Изобретение относится к черной металлургии, в частности к производству стали в конвертерах с комбинированной продувкой.
Целью изобретения является повышение стойкости фурм.
Сущность способа заключается в том, что, осуществляя регулирование расхода пропускаемого по донным фурмам газа в определенной последовательности, можно создать вблизи выходного сечения фурменных труб (например, с тугоплавким и абра- зивоустойчивым покрытием) внутренний конфузурно-диффузорный профиль. Наличие внутри фурменной трубы участка с конфузорно-диффузорным профилем обес- печивает ускорение газового потока и перемещение зоны взаимодействия металла и газа вглубь ванны, что уменьшает эрозионное воздействие расплава на фурму и околофурменные огнеупоры и-увеличивает ее стойкость.
На первом эта.пе после опорожнения конвертера расход газа уменьшают до 0,1- 0,3 от рабочего значения, свойственного конкретному типу конвертера и применяемой технологии комбинированной или донной продувки металла. Сразу после снижения расхода газа по фурмам начинается их торцовый нагрев излучением от горячей футеровки и боковой прогрев от соседних более горячих околофурменных зон. Температура фурменных труб с тугоплавкими коррозионно-стойким покрытием увеличивается до значений, при которых происходит размягчение материала покрытия.
На втором этапе регулирования расхода газа конвертер устанавливают вертикально вниз дном и подачу дутья прекращают, Температура материала внут-. реннего покрытия на фурменных трубах превышает температуру его плавления и .капли расплавленного тугоплавкого материала смещаются от перегретого торца фурмы вниз по трубе. Поскольку конвертер стоит вертикально, то с учетом влияния ил поверхностного натяженмя материала покрытия и симметрии конструкции фурмы (труба, труба в трубе, труба с центральным огнеупорным стержнем) капли расплава настывают на более холодных участках фурменных труб в виде конфузорно-диффузорного профиля.
Третий этап - возобновление подачи газа с увеличением интенсивности дутья до рабочего значения в течение 0,1-0,3 мин - служит для-прекращения процесса оплавления тугоплавкого покрытия на фурменных трубах, поскольку иначе может произойти закупоривание сечения труб расплавом, а также для эффективного охлаждения сформированного внутри труб конфузорно-диф- фузорного профиля.
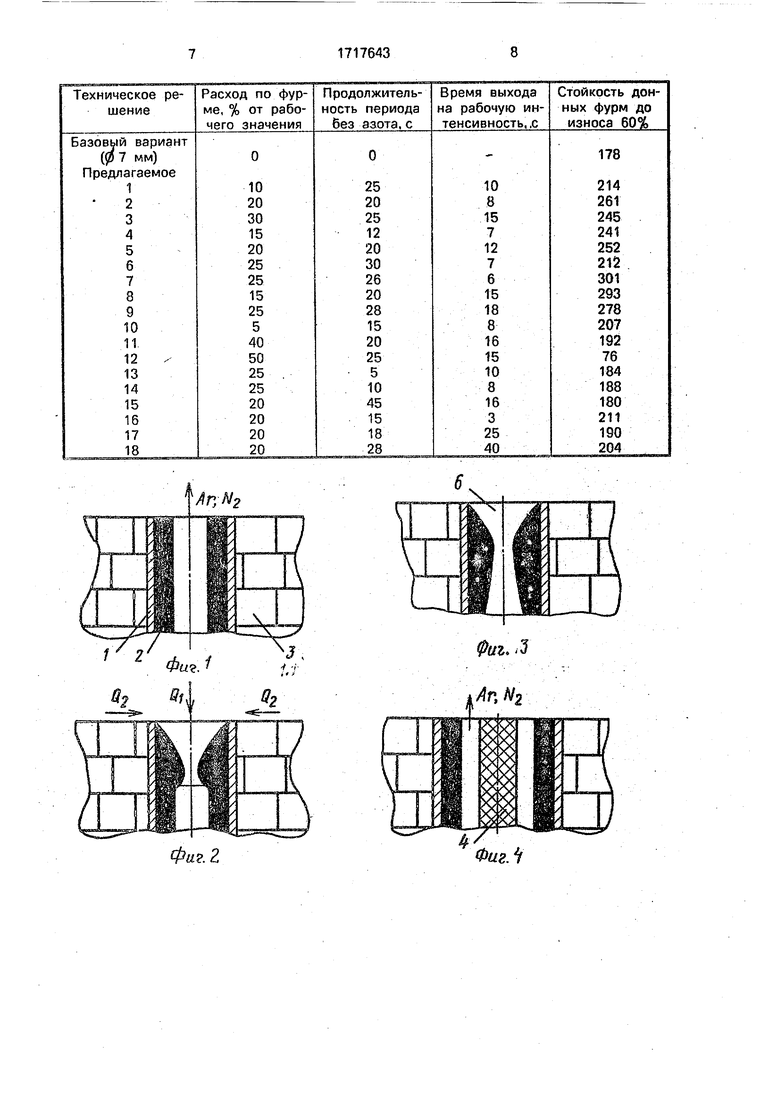
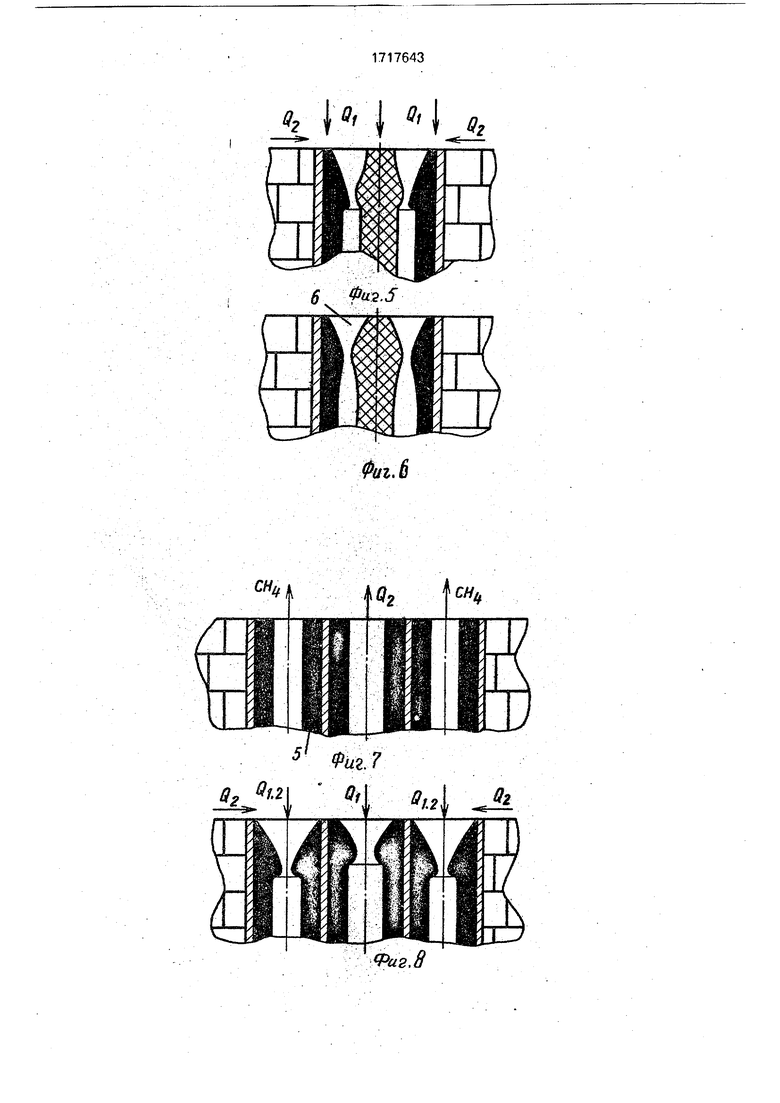
На фиг. 1 -9 изображены наиболее часто встречающиеся конструкции1 донных фурм и последовательность формирования в них конфузорно-диффузорного профиля.
