Изобретение относится к цветной металлургии и может быть использовано при монтаже подины электролизера для получения алюминия.
Целью изобретения является повышение срока службы катодной секции, качества алюминия и снижения энергозатрат.
На чертеже приведена подовая сек- ция электролизера для получения алюминия .
Катодная секция включает угольный блок 1, металлический стержень 2, сжимаемую прокладку 3 и чугунную заливку А.
В паз угольного блока 1 укладываю металлический стержень 2. Вдоль стенок стержня устанавливают сжимаемые прокладки 3 (например, из угольного войлока ВИНН-250). Оставшуюся часть пространства между металлическим стержнем и стенками паза угольного блока заливают чугуном 4.
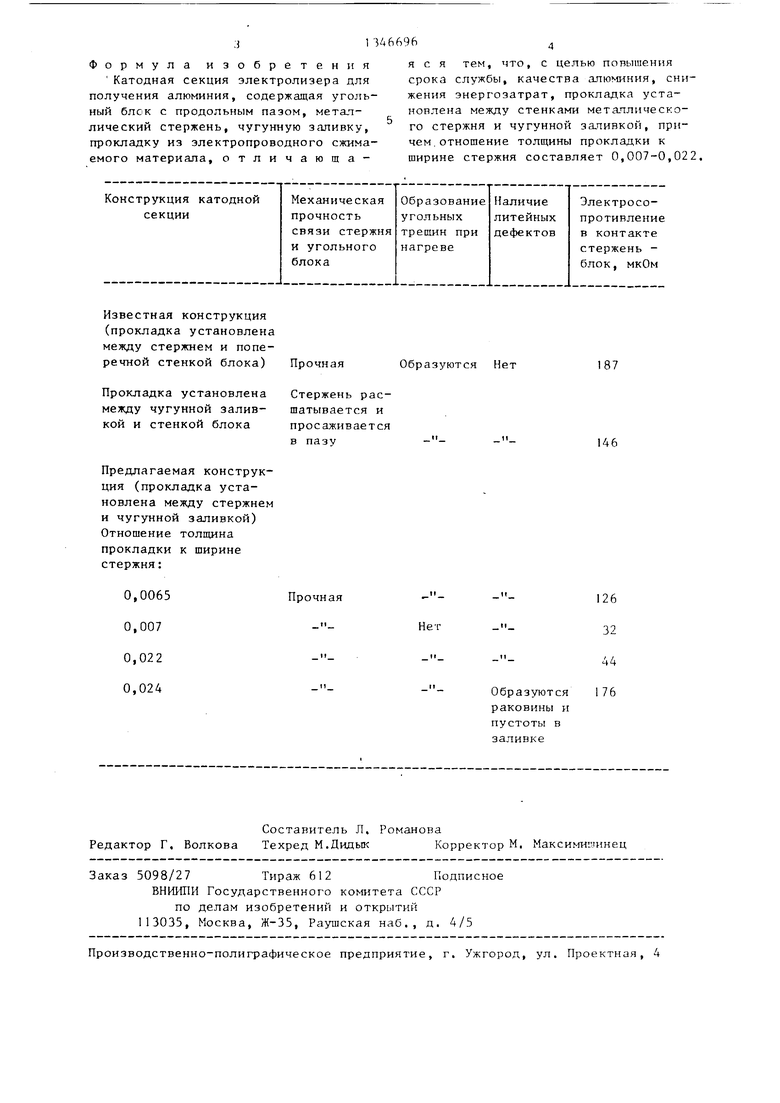
В таблице приведены результаты испытаний катодных секций предлагаемой конструкции.
Об эффективности предложенных изменений судят по механической прочности связи стержня с угольным бло- ком, образованию угольных трещин в блоке при его нагреве до температуры эксплуатации, наличию литейных дефектов в чугунной заливке и по электросопротивлению в контакте стержень - угольный блок при температуре эксплуатации.
Как следует из таблицы, наилучшим вариантом катодной секции по всем перечисленным параметрам является катодная секция, в которой сжимаемая прокладка установлена между стенками металлического стержня и чугунной заливкой при соотношении толщины прокладки к ширине стержня равным 0,007 0,022.
