Изобретение относится к устройствам для термообработки листовых изделий, преимущественно дисков пил.
Известна установка для закалки листовых изделий [1], в которой изделие фиксируется плитами, для чего одна из плит прижимается к другой, при этом исключается деформация нагретого изделия под действием сил собственного веса. Однако поверхность плит при этом полностью прилегает к поверхностям изделия, в связи с чем при термообработке возможно образование разнородных структур обрабатываемой детали. Кроме того, листовые изделия на все время термообработки находятся в фиксированном состоянии, в связи с чем при перепаде температур возможно получение значительной деформации и кривизны изделий. При этом устройство низкопроизводительно, так как предназначено для единовременной обработки только одного диска.
Известен также пресс для отпуска дисков с плитами, выполненными в виде коаксильно расположенных колец с индивидуальными нагревательными элементами [2]. При использовании данного устройства возможно изменение температуры нагрева дисков. Однако использовать устройство можно только для отпуска дисков, для проведения закалки необходимо диск пилы из устройства вынимать, что приводит к его короблению.
Известен также способ термической обработки тонких дисков, при котором фиксирование формы дисков при охлаждении ведут бесконтактным методом с помощью воздушной подушки [3] . При этом в устройстве обрабатываемый диск и плиты (аэростатические опоры) не прилегают друг к другу, что позволяет получать однородную структуру детали после термообработки. Однако процесс трудоемок, необходим подбор давления сжатого воздуха и температуры в зависимости от марки стали и толщины листа. Листы большой толщины обрабатывать данным способом для получения минимальной неплоскостности со слабыми прижимом невозможно. Кроме того, способ низкопроизводителен - возможна единовременная обработка только одного листа.
Известна также установка для закалки листовых изделий, содержащая нагревательную печь, закалочную ванну, устройство транспортирования изделий из нагревательной печи в закалочную ванну, держатель принудительного фиксирования формы изделия, выполненного в виде вертикально установленных в ванне плит с пазами для держателя, одна из которых имеет возможность перемещения, при этом установка снабжена связанной с устройством транспортирования изделия из нагревательной печи в закалочную ванну горизонтальной направляющей и кареткой, установленной на направляющей и соединенной с ней посредством пружины, а держатель выполнен в виде подвески, связанной с кареткой, при этом одна из плит имеет возможность горизонтального перемещения [4] - прототип.
Однако поверхность плит во время закалки не прилегает к поверхности листового изделия, что вызывает коробление последнего при обработке. Последующая фиксация листового изделия с целью отпуска после закалки не обеспечивает хорошую плоскостность листового изделия. Для проведения фиксации листового изделия используется гидроцилиндр, который и регулирует давление на изделие. При этом различное время обработки и давление на обрабатываемое изделие приводит к различной плоскостности последних. Способ низкопроизводителен и возможна обработка на установке только листов определенной толщины (требуется настройка установки). Кроме того, сама установка дорогостоящая и сложна в эксплуатации. При этом следует указать, что температура отпуска не контролируется и невозможно точное обеспечение температурного режима отпуска.
Желаемыми техническими результатами изобретения являются увеличение производительности за счет термообработки нескольких листовых изделий одновременно; повышение качества дисковых пил за счет получения требуемой плоскостности.
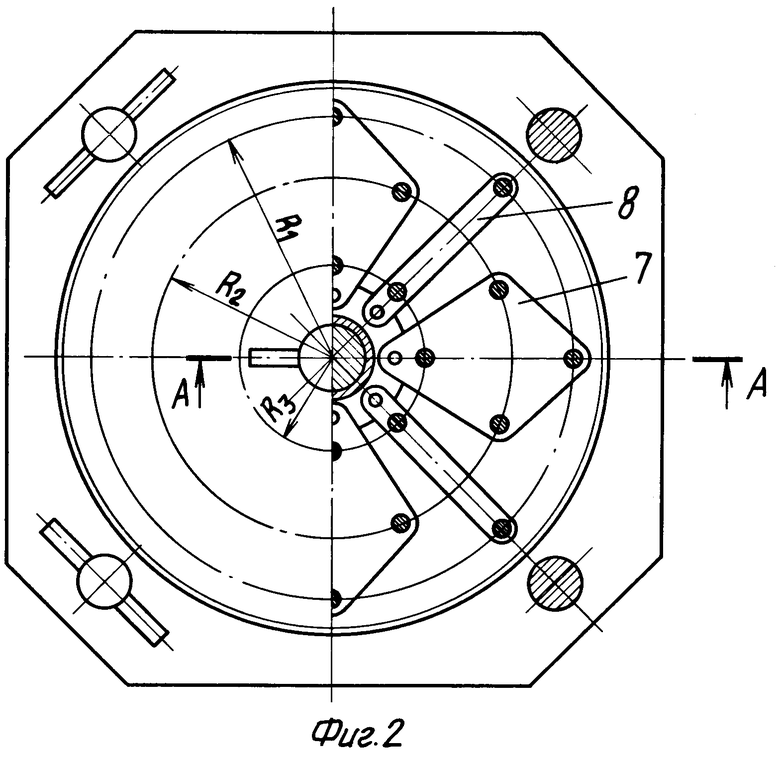
Для достижения этого устройство для термообработки листовых изделий, состоящее из плит, между которыми осуществляется их фиксирование при термообработке, дополнительно снабжено элементами фиксации листовых изделий, выполненными в виде секторов и пластин. причем плоскости листовых изделий опираются на опоры, расположенные в секторах и пластинах по трем окружностям, радиусы которых составляют 9/10, 7/10 и 35/100 от радиуса обрабатываемого листового изделия, площадь каждой опоры составляет 0,05% от площади обрабатываемого листового изделия при общей площади опор не более 1,5% от площади обрабатываемого листового изделия, а опоры с помощью стоек и клиньев жестко фиксируют листовые изделия.
