Изобретение относится к машиностроению, а именно к тер.мообработке изделий с центральным отверстием преимущественно с выступающей ступицей, и может быть использовано для укладки изделий типа колес, дисков, ступиц и т. п. для термообработки их в печах.
Цель изобретения - повыщение производительности печи за счет более плотной укладки изделий.
Пример 2. Укладка колес, содержащих выступающую ступицу.
Укладка колес производится аналогично примеру 1, только колеса на стойках поочередно на рядах между слоями располагают со встречной ориентацией их ступиц, т. е. на первом ряду колеса устанавливают ступицей вверх, а на щтан- ге и на втором ряду ступицей вниз и т. д., образуя каждый слой укладки.
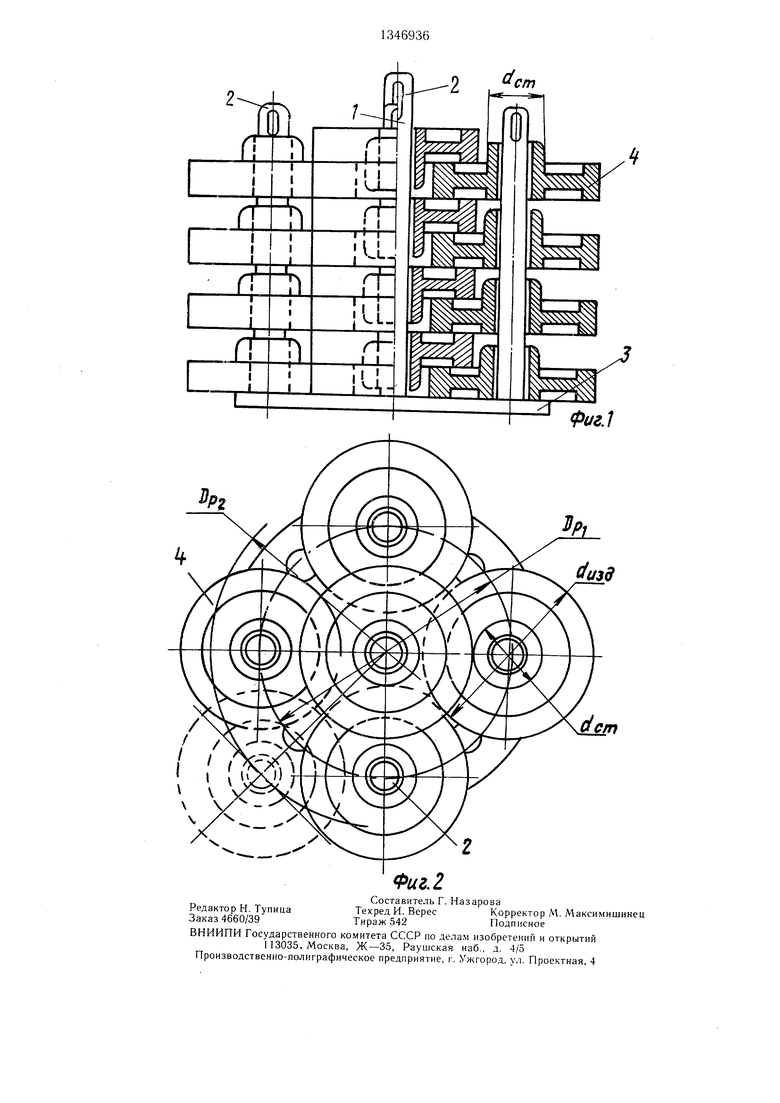
На фиг. 1 показано приспособление В этом случае предлагаемый способ позво- с укладки изделий (колес) по предлагае-ляет увеличить производительность в 2,8-3
раза, в зависимости от размеров колес, за счет более плотной укладки таких изделий по сравнению с известным спосо- 1 бом.
Укладка изделий внахлестку позволяет разгрузить стрйки и опорный диск от изгибающих нагрузок за счет удержания колес, перекрывающих друг друга своей массой, что позволяет уменьшить массу
штанга и стойки укреплены на опорном дис- 20 и размеры фиксирующих элементов - стоек, ке 3. Концентричные ряды стоек устанавливают между собой на расстоянии, меньшем диаметра изделий, чтобы обеспечить частичное перекрытие концевых участков изделий между собой.
Пример 1. Укладка изделий с центральным отверстием.
мому способу, общий вид с частичным разрезом; на фиг. 2 - то же, вид сверху, пунктиром показано изделие возможного второго ряда изделий.
Способ реализуется с помощью приспособления, содержащего вертикальную штангу 1, вертикальные фиксирующие эле- .менты стойки 2, расположенные относительно штанги концентричными рядами, при том
Формула изобретения
25
Укладку колес 4 производят и на щтан- гу 1, и на стойки 2, причем поочередно слоями в шахматном порядке между
1. Способ укладки изделий с центральным отверстием при термообработке их в печи, включающий поярусное размещение изделий с образованием зазора между ярусами, на фиксирующих элементах, вертикально установленных на опорном диске концентричными рядами относительно его
рядами - сначала укладывают колеса jQ отличающийся тем, что, с целью
повышения производительности печи за счет более плотной укладки изделий, поярусное размещение изделий на фиксирующие элементы осуществляют поочередно слоя.ми в шахматном порядке относительно концентре рических рядов фиксирующих эле.ментов с частичным перекрытие.м концевых участков изделий между собой в каждом слое, при этом размещение изделий начинают с центрального или крайнего ряда фиксирующих элементов.