Кри нагреве катодной секции во время обжига и пуска электролизера происходит тепловое расширение стержня, чугунной заливки и угольного блока. Поскольку величины линейного теплового расширения чугунной залив- ют и угольного блока примерно равны (0,46 и 0,54 мм соответственно), тем обеспечивается прочный механический контакт заливки с блоком. Тепловое расширение металлического стерня, имеющее наибольшую величину (3,24 мм), компенсируется упругим
5
о
5
о
0
5
0
5
5
сжатием прокладок, установленных между стержнем и чугунной запивкой. Механическая и электрическая связь стержня с блоком обеспечивается наличием чугунной оболочки, внутри которой находится стержень с прокладками .
Установка сжимаемой прокладки между стенками металлического стержня и чугунной заливкой снижает термические напряжения в углах паза при поперечном тепловом расширении стержня, препятствуя возникновению и развитию угловых трещин. А поскольку после заливки чугуна стержень и прокладка оказываются соединенными чугунной оболочкой с угольным блоком, механическая прочность связи стержня с блоком и контактные свойства поверхности раздела чугунная заливка - паз блока остаются более высокими, чем при установке прокладки между пазом и заливкой. При этом все тепловые деформационные изменения, влияющие на прочность связи стержня с блоком и определяющие развитие угловых трещин в блоке, будут локализованы в зазоре между стержнем и чугунной заливкой и скомпенсированы упругим сжатием прокладки.
Верхний предел отношения ТОЛЕЦИНЫ прокладки к ширине стержня, равный 0,022, определяется полнотой и качеством заливки расплавленным чугуном пространства в пазу между металлическим стержнем с прокладками и стенками блока. При толщине прокладки, занимающей более половины пространства между стенкой стержня и стенкой блока, в чугунной заливке появляются литейные дефекты - раковины, пустоты и т.п., ухудшающие электрический контакт соединения стержень - блок. Ширина пространства между стенкой стержня и стенкой паза под чугунную заливку (в месте заливки чугуна) составляет обычно 10 мм, т.е. максимальная толщина прокладки должна составлять не более 5 мм, а отношение ее к ширине стержня при этом не должно превышать 0,022.
Экономический эффект состоит в увеличении срока службы электролизе- ра, повышении сортности получаемого алюминия, снижении энергетических затрат на его производство за счет предотвращения образования TpemjiH в угольных блоках.
Формула изобретения Катодная секция электролизера для получения алюминия, содержащая угольный блок с продольным пазом, металлический стержень, чугунную заливку, прокладку из электропроводного сжимаемого материала, отличающаИзвестная конструкция (прокладка установлена между стержнем и поперечной стенкой блока)
Прокладка установлена между чугунной заливкой и стенкой блока
Предлагаемая конструкция (прокладка установлена между стержнем и чугунной заливкой) Отношение толщина прокладки к ширине стержня:
0,0065 0,007 0,022 0,024
Составитель Л. Романова Редактор Г. Волкова Техред М.Дидык Корректор М. Максимииинец
Заказ 5098/27 Тираж 612Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб. , д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
яся тем, что, с целью повышения срока службы, качества алюминия, снижения энергозатрат, прокладка установлена между стенками металлического стержня и чугунной заливкой, причем, отношение толщины прокладки к щирине стержня составляет 0,007-0,022.
