1
Изобретение относится к обработке металлов давлением и может быть использовано в отраслях машиностроения, где требуется изготавливать полые детали без дна с широким фланцем и с большой относительной высотой.
Известен способ отбортовки, при котором деформируют зону заготовки, расположенную вокруг предварительно образованного в ней отверстия 1.
Недостатком этого способа является невозможность получения большой высоты борта штампуемых деталей, обусловленная тем, что под действием растягивающих напряжений, борт детали утоняется и наименьшую толшину имеет у края борта. Кроме того, процесс отбортовки лимитируется образованием трещин и разрывов по краю борта при достижении определенной (предельной для данного случая) степени деформации, что приводит к уменьшению высоты борта штампуемой детали.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому является способ отбортовки с утонением стенки, при котором деформируют зону заготовки, расположенную вокруг
предварительно образованного в ней отверстия 2.
Однако, хотя этот способ отбортовки с утонением и обеспечивает увеличение высоты борта детали по сравнению с обычной отбортовкой, но позволяет получать высоту отбортовки не более 7-7,5 толшин заготовки.
Цель изобретения - повышение относительной высоты борта.
Указанная цель достигается тем, что в
10 способе отбортовки плоских заготовок с предварительно выполненным отверстием путем деформирования заготовки в зоне, прилегающей к отверстию, после достижения степени деформации соответствующей 15 не менее 90% предельно допустимого коэффициента отбортовки одновременно с деформированием осуществляют травление концевой части борта.
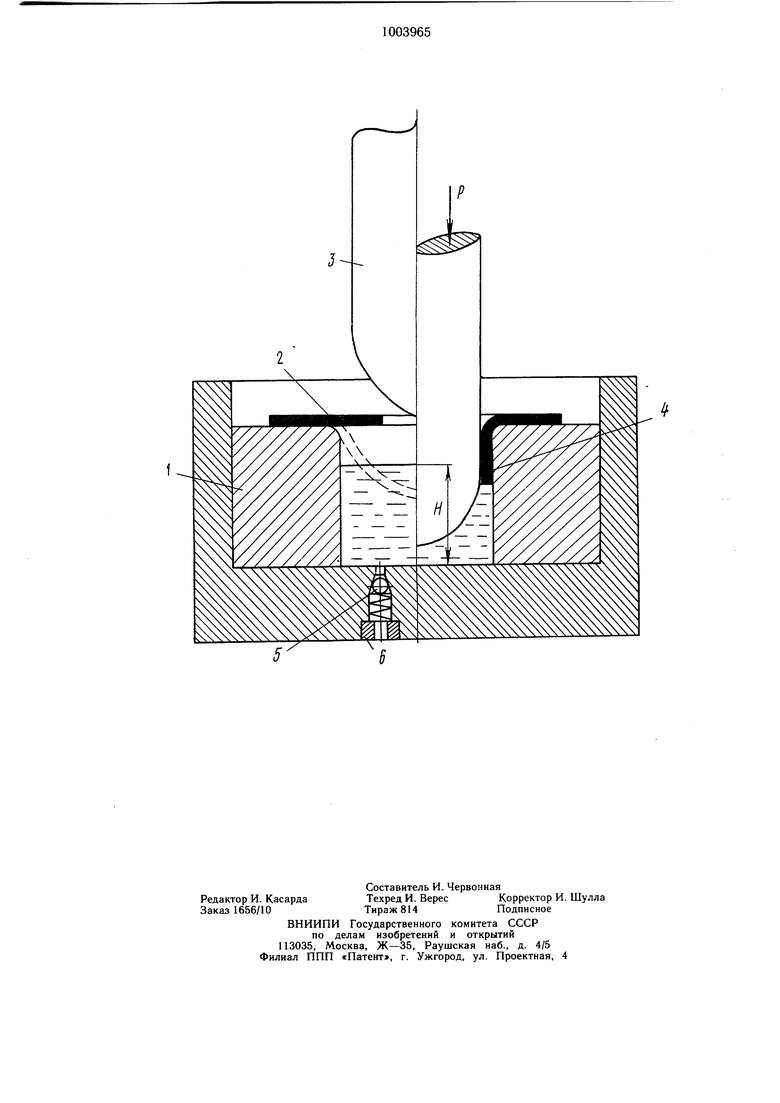
На чертеже предоставлена схема устройства, реализующего указанный способ.
