з; М) и смещения их вершин на величину b по отношению к предыдущему резцу за один проход вертикального суппорта производят четырехсложное снятие припуска t (глубина резания). Таким образом, за один проход вертикального суппорта происходит полная расточка поверхностей с обтачиваемой детали, расположенных на различном расстоянии от ее вертикальной оси.
Формула изобретения 1. Способ расточки внутренней фасонной поверхности детали при ел носительном вращательном и поступательном движении детали и резцов, которым при обработке детали по длине в каждом ее поперечном
сечении сообщают радиальное перемещение от вращающегося копира, отличаю- щ и и с я тем, что, с целью повышения производительности и расширения технологических возможностей за счет обеспечения обработки прерывистой фасонной поверхности, деталь и копир вращают синхронно.
2. Устройство для расточки внутренней фасонной поверхности детали, содержащее корпус, несущий резцедержатели с резцами и механизм их радиального перемещения, включающий когир, установленный в корпусе с возможностью вращения, и приводной еап. установленный сооснос копиром и связанный с ним посредством шлицевого соединения, приспособление для установки обрабатываемой детали, отличаю щее- с я тем, что, с целью повышения производительности и расширения технологических возможностей, приспособление для установки обрабатываемой детали выполнено в виде планшайбы, с которой кинематически связан приводной вал, установленный с возможностью осевого перемещения относительно копира, а резцы установлены с последовательно увеличивающимся радиальным вылетом, так, что их вершины сме- щены в направлении продольной оси устройства по возрастающей величине ст предыдущего резца к последующему.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для точения сферических поверхностей | 1976 |
|
SU670387A1 |
| Способ многорезцового точения и устройство для его осуществления | 1991 |
|
SU1814969A1 |
| Многорезцовая головка для обточки валов на токарных и т.п. станках | 1958 |
|
SU119416A2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ НЕКРУГЛЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2003 |
|
RU2245224C1 |
| Токарный станок с программным управлением | 1990 |
|
SU1738474A2 |
| Способ обработки деталей и устройство для его осуществления | 1989 |
|
SU1683868A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ВНУТРЕННИХ ФАСОННЫХ ПОВЕРХНОСТЕЙ НА ТОКАРНЫХ АВТОМАТАХ | 1993 |
|
RU2056976C1 |
| Державка | 1984 |
|
SU1144787A1 |
| Устройство для обработки деталей сложной формы | 1973 |
|
SU653029A1 |
| Борштанга для расточки глубоких отверстий | 1982 |
|
SU1174167A1 |
Использование: в производстве электрических машин, а им енно для одновременной обработки на токарно-карусельных станках поверхностей прилегания главных и вспомогательных полюсов в станинах электрических машин, расположенных на разпичном расстоянии от оси вращения Сущность изобретения, обеспечивается синхронное вращение копира и детали установленной на таншайбе. закрепленной на столестанка, по оси которой расположен приводной вал. От вращательного движения вала с копиром получают радиальное перемещение резцедержатели с резцами, установленные в корпусе устройства Копир имеет возможность совершать поступательное движение вдсль оси в эле. Резцы установленыспоследовательно увеличивающимся радиальным вылетом так, что их вершины смещены в направлении продольной огч устройства по возрастающей величине от предыдущего резца к последующему 2 с п ф-лы, 4 ил 00 С
So J-
Ч)
Фиг. 4
| Устройство для расточки и подрезки закрытых поверхностей горизонтальноразъемных корпусных деталей | 1975 |
|
SU548382A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