Образуются Нет
187
146
Образуются раковины и пустоты в заливке
126
32
44
176
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления катодной секции электролизера для получения алюминия | 1986 |
|
SU1696594A1 |
| Способ монтажа подовой секции алюминиевого электролизера | 1982 |
|
SU1062312A1 |
| СПОСОБ МОНТАЖА КАТОДНОЙ СЕКЦИИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2014 |
|
RU2575524C2 |
| Катодная секция алюминиевого электролизера | 1980 |
|
SU926079A1 |
| Способ монтажа подины алюминиевого электролизера | 1990 |
|
SU1770452A1 |
| КАТОДЫ ДЛЯ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ С ПЕНОГРАФИТОВОЙ ОБЛИЦОВКОЙ | 2006 |
|
RU2389826C2 |
| СПОСОБ МОНТАЖА КАТОДНОЙ СЕКЦИИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1999 |
|
RU2179201C2 |
| Секция подины электролизера для получения алюминия | 1987 |
|
SU1477785A1 |
| СПОСОБ МОНТАЖА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1991 |
|
RU2037566C1 |
| КАТОДНАЯ СЕКЦИЯ ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2067133C1 |
Изобретение относится к цветной металлургии и может быть исполь ////////////7////////////. Т /7/// ////////f/77777//77/j зовано при монтаже подины электролизера для получения алюминия. Целью изобретения является повышение срока службы, качества алюминия и снижение энергозатрат. Катодная секция электролизера для получения алюминия состоит из угольного блока 1, металлического стержня 2, сжимаемой прокладки 3 и чугунной заливки 4. Установка прокладки между стенками стержня и чугунной заливки позволяет устранить образование трещин в угольных блоках. 1 ил,, 1 табл. со 4 05 О5 СО О5 Т /f/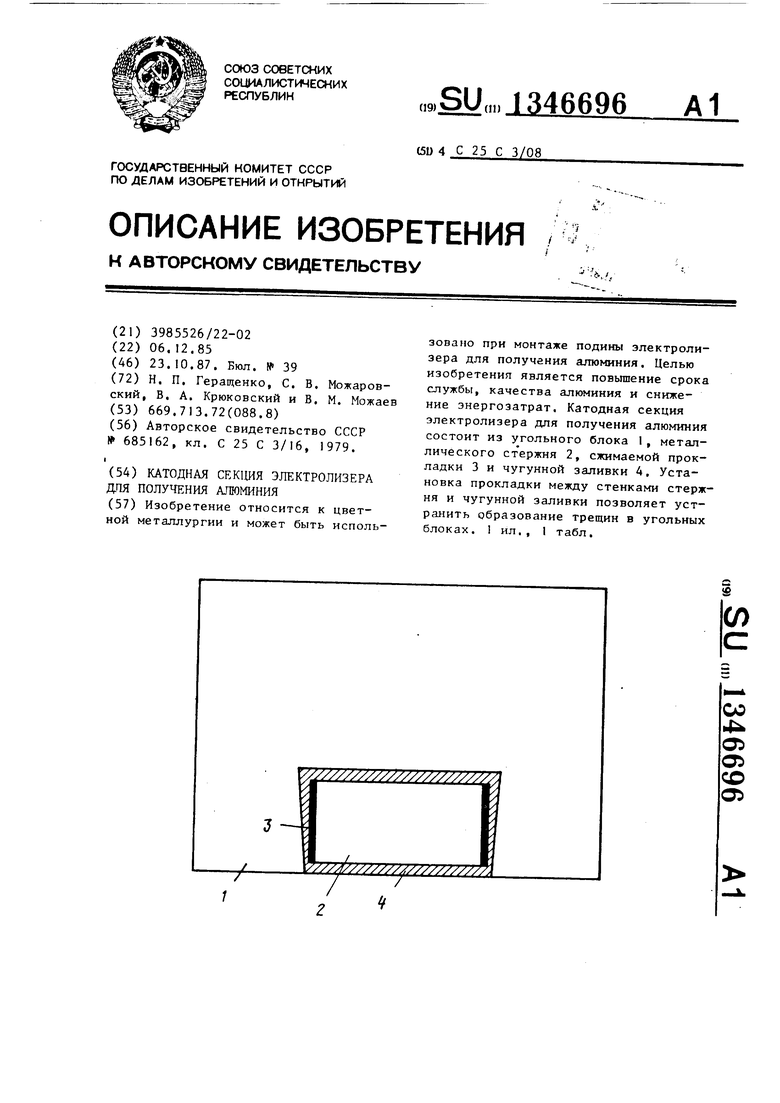
| Устройство катодного узла электролизера для получения алюминия | 1976 |
|
SU685162A3 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| I | |||
