Изобретение относится к промышленному электролизу и касается способов изготовления катодной секции электролизера для получения алюминия.
Известен способ изготовления катодной секции электролизера для получения алюминия, включающий укладку токоведу- щего стержня в паз угольного блока и чугунную заливку между стержнем и стенками паза.
Однако при нагревании катодной секции во время обжига и пуска электролизера в стенках паза блока возникают нескомпенсированные термические напряжения, которые приводят к образованию угловых и поперечных трещин в угольном блоке. Это, в свою очередь, приводит к проникновению расплавленного алюминия внутрь блока, растворению токоведущего стержня, ухудшению сортности получаемого алюминия и электрического контакта стержень-блок и к
преждевременному выходу из строя подины электролизера.
Наиболее близким по технической сущности к изобретению является способ изготовления катодной секции электролизера для получения алюминия. Согласно этому способу осуществля ют укладку токоведущего стержня в паз угольного блока, между торцом стержня и стенкой паза устанавливают прокладку из угольного войлока или графитового порошка и затем заливают чугуном пространство между стержнем и продольной стенкой паза угольного блока.
Благодаря наличию прокладки удается устранить образование в угольном блоке поперечных трещин в процессе эксплуатации катодной секции,
Однако при использовании данного способа не устраняются причины образования углоаых трещин в угольном блоке по продольным сторонам паза.
о ю о ел о
N
Целью изобретения является повышение срока службы катодной секции, сортности получаемого алюминия, снижение энергетических и капитальных затрат.
Это достигается благодаря тому, что перед запивкой чугуна дополнительно устанавливают прокладки вдоль продольных сторон токоведущего стержня вплотную к ним, причем, все прокладки выполняют из плотного картона или дерева, а толщина их составляет 0,016 - 0,017 ширины токоведущего стержня.
При высокотемпературном нагревании указанных прокладок без доступа воздуха (за счет заливки чугуна) происходит их сухая перегонка с образованием легкосжимаемого высокопористого электропроводного слоя древесного угля, который компенсирует тепловое расширение токоведущего стержня.
П р и м е р. В паз угольного блока укладывают токоведущий стержень. Вдоль продольных и поперечных сторон стержня устанавливают прокладки из плотного картона. В пространство между прокладками и стенками паза угольного блока заливают расплавленный чугун. При эксплуатации катодной секции исключается образование как поперечных, так и угловых трещин в
стенках паза угольного блока и его разрушение.
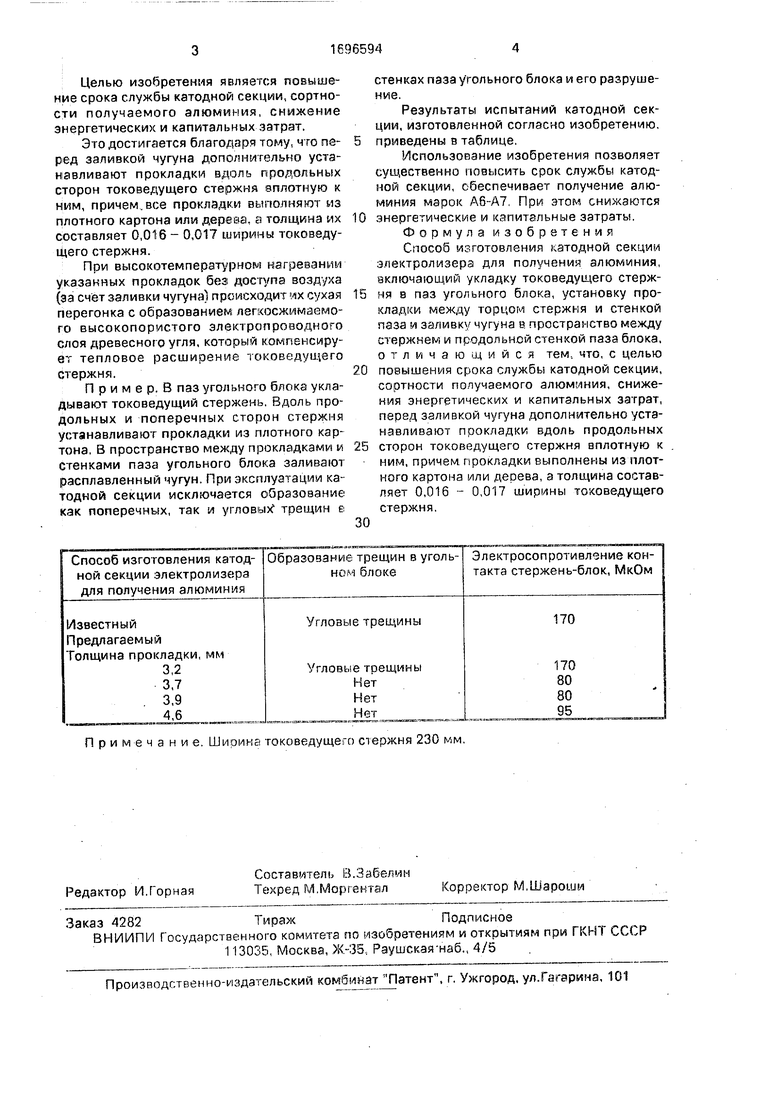
Результаты испытаний катодной секции, изготовленной согласно изобретению.
