лектор 9 расположены в слое 10 огнеупорной засыпки между рабочим и арматурным слоями футеровки, вследствие чего в случае проникновения жидкого металла в газораспределительную сис1
Изобретение относится к металлургии, а конкретно к конструкции конвертеров с донным дутьем.
Целью изобретения является упрощение монтажа и повышение надежности.
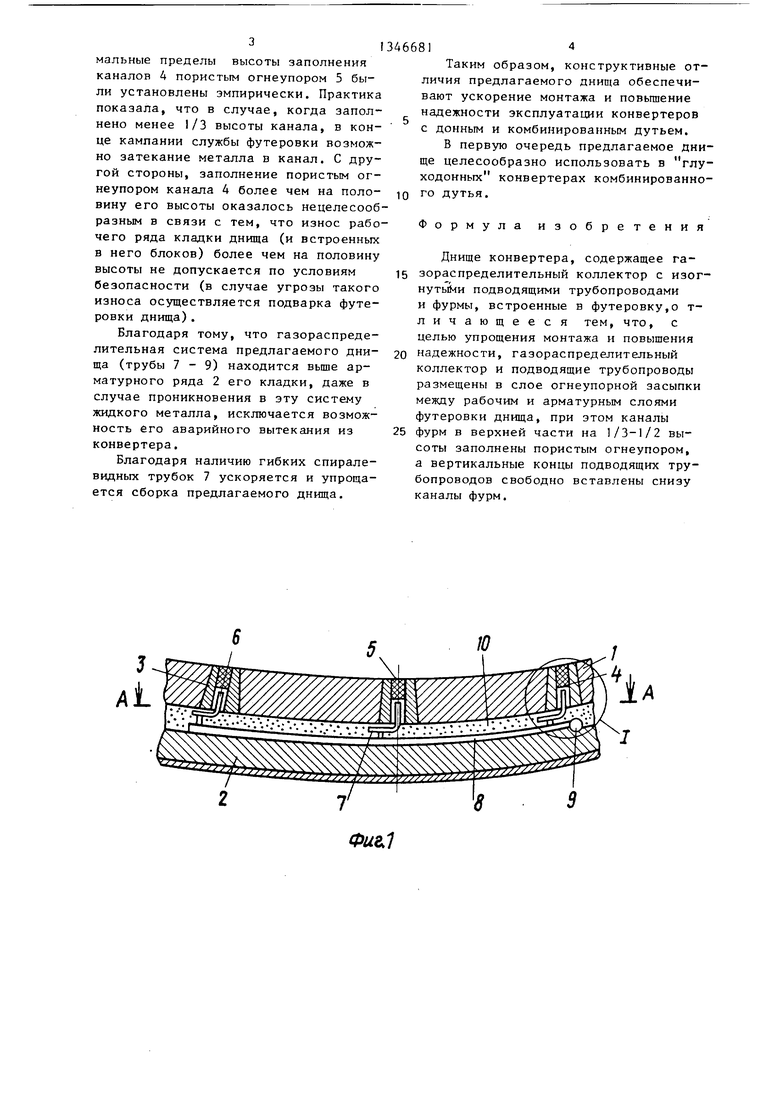
На фиг.1 изображено днище, разрез на фиг.2 - разрез А-А на фиг.1; на фиг. 3 - выносной узел I на фиг.1. Кладка футеровки днища содержит рабочий слой 1 и арматурный слой 2.
В рабочий слой 1 встроены блоки 3 из плотного и прочного огнеупорного материала (например, из плавленного магнезита). В каждом блоке выполнен вертикальный газоведущий канал 4 диаметром 8-15 мм. Верхняя часть этого канала на 1/3-1/2 его высоты заполнена пористьм огнеупором 5, прочно сцепленным со стенками канала 4. В свободную нижнюю часть канала 4 вставлена (с зазором 1-1,5 мм на сторону) вертикальная металлическая трубка 6, нижний конец которой приварен к гиб- ,кой спиралевидной металлической (преимуд1ественно, медной) горизонтальной трубке 7. Вторым концом спиралевидные трубки 7 приварены к горизонтальным трубам 8, которые в виде гребенки одним концом присоединены к общему горизонтальному газовому коллектору 9, а второй конец каждой трубы 8 наглухо заваривается. Количество блоков 3 (равное количеству трубок 6 и 7) как и количество труб 8 зависит от емкости конвертера.Например, в 160-тонном конвертере предусматривается пять труб 8 и двадцат пять блоков 3.