20
На матрицу 1, наполненную раствором кислот или щелочью в зависимости от штампуемого материала (для стальных деталей применяют раствор кислот, для деталей из алюминиевых сплавов используют щелочи).
устанавливают кольцевую заготовку 2. Под действием усилия Р отбортовки пуансон 3 изгибает заготовку по кромке матрицы 1.
При достижении степени деформации, равной предельно допустимого коэффициента отбортовки, концевач часть борта погружается в раствор (пунктирная линия) , который вступает в химическую реакцию с материалом заготовки 2, вследствие чего с концевой части борта детали 4 производится съем (травление) материала, обеспечивающий удаление микротрещин, образующихся при достижении предельной степени деформации.При дальнейщем опускании пуансона 3 давление раствора в полости матрицы 1 увеличится и раствор через клапан 5 и отверстие 6 постепенно вытекает из полости матрицы 1, вследствие чего травление металла будет происходить только с той части борта, материал которой растянут со степенью деформации выше предельной. При необходимости исходная заготовка может иметь толщину больщую, чем толщина борта готовой детали на величину, равную толщине стравливаемого металла.
Пример конкретного выполнения способа.
Кольцевую заготовку из алюминиевого сплава АМцМ с диаметром отверстия 12 мм, наружным диаметром 75 мм и толщиной 1,2 мм устанавливают на матрицу, полость которой диаметром 45 мм предварительно заполнена раствором едкого натрия, подогретым до 80°С. Уровень щелочи в полости матрицы ниже торцовой поверхности матрицы на 6 мм.
При нагружении пуансона усилием 1700 кг, материал изгибается вокруг матрицы и до погружения борта в щелочь степень деформации материала ниже 90% предельной степени деформации, при дальнейшем перемещении пуансона вниз деформирование происходит при погружении концевой части борта в раствор щелочи. Высота борта готовой детали составляет 16,5 мм, толщина стенки 1,1 мм по всей высоте борта.
Предлагаемый способ отбортовки с одновременной химической обработкой обеспечивает увеличение высоты борта по сравнению с известными в 2,5- 3 раза, что дает экономический эффект в размере 23 тыс. р. в год.
Формула изобретения
Способ отбортовки плоских заготовок с предварительно выполненным отверстием путем деформирования заготовки в зоне, прилегающей к отверстию, отличающийся
тем, что с целью повышения относительной высоты борта, после достижения степени деформации, соответствующей предельно не менее 90% допустимого коэффициента отбортовки, одновременно с деформированием
осуществляют травление концевой части борта.
Источники информации, принятые во внимание при экспертизе
1. Романовский В. П. Справочник по холодной щтамповке. Л., «Машиностроение, 1979, с. 218-219, рис. 183 и 184. 2. Там же, с. 221-225 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ТРОЙНИКОВ | 2014 |
|
RU2559623C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ЕМКОСТЕЙ | 1994 |
|
RU2074038C1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РАВНОПРОХОДНЫХ ТРОЙНИКОВ | 2006 |
|
RU2311982C1 |
| СПОСОБ ОТБОРТОВКИ ОТВЕРСТИЙ В ЛИСТОВОМ МАТЕРИАЛЕ | 2014 |
|
RU2590807C2 |
| Способ штамповки выдавливанием изделий с ребрами жесткости | 1989 |
|
SU1696079A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ТИПА ТРОЙНИКОВ, НАПРИМЕР КОРПУСОВ ВОДО- И ТЕПЛОСЧЕТЧИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК ГИДРОШТАМПОВКОЙ | 2005 |
|
RU2348478C2 |
| Способ изготовления полых стаканообразных изделий | 1983 |
|
SU1088842A1 |
| Способ изготовления полых изделий | 1989 |
|
SU1722656A1 |
| СПОСОБ ПОЛУЧЕНИЯ БОРТА ОТВЕРСТИЯ СЛОЖНОГО ПО ГЕОМЕТРИИ В ПЛАНЕ НА ДЕТАЛИ | 1994 |
|
RU2095176C1 |
| СПОСОБ ИСПЫТАНИЯ И ОЦЕНКИ ЭФФЕКТИВНОСТИ ТЕХНОЛОГИЧЕСКИХ СМАЗОК | 1996 |
|
RU2133460C1 |