приведены в таблице.
Использование изобретения позволяет существенно повысить срок службы катодной секции, обеспечивает получение алюминия марок А6-А7, При этом снижаются
энергетические и капитальные затраты. Формула изобретения Способ изготовления катодной секции электролизера для получения алюминия, включающий укладку токоведущего стержня в паз угольного блока, установку прокладки между торцом стержня и стенкой паза и заливку чугуна в пространство между стержнем и продольной стенкой паза блока, отличающийся тем, что, с целью
повышения срока службы катодной секции, сортности получаемого алюминия, снижения энергетических и капитальных затрат, перед заливкой чугуна дополнительно устанавливают прокладки вдоль продольных
сторон токоведущего стержня вплотную к ним, причем, прокладки выполнены из плотного картона или дерева, а толщина составляет 0,016 - 0,017 ширины токоведущего стержня.
| название | год | авторы | номер документа |
|---|---|---|---|
| Катодная секция электролизера для получения алюминия | 1985 |
|
SU1346696A1 |
| Подовая секция алюминиевого электролизера | 1987 |
|
SU1475986A1 |
| Катодная секция алюминиевого электролизера | 1988 |
|
SU1675391A1 |
| Катодная секция алюминиевого электролизера | 1989 |
|
SU1622426A1 |
| Способ монтажа подовой секции алюминиевого электролизера | 1982 |
|
SU1062312A1 |
| Катодная секция алюминиевого электролизера | 1980 |
|
SU926079A1 |
| ПОДИНА ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ И СПОСОБ ЕЕ МОНТАЖА | 1991 |
|
RU2037565C1 |
| СПОСОБ МОНТАЖА КАТОДНОЙ СЕКЦИИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2014 |
|
RU2575524C2 |
| Подовая секция алюминиевого электролизера | 1987 |
|
SU1475987A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТОДНОЙ СЕКЦИИ ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 2000 |
|
RU2186879C2 |
Изобретение относится к промышленному электролизу. Цель изобретения - повышение срока службы катодной секции, сортности получаемого алюминия снижение энергетических и капитальных затрат. 2 Для этого осуществляют укладку токоведущего стержня в паз угольного блока, вдоль продольных и поперечных сторон токоведущего стержня вплотную к ним устанавливают прокладки из плотного картона или дерева толщиной 0,016 - 0,017 ширины токоведущего стержня. Затем в пространство между токоведущим стержнем и продольной стенкой паза угольного блока заливают -чугун. При эксплуатации катодной секции полностью исключается образование в угольном блоке как поперечных, так и угловых трещин. Благодаря этому повышается срок службы катодной секции, обеспечивается получение алюминия марок А6-А7, снижаются энергетические и капитальные затраты. 1 табл. w Ј
Примечание. Ширина токоведущего стержня 230 мм.
| Р.Ж | |||
| Металлургия, 1974, реф | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Устройство катодного узла электролизера для получения алюминия | 1976 |
|
SU685162A3 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