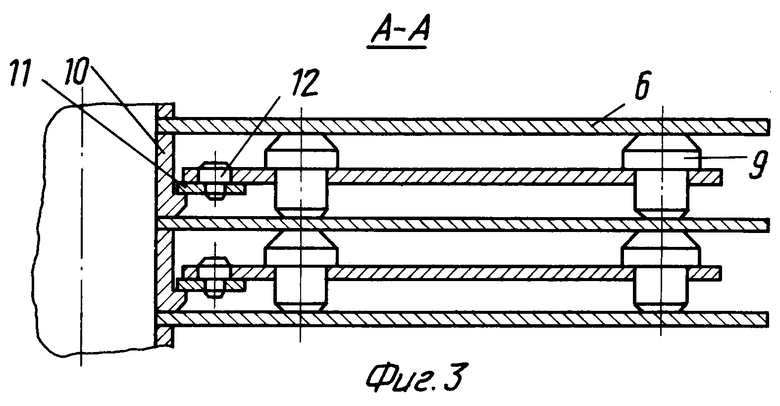
На фиг. 1, 2, 3 представлено заявляемое устройство. Устройство содержит верхнюю (1) и нижнюю (2) плиты с пропущенными через них стойками (3) и (4). Стяжка осуществляется с помощью клиньев (5). Обрабатываемые листовые изделия (диски пил) (6) располагаются вперемежку с секторами (7) и пластинами (8) с помощью опор (9), располагаемых последовательно. На центральной стойке (3) между дисками (6) расположены втулки (10) с надетыми на них кольцами (11), фиксирующими положение секторов (7) и пластин (8) с помощью штифтов (12). Опоры (9) расположены равномерно по трем окружностям, радиусы которых составляют 9/10, 7/10 и 35/100 от радиуса обрабатываемого листового изделия. При этом площадь каждой опоры составляет 0,05% от площади обрабатываемого листового изделия, при общей площади опор не более 1,5% от площади обрабатываемого изделия. Вышеуказанные площади опор позволяют обеспечить получение требуемых структур при термообработке дисков, при увеличении заявляемых параметров возможно получение локальных изменений структуры при термообработке в месте контакта диск-опора.
Устройство собирается и работает следующим образом. На нижнюю плиту (2) с пропущенными через нее стойками (3) и (4) укладываются листовые изделия (диски пил) (6) вперемежку с секторами (7) и пластинами (8). При этом укладка осуществляется в следующей последовательности. На центральную стойку (3) надевается втулка (10) с надетой на нее кольцом (11). Далее на кольце (11) фиксируются сектора (7) и пластины (8) с помощью штифтов (12). После чего на опоры (9) укладывается обрабатываемое листовое изделие (6). Далее надевается следующая втулка (10) и операция наборки повторяется. После сборки последнего ряда секторов (7) и пластин (8) надевается верхняя плита (1). Стяжка осуществляется с помощью клиньев (5), установленных в пазах четырех стоек (4) и в центральной стойке (3). После сборки устройство за прорезь в стойке (3) транспортируется к печи для термообработки.
Термическая обработка дисков из стали 9ХФМА проводилась на листах толщиной 6 мм, находящихся в заявляемом устройстве (фиг.1) по следующему режиму. Закалка: загрузка устройства с листами в печь при температуре 500-600oС, нагрев до температуры 800oС, выдержка 20 минут, охлаждение в масле при интенсивном его перемешивании. Отпуск: загрузка устройства с листами после закалки в печь при температуре 590-600oС, выдержка 1,5 часа, охлаждение на воздухе. Все время термообработки диски находились в заявляемом устройстве, что позволило исключить их коробление и получить требуемую плоскостность (отклонение от плоскости менее 0,3 мм). Кроме того, использование заявляемого устройства позволило повысить производительность - одновременно обрабатывается до 6 дисков для пил.
Источники информации
1. Авторское свидетельство N 2010871, кл С 21 D 9/24.
2. Авторское свидетельство N 639948, кл С 21 D 9/24.
3. Авторское свидетельство N 1216228, кл С 21 D 9/24.
4. Авторское свидетельство N 1305185, кл С 21 D 9/24. .