Фурменная труба 1 с внутренним тугоплавким покрытием 2 замурована в футеровку днища конвертераЗ(фиг. 1). При этом, в центре подобной трубы дополнительно, с целью получения кольцевой фурмы, может быть размещен стержень 4 из огнеупорного материала 4 (фиг. 4). В фурме типа труба в трубе внутренняя (как правило кислородная), труба 5 изнутри и снаружи покрыта слоем тугоплавкого материала (фиг. 7).
При эксплуатации донных фурм конвертера в соответствии с предлагаемым способом на протяжении первого периода с уменьшенным до 0,1-0,3 от рабочего значения расходом торцовый и боковой прогрев фурм не вызывает формоизменения материала покрытия (фиг.. 1, 4 и 7). Во втором периоде после прекращения дутья тепловые потоки торцового Qi и бокового нагрева Q2 вызывают оплавление материала покрытия фурменных труб (фиг. 2, 5 и 8) и нагекание расплава на холодные нижележащие участки фурменных труб. Внутри
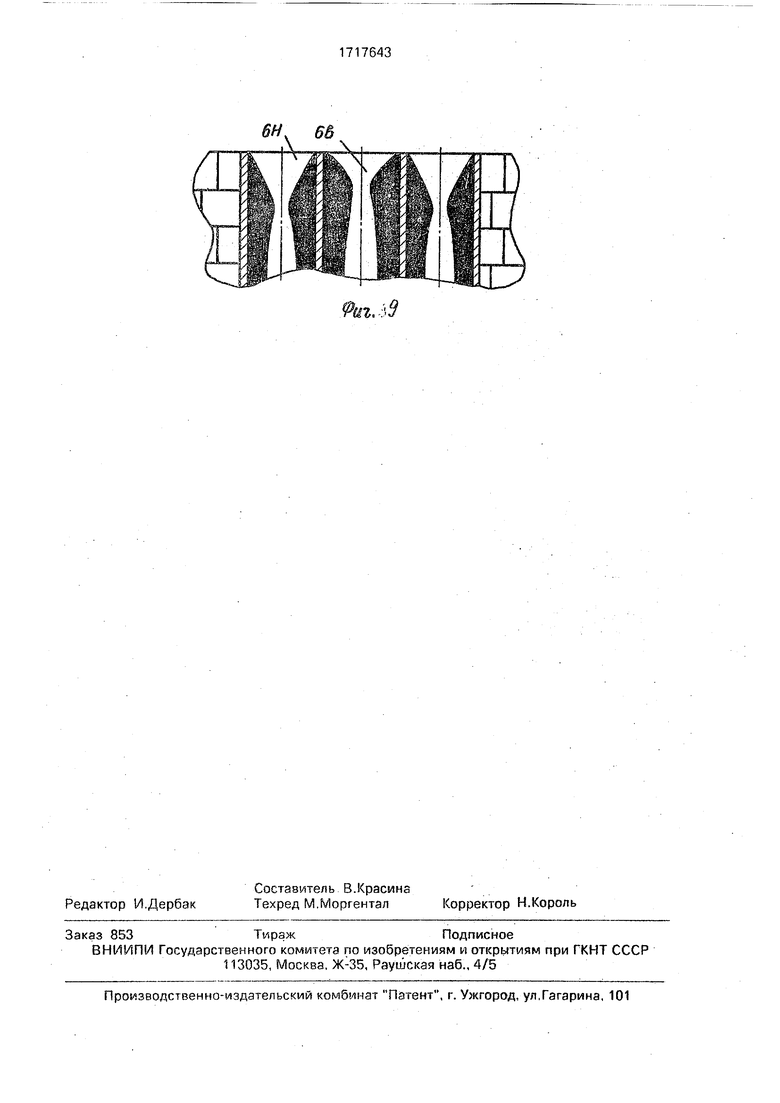
0 труб происходит образование конфузорно- диффузорного профиля б (фиг, 3, 6 и 9), причем, в случае конструкции фурмы типа труба в трубе, тепловые потоки на торец фурмы Qi и Q2 вызывают образование наружного -6Н
5 и внутреннего - 6в конфузорно-диффузорного профиля (фиг. 8 и 9).