Спиралевидные трубки 7, трубы 8 и коллектор 9 расположены в слое 10 огнеупорной засыпки (преимущественно, из магнезитового порощка) между рабочим рядом 1 и арматурным рядом 2 кладки футеровки днища коллектора. Коллектор 9 через трубу, расположентему предотвращается его аварийное вытекание из конвертера. Благодаря наличию спиралевидных трубок 7 и размещению их в слое засыпки упрощается монтаж днища, 3 ил.
ную в арматурном слое футеровки стен и в полой цапфе конвертера, сообщается с цеховыми магистралями сжатых газов.
Монтаж предлагаемого днища осуществляется следующим образом.
На арматурный ряд 2 кладки днища укладыва ется заранее собранная система, включающая коллектор 9, трубы 8, спиралевидные трубки 7 и вертикальные трубки 8. Коллектор 9 подсоединяют газоподвижной трубе. Затем коллектор 9, трубы 8 и спиралевидные трубки 7 засыпают ровным слоем 10 огнеупорного порошка, из которого выступают вверх (на высоту свободной части каналов 4) только вертикальные трубки 6. Далее ведут кладку
рабочего ряда 1 футеровки днища.Когда фронт кладки подходит к очередной трубке 6, ее обмазывают слоем пластической огнеупорной массы 1 1 (толщиной 2 мм). После этого на трубку 6 насаживают блок 3 и (деформируя спиралевидную трубку 7) точно устанавливают его к кладку ряда 1 (для ускорения монтажа внешние размеры блоков 3 не отличаются от размеров
кирпичей рабочего ряда 1 кладки днища) .
После завершения сборки днища и футеровки стен, проводят разогрев конвертера и приступают к выплавке
металла. На некоторых плавках (а при необходимости и на каждой плавке) через коллектор 9, трубы 8, трубки 7 и блоки 3 в ванну попадают сжатые газы (аргон, азот, углекислый газ
или другие), Благодаря тому, что верхняя часть каналов 4 на 1/3-1/2 их высоты заполнена пористым огнеупором 5, перерывы в продувке (на отдельных плавках или в отдельные пе-г
риоды плавок) не нарушают работоспособности газоподающей системы. Оптимальные пределы высоты заполнения каналов 4 пористым огнеупором 5 были установлены эмпирически. Практика показала, что в случае, когда заполнено менее 1/3 высоты канала, в конце кампании службы футеровки возможно затекание металла в канал. С другой стороны, заполнение пористым огнеупором канала 4 более чем на половину его высоты оказалось нецелесооб разным в связи с тем, что износ рабо чего ряда кладки днища (и встроенных в него блоков) более чем на половину высоты не допускается по условиям безопасности (в случае угрозы такого износа осуществляется подварка футеровки днища).
Благодаря тому, что газораспределительная система предлагаемого днища (трубы 7-9) находится вьопе арматурного ряда 2 его кладки, даже в случае проникновения в эту систему жидкого металла, исключается возможность его аварийного вытекания из конвертера.
Благодаря наличию гибких спиралевидных трубок 7 ускоряется и упрощается сборка предлагаемого днища.
466814
Таким образом, конструктивные отличия предлагаемого днища обеспечивают ускорение монтажа и повьппение надежности эксплуатации конвертеров с донным и комбинированным дутьем.
В первую очередь предлагаемое днище целесообразно использовать в глу- ходонных конвертерах комбинированного дутья.
