Изобретение относится к обработке металлов давлением, а именно к изготовлению из листовых заготовок деталей с бортом, и может быть использовано в различных отраслях промышленности: машиностроительной, авиационной, приборостроительной и др.
Цель изобретения - повышение качества и расширение технологических возможностей путем изготовления деталей из труднодеформируемых сплавов.
На фиг. 1 представлена схема, поясняющая пример осуществления предлагаемого способа (слева от оси по- казано положение заготовки в начальный момент штамповки, справа от оси - в конечной стадии процесса); на фиг. 2 - схема отбортовки и кривые изменения температуры (а) и сопротив- ления деформированию (б) по радиусу заготовки.
Согласно предлагаемому способу заготовку 1 с предварительно пробитым под отбортовку отверстием помещают на матрицу 2, установленную в обойме 3 и электроизолированную от нее прокладками А, и с помощью кольца 5 создают необходимое усилие прижима. Затем внутреннюю торцовую поверхность заготовки вводят в контакт с боковой поверхностью пуансона 6. От трансформатора 7 при помощи шин 8 и 9, пуансона 6, матрицы 2 и прижимного кольца 5 через заготовку в радиальном направлении пропускают электрический ток и нагревают материал заготовки у кромки ее отверстия до температуры горячей обработки давлением материалов, при этом в радиальном направлении заготовки на участке в зазоре между пуансоном и матрицей путем изменения силы тока создают распределение температуры, например для труднодеформируемых титановых сплавов, по закону кривой второго порядка.
Т.
- rj
R, текущий радиус очага деформации
Кд - радиус отверстия матрицы; Т - температура заготовки в сечении радиуса Ry; Tg - температура заготовки у
кромки матрицы;
m - постоянный коэффициент, затем производят отбортовку.
5 0
5
- GS0
5
0
5
0
5
Электронагрев путем пропускания тока в направлении радиуса заготовки с распределением температуры по указанному соотношению позволяет создать переменное по очагу деформаций сопротивление деформированию б, материала заготовки: меньшее значение у кромки отверстия и большее на участке сопряжения борта с фланцем, что исключает разрушение опасного сечения заготовки у кромки отверстий, обеспечивает стабильнисть процесса отбортовки.
Пример. Способ опробован при отбортовке отверстий на заготовках из титанового сплава ВТ5-1 толщиной 1,5 мм. Получали детали с диаметром отверстия борта 50 мм. Нагрев очага деформаций осуществляли до 750 ... 800°С в зоне контакта заготовки с пуансоном и А50 ... 500°С на участке сопряжения борта с фланцем током 1200 А. При этом получены детали, на которых отсутствовали дефекты в виде искажений формы и трещин, причем величина допускаемых степеней деформации возросла с О,25...О,30 до О,65...О,70.
Предлагаемый способ позволяет изготовить детали с бортом из любых электропроводных труднодеформируемых сплавов, в частности сплавов на основе титана, никеля и др.увеличить степень деформации за один переход не менее чем в 1,5-2,0 раза, причем имеет место высокое качество изделий: отсутствуют дефекты поверхности, предотвращается появление трещин и разрывов в торцовой части борта. Формула изобретения
Способ изготовления деталей с бортом из листовой заготовки, включающий предварительную пробивку отверстия в заготовке, нагрев заготовки и последующую отбортовку отверстия пуансоном, отличающий- с я тем, что, с целью повышения качества и расширения технологических возможностей путем изготовления деталей из труднодеформируемых сплавов, нагрев заготовки осуществляют локально у кромки отверстия заготовки в зоне контакта ее с пуансоном до тем-- пературы, равной (0,35-0,5) Т, при этом по радиусу заготовки от кромки отверстия в направлении к фланцу температуру распределяют по кривой второго порядка с уменьшением температуры к фланцу.