Отличительным признаком способа эксплуатации донных фурм конвертера является регулирование расхода газа по донным
0 фурмам в межплавочный период в три этапа: после опорожнения конвертера расход газа уменьшают до 0,1-0,3 от рабочего значения, затем устанавливают конвертер вертикально вниз дном и подачу дутья
5 прекращают на 0,2-0,5 мин, после чего подачу газа возобновляют, увеличивая интенсивность дутья до рабочего значения в течение 0,1-0,3 мин.
В случае, если сразу после слива метал0 ла и шлака из конвертера расход газа по донным фурмам уменьшить менее 0,1 от рабочего значения, то начинается оплавление покрытия на фурменных трубах и происходит закупоривание фурм. Если расход сни5 жают более, чем на 0,3 от рабочего значения, то не происходит размягчения покрывающего трубы слоя, что соответственно увеличивает продолжительность второго этапа. Вертикальность положения кон0 вертерз на протяжении второго периода необходима для получения кольцевого ко нфузоф но-диффузор но го профиля внутри фурменных труб. Прекращение подачи дутья по донным фурмам менее, чем
5 на 0,2 мин, не обеспечивает оплавления тугоплавкого материала покрытия фурменных труб Б количестве, достаточном для придания конфузорно-диффузорного профиля кольцеобразному натеку на внутренних по0 верхностях труб. Прекращение подачи газа более, чем 0,5 мин, приводит к завариванию труб, особенно зазоров между наружной трубкой и центральным огнеупорным стержнем или между трубами, избыточным коли5 чеством тугоплавкого расплава.
В случае, если после формирования внутри труб конфузорно-диффузорного профиля увеличивать интенсивность дутья до рабочего значения быстрее, чем за 0,1 мин. то слишком быстрое охлаждение силикатного (как правило) покрытия вызывает его растрескивание и разрушение. При увеличении интенсивности медленее. чем за 0,3 Мин, происходит нерациональная потеря рабочего времени конвертера.
Формирование конфузорно-диффу- зорного профиля внутри фурменных труб целесообразно осуществлять периодически, через 40-50 плавок в конвертере, поскольку длина образующегося профиля находится в пределах 25-40 мм, а поплавочная эрозия околофурменных огнеупоров в днище конвертера составляет до 1,0-2,0 мм. Показанием к проведению способа является скачкообразное изменение давления в коллекторе перед конвертером, регистрируемое самописцами на пульте управления.
При сравнительных испытаниях предлагаемого и известного способов в 160-томных конвертерах установлено, что реализация способа защиты донных фурм может быть осуществлена только при условии футерования днища конвертера смоло- доломитовыми огнеупорами, к которым слой шлакового гэрнисэжа приваривается после загущения шлака доломитом.
Полученный в реоультате процесс относится не к комбинированной продувке, представляющей подачу кислорода сверху и газа по донным фурмам, а процесс с подачей газов через пористую подину конвертера, при котором донные фурмы выполняют роль транспортирующих газ труб.