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЗУБЬЕВ ДИСКОВ ПИЛ | 2004 |
|
RU2259408C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДИСКОВ ПИЛ ГОРЯЧЕЙ РЕЗКИ ПРОКАТА | 1997 |
|
RU2112053C1 |
| СПОСОБ ЗАКАЛКИ ДЕТАЛЕЙ | 2002 |
|
RU2212455C1 |
| УСТРОЙСТВО ДЛЯ ЗАКАЛКИ МЕТАЛЛИЧЕСКИХ ШАРОВ | 1999 |
|
RU2151203C1 |
| СПОСОБ ГИБКИ И ОБЪЕМНО-ПОВЕРХНОСТНОЙ ЗАКАЛКИ РЕССОРНЫХ ЛИСТОВ ИЗ СТАЛЕЙ ПОНИЖЕННОЙ ПРОКАЛИВАЕМОСТИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2422542C1 |
| СТАЛЬ | 1999 |
|
RU2154693C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ ХРОМОМОЛИБДЕНОВАНАДИЕВЫХ СТАЛЕЙ | 1992 |
|
RU2033438C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДИСКОВ ПИЛ ГОРЯЧЕЙ РЕЗКИ ПРОКАТА | 1996 |
|
RU2113512C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ЛЕНТЫ И ЛИНИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2213151C1 |
| СПОСОБ ПРОИЗВОДСТВА ИНСТРУМЕНТАЛЬНОГО ВЫСОКОПРОЧНОГО ЛИСТОВОГО ПРОКАТА | 2016 |
|
RU2631063C1 |
Изобретение относится к устройствам для термообработки листовых изделий, преимущественно дисков пил. Устройство содержит центральную стойку, на которую надевают втулку с кольцом. На кольце фиксируют сектора и пластины с опорами с помощью штифтов. Опоры расположены в секторах и пластинах по трем окружностям, радиусы которых составляют 9/10, 7/10 и 35/100 от радиуса обрабатываемой дисковой пилы, при этом площадь каждой опоры составляет 0,05% от площади обрабатываемой пилы при общей площади опор не более 1,5% от площади пилы. Пилы укладывают на опоры, надевают следующую втулку с кольцом и повторяют операцию набора. После сборки последнего ряда секторов и пластин надевают верхнюю плиту. Стяжку ведут с помощью клиньев, установленных в пазах четырех стоек и в центральной стойке. Использование изобретения позволяет увеличить производительность за счет одной термообработки нескольких изделий одновременно, повысить качество дисковых пил за счет получения требуемой плоскостности и увеличить эксплуатационную стойкость дисковых пил за счет снижения остаточных напряжений, возникающих при правке. 3 ил.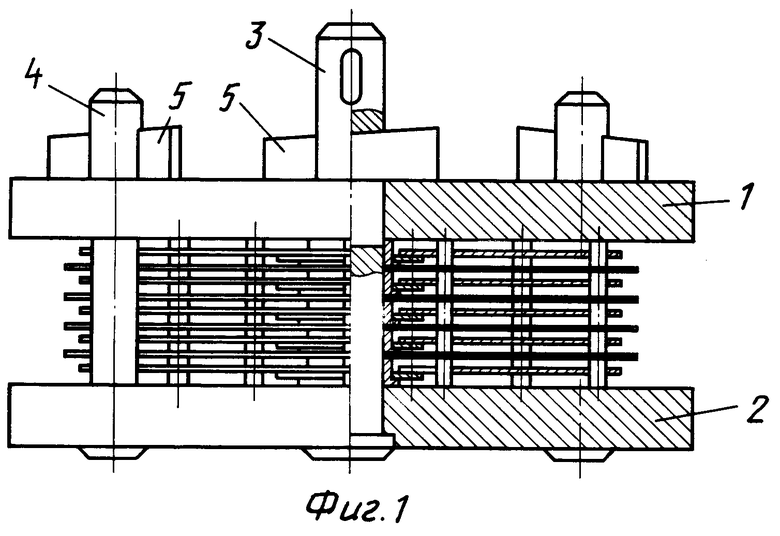
Устройство для термообработки листовых изделий, преимущественно дисков пил, состоящее из плит, между которыми осуществляется их фиксирование при термообработке, отличающееся тем, что оно снабжено элементами фиксации листовых изделий, выполненными в виде секторов и пластин, причем плоскости листовых изделий опираются на опоры, расположенные в секторах и пластинах по трем окружностям, радиусы которых составляют 9/10, 7/10 и 35/100 от радиуса обрабатываемого листового изделия, площадь каждой опоры составляет 0,05% от площади обрабатываемого листового изделия при общей площади опор не более 1,5% от площади обрабатываемого листового изделия, а опоры с помощью стоек и клиньев жестко фиксируют листовые изделия.
| Установка для закалки листовых изделий | 1984 |
|
SU1305185A1 |
| Устройство для фиксации изделий при термообработке | 1990 |
|
SU1735394A1 |
| УСТРОЙСТВО для ОТПУСКА дисков пил | 0 |
|
SU393324A1 |
| Способ термической обработки листовых деталей | 1975 |
|
SU571521A1 |