Редактор С.Лисина
Составитель Н.Чернилевская
Техред А.Кравчук Корректор И.Муска
Заказ 5142/8
Тираж 730Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОТБОРТОВКИ ОТВЕРСТИЙ | 1993 |
|
RU2105626C1 |
| СПОСОБ ОТБОРТОВКИ ОТВЕРСТИЙ В ЛИСТОВОЙ ЗАГОТОВКЕ | 1998 |
|
RU2153405C2 |
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ДВОЙНОГО ДЕЙСТВИЯ | 2011 |
|
RU2502575C2 |
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ПРОСТОГО ДЕЙСТВИЯ | 2011 |
|
RU2527820C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КОРОБЧАТЫХ В ПЛАНЕ КВАДРАТНЫХ ДЕТАЛЕЙ С ОТВЕРСТИЕМ В ДОННОЙ ЧАСТИ ПУТЕМ СОВМЕЩЕНИЯ ВЫТЯЖКИ И ОТБОРТОВКИ | 2011 |
|
RU2490084C2 |
| Способ штамповки деталей с наклонным фланцем | 1983 |
|
SU1174125A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ТРУБНОЙ ЗАГОТОВКИ | 1997 |
|
RU2122478C1 |
| СПОСОБ ФОРМОВКИ ПАТРУБКОВ В ЛИСТОВЫХ ДЕТАЛЯХ | 2013 |
|
RU2542034C2 |
| Способ отбортовки | 1980 |
|
SU1003965A1 |
| Способ вытяжки полых изделий из листовой заготовки | 1989 |
|
SU1754280A1 |

Изобретение относится к обработке металлов давлением и может быть использовано в авиационной, машиностроительной, приборостроительной и других отраслях промышленности при изготовлении деталей с бортом, преимущественно из труднодеформируемых сплавов. Цель изобретения - по- вьш1ение качества и расширение технологических возможностей путем изготовления деталей из труднодеформируемых сплавов. Заготовку 1 с предварительно пробитым отверстием помещают на матрицу 2 под прижим 5 и вводят пуансон 6 в контакт с внутренней торцовой поверхностью заготовки для обеспечения прохождения электрического тока. Затем включают трансформатор 7 и при помощи электроподводящих шин 8 и 9, пуансона 6, матрицы 2 и прижима 5 через заготовку 1 в радиальном направлении пропускают электрический ток, при этом в очаге деформаций создается перепад температур по закону кривой второго порядка. Поддерживают перепад путем изменения тока. Это создает переменное по очагу деформаций сопротивление деформированию материала заготовки: меньшее значение - у кромки отверстия и большее - на участке сопряжения борта с фланцем. 2 ил. сл , CAD 4 X)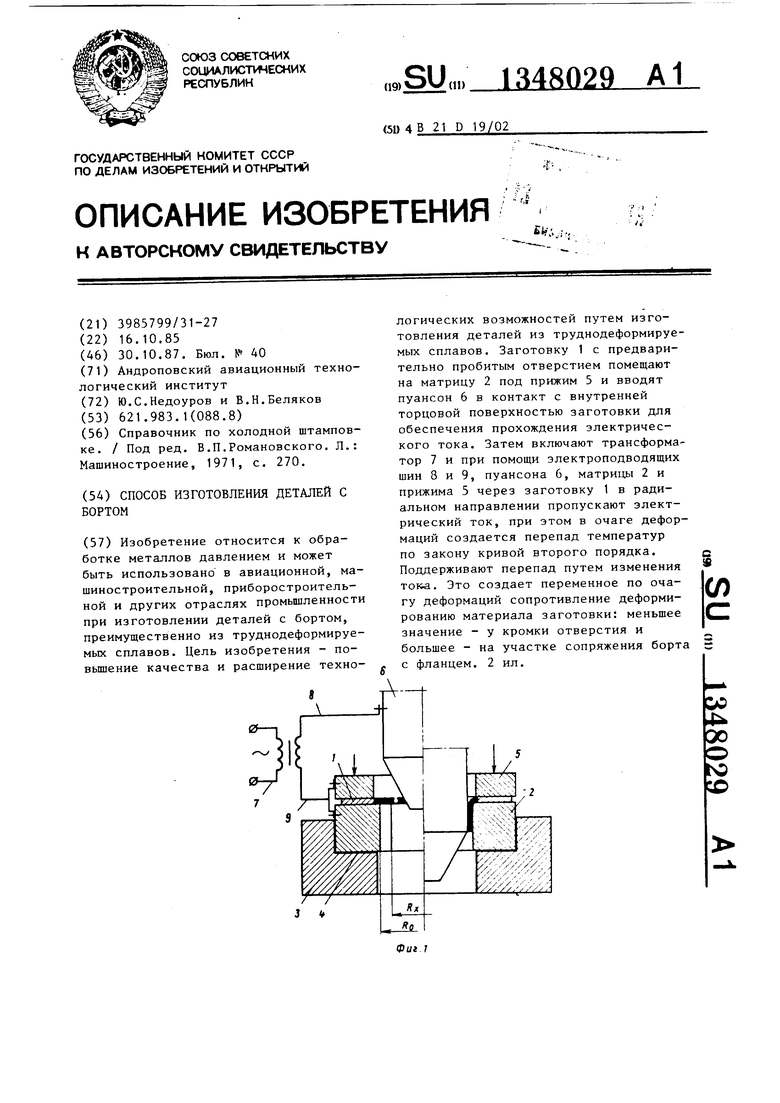
| Справочник по холодной штамповке | |||
| / Под ред | |||
| В.П.Романовского | |||
| Л.: Машиностроение, 1971, с | |||
| Приспособление для уменьшения дымовой тяги паровоза | 1920 |
|
SU270A1 |