К периклазохромитовым огнеупорам днища и периклазруглеродистым фурменным блокам шлаковый гарнисаж не приваривается даже после переокисления оставленного шлака, введения в него извести или доломита и выдержки в течение 40 мин. При заливке чугуна на очередную плавку шлак всплывает и донные фурмы оголяются. Технико-экономические преимущества предлагаемого способа определяют в сравнении с технологией, при которой про5 дувку металла в конвертере осуществляют нейтральным газом через донные однока- нальные блоки с эмалированными фурменными трубами. Трубы подбирают так, что живые сечения канала (фиг. 1), кольцево10 го зазора (фиг. 4) и фурмы типа труба в трубе (фиг. 7) равны. При всех испытаниях по донным фурмам подают только азот с давлением 0,8 МПа и расходом на фурму порядка 1 м3/мин. По фурме типа тру5 ба в трубе .через центральную трубу продувают 0,85 м3/мин, по кольцевому зазору 0,15м /мин.
Результаты сравнительных испытаний представлены в таблице (в опытах 10-18
0 использованы неоптимальные параметры).
Технико-экономические преимущества способа заключаются в увеличении более чем на 40%, стойкости донных фурм конвер5 теров.
Формул а изобретения Способ эксплуатации донных фурм конвертера, включающий регулирование расхо0 да газа, подаваемого по фурменным трубам в межплавочный Период, отличающий-, с я тем. что, с целью повышения стойкости фурм, регулирование расхода газа осуществляют в три этапа: после опорожнения кон5 вертера расход газа уменьшают до 0,1-0,3 от рабочего значения, затем устанавливают конвертер вертикально вниз дном и подачу дутья прекращают на 0,2-0,5 мин, после чего подачу газа возобновляют, увеличивая
0 интенсивность дутья до рабочего значения в течение 0,1-0,3 мин.
Фа. Z
V
Фиг. i
| название | год | авторы | номер документа |
|---|---|---|---|
| Фурменный блок для донной продувки | 1989 |
|
SU1715862A1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 1993 |
|
RU2066689C1 |
| ГОРИЗОНТАЛЬНЫЙ КОНВЕРТЕР И СПОСОБ СОВМЕЩЕННОЙ ПЛАВКИ-КОНВЕРТИРОВАНИЯ | 2019 |
|
RU2734613C2 |
| Фурма для донной продувки металла | 1986 |
|
SU1350178A1 |
| СПОСОБ ОБЕЗВРЕЖИВАНИЯ ОТХОДОВ, СОДЕРЖАЩИХ ПОЛИАРОМАТИЧЕСКИЕ УГЛЕВОДОРОДЫ | 2001 |
|
RU2196832C1 |
| Фурма для донной продувки металла | 1982 |
|
SU1046292A1 |
| Фурменный прибор доменной печи | 1981 |
|
SU994560A1 |
| СПОСОБ ПОЛУЧЕНИЯ НИКЕЛЕВОГО ШТЕЙНА | 2011 |
|
RU2455375C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КИСЛОРОДНОМ КОНВЕРТЕРЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1985 |
|
SU1363859A1 |
| Способ защиты футеровки днища конвертера | 1975 |
|
SU541866A1 |
Изобретение относится к металлургии, в частности к конвертерному производству с донной или комбинированной продувкой металла. Целью изобретения является повышение стойкости донных фурм за счет перемещения зоны взаимодействия газа с металлом вглубь ванны. Вблизи выходного сечения фурменных труб с тугоплавким аб- разивоустойчивым покрытием формируется внутренний конфузорно-диффузорный профиль. Это ускоряет поток газа из фурмы до сверхзвуковой скорости и перемещает зону его взаимодействия с металлом вглубь ванны, что, уменьшая эрозию околофурменного огнеупора, обеспечивает повышение стойкости фурмы. Способ предусматривает проведение в межплавочный период трех- стадийного регулирования расхода газа по фурмам: после опорожнения конвертера расход уменьшают до 0,1-0,3 от рабочего значения, затем устанавливают конвертер вертикально вниз дном и подачу дутья прекращают на 0,2-0,5 мин, после чего подачу газа возобновляют, увеличивая интенсивность дутья до рабочего значения в течение 0,1-0,3 мин, 9 ил., 1 табл.
6 Фю.5
ФигЛ
WusJ
6Н 6В