на стоики первого ряда, окружающие щтан- гу, потом на штангу и, если есть второй ряд, по следующему ряду, далее опять на стойки первого ряда, потом на штангу и стойки второго ряда и т. д. (на фиг. 1 показаны колеса со ступицей, а без ступиц аналогично, только стойки еще ближе сдвинуты к штанге).
Колеса при таком способе устанавливаются обращенными друг к другу консольными частями (т. е., соприкасающимися частя.ми) смежных рядов - на штанге и на первом ряду; на первом ряду и на втором ряду - между их слоями внахлестку. При такой укладке производительность возрастает в 2,5 раза
40
2. Способ по п. 1, отличающийся тем, что при термообработке изделий с односторонне выступающей ступицей, изделия располагают на фиксирующих эле.ментах
за счет увеличения массы садки в печь, . со встречной ориентацией ступиц между
т. е. за счет повышения плотности укладки.
слоями.
Пример 2. Укладка колес, содержащих выступающую ступицу.
Укладка колес производится аналогично примеру 1, только колеса на стойках поочередно на рядах между слоями располагают со встречной ориентацией их ступиц, т. е. на первом ряду колеса устанавливают ступицей вверх, а на щтан- ге и на втором ряду ступицей вниз и т. д., образуя каждый слой укладки.
В этом случае предлагаемый способ позво- ляет увеличить производительность в 2,8-3
фиксирующих элементо
Формула изобретения
20 и размеры фиксирующих элементов - стоек,
25
1. Способ укладки изделий с центральным отверстием при термообработке их в печи, включающий поярусное размещение изделий с образованием зазора между ярусами, на фиксирующих элементах, вертикально установленных на опорном диске концентричными рядами относительно его
2. Способ по п. 1, отличающийся тем, что при термообработке изделий с односторонне выступающей ступицей, изделия располагают на фиксирующих эле.ментах
слоями.
Фиг. 2
Редактор Н. Тупица Заказ 4660/39
Составитель Г. Назарова
Техред И. ВересКорректор М. Максимишинец
Тираж 542Подписное
ВНИИПИ Государственного комитета СССР по делам изобретении и открытий
1 13035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ул город, ул. Проектная, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ТЕРМООБРАБОТКИ ЛИСТОВЫХ ИЗДЕЛИЙ | 2000 |
|
RU2201974C2 |
| Группирователь рядов кирпича | 1978 |
|
SU806423A1 |
| Толкающий шаговый конвейер для перемещения колесных машин | 1989 |
|
SU1708713A1 |
| ВЕТРОДВИГАТЕЛЬ | 1992 |
|
RU2049265C1 |
| Установка для термообработки изделий | 1981 |
|
SU1014926A1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ КОРНЕВИЩ КОРНЕОТПРЫСКОВЫХ СОРНЯКОВ, ПРЕИМУЩЕСТВЕННО КОРНЕЙ И КОРНЕВИЩ СОЛОДКИ, И МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2160524C1 |
| Способ штабелирования лотков с выступающими трехгранными стойками, элемент крепления лотков в пакете и элемент крепления пакетов из лотков при штабелировании | 1989 |
|
SU1761622A1 |
| Электропечь для нагрева длинномерных изделий | 1976 |
|
SU655735A1 |
| КОЛЕБЛЮЩИЙСЯ ПРЕОБРАЗОВАТЕЛЬ ЭНЕРГИИ (ВАРИАНТЫ) | 2008 |
|
RU2386855C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ КОНТРОЛЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2001 |
|
RU2270798C2 |
Изобретение относится к машиностроению, а именно к способу укладки изделий с центральным отверстием типа колес, дисков, ступиц, и т. д. при термообработке их в печи. Цель изобретения - повышение . производительности печи за счет более плотной укладки изделий. Способ реализуется с помощью приспособления, содержаш,его опорный диск со штангой и с фиксируюшими вертикальными стойками, размешенными на нем концентричными рядами. Укладка изделий производится их центральным отверстием на штангу и стойки поочередно слоями и в шахматном порядке между рядами стоек, устанавливая при этом обрашенные друг к другу консольные части изделий смежных рядов указанных стоек между их слоями внахлестку. При укладке изделий с выступающей ступицей, изделия на штанге и стойках располагаются со встречной ориентацией из ступиц между слоями. Г з.п. ф-лы, 2 ил. СА:) N О5 со со 05
| Райцес В | |||
| Б | |||
| Технология химико- термической обработки на машиностроительных заводах | |||
| Приводный механизм в судовой турбинной установке с зубчатой передачей | 1925 |
|
SU1965A1 |
| Пишущая машина | 1922 |
|
SU37A1 |