10
Формула изобретения
Днище конвертера, содержащее га- зораспределительный коллектор с изог- нутьйчи подводящими трубопроводами и фурмы, встроенные в футеровку,о т- личающееся тем, что, с целью упрощения монтажа и повышения надежности, газораспределительный коллектор и подводящие трубопроводы размещены в слое огнеупорной засыпки между рабочим и арматурным слоями футеровки днища, при этом каналы фурм в верхней части на 1/3-1/2 высоты заполнены пористым огнеупором, а вертикальные концы подводящих трубопроводов свободно вставлены снизу каналы фурм.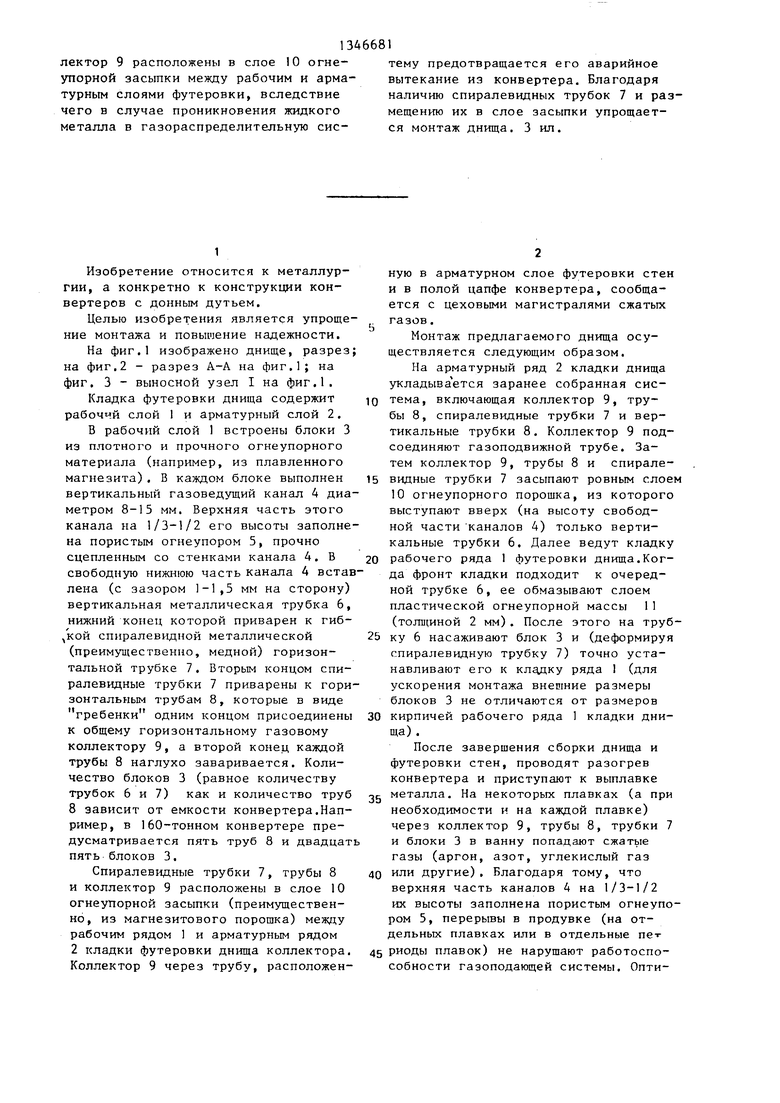
| название | год | авторы | номер документа |
|---|---|---|---|
| Футеровка днища конвертера с донными фурмами | 2018 |
|
RU2710826C1 |
| Устройство для ремонта футеровки конвертера | 1987 |
|
SU1532591A1 |
| ФУТЕРОВКА СТАЛЕПЛАВИЛЬНОГО КОНВЕРТЕРА | 2005 |
|
RU2291902C2 |
| СПОСОБ ФУТЕРОВКИ КИСЛОРОДНОГО КОНВЕРТЕРА | 2000 |
|
RU2164953C1 |
| Способ эксплуатации донных фурм конвертера | 1989 |
|
SU1717643A1 |
| Огнеупорная кладка стыка стен и днища конвертера | 2022 |
|
RU2771099C1 |
| ФУТЕРОВКА ФУРМЕННОГО ПОЯСА ГОРИЗОНТАЛЬНОГО КОНВЕРТЕРА | 1985 |
|
SU1349422A1 |
| Способ монтажа хлоратора | 1983 |
|
SU1092348A1 |
| Огнеупорный блок для кладки днища кислородного конвертера | 1983 |
|
SU1092349A1 |
| Способ выводки ванной стекловаренной печи | 1983 |
|
SU1121244A1 |
Изобретение относится к металлургии, конкретно к конструкции конвертеров с донным дутьем. Цель изобретения - упрощение монтажа и повышение надежности. В рабочий слой 1 футеровки встроены блоки 3, в каждом из которых выполнен канал 4, верхняя часть которого на 1/3-1/2 высоты заполнена пористым огнеупором 5. В нижнюю часть канала вставлена вертикальная трубка 6, приваренная к спиралевидной трубке 7. Спиралевидные трубки 7, подводящие трубы 8 и кол(Л со 4 05 о: 00
Фиг.1
Редактор Г.Волкова
Составитель А.Протасов Техред И.Попович
Заказ 5097/26Тираж 549Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 1J3035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Фи.г.2
Корректор И.Эрдейи
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ КРОМОК ЛИСТОВОГО МЕТАЛЛА | 1994 |
|
RU2069114C1 |
| Приспособление в центрифугах для регулирования количества жидкости или газа, оставляемых в обрабатываемом в формах материале, в особенности при пробеливании рафинада | 0 |
|
SU74A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
| Заявка Великобритании № 1592786, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
