Изобретение относится к области обработки металлов давлением, а именно к отбортовке отверстий в листовой заготовке, и может быть использовано в авиационной, судостроительной и других отраслях промышленности.
Известен способ отбортовки отверстий (авт. св. SU N 210803, B 21 D 19/08), при котором осаживают металл в зоне отхода заготовки и вырезают отверстия, причем заготовку устанавливают на образец, изготовленный из материала более прочного, чем материал заготовки, и осаживают их совместно.
Недостатком известного способа является применение больших усилий деформации, т. к. процесс осуществляется без нагрева, и, как следствие, происходит быстрый износ штамповой оснастки и оборудования. Особенно это относится к изготовлению деталей из труднодеформируемых материалов.
Известен способ отбортовки отверстий в листовой заготовке (авт.св. SU N 1297967, B 21 D 19/08, от 23.03.87), принятый в качестве прототипа и включающий размещение на матрице листовой заготовки с предварительно выполненным отверстием, ее нагрев в зоне деформирования индуктором, установленным со стороны заготовки, и отбортовку пуансоном.
Недостатком прототипа является сложность отбортовки отверстий с большой высотой борта в листовых заготовках из труднодеформируемых материалов.
Предлагаемое изобретение направлено на расширение технологических возможностей за счет обеспечения получения деталей из листовых заготовок, изготовленных из труднодеформируемых материалов, с отбортовкой отверстий с большой высотой борта.
Это достигается тем, что в способе отбортовки отверстий в листовой заготовке, включающем размещение на матрице листовой заготовки с предварительно выполненным отверстием, ее нагрев в зоне деформирования индуктором, установленным со стороны заготовки, и отбортовку пуансоном, в отличие от прототипа используют технологическую накладку, прижатую к заготовке по периметру со стороны наружной поверхности, имеющей отверстие, меньше, чем в заготовке, на две толщины технологической накладки, выполненной из более пластичного материала и установленной со стороны пуансона.
При таком расположении и выполнении технологической накладки и индуктора происходит следующее. При движении пуансона вниз с усилием P сначала происходит отбортовка отверстия в технологической накладке, что предотвращает трение пуансона о кромки листовой заготовки. Кроме того, так как технологическая накладка выполнена из более пластичного материала толщиной, равной или большей толщины заготовки, и с отверстием, меньшим, чем в заготовке, на две толщины технологической накладки, она менее подвержена разрушению. В первоначальный момент происходит отгиб борта в отверстии технологической накладки, а это оказывает давление на торец отверстия листовой заготовки вдоль нее, что предотвращает разрушение отверстия по торцу самой листовой заготовки. Расположение индуктора со стороны листовой заготовки также влияет положительно на процесс деформирования, так как нагреву подвергается в первую очередь зона деформации листовой заготовки. Все это в совокупности позволяет осуществлять отбортовку отверстий с большой высотой борта в листовых заготовках из труднодеформируемых материалов.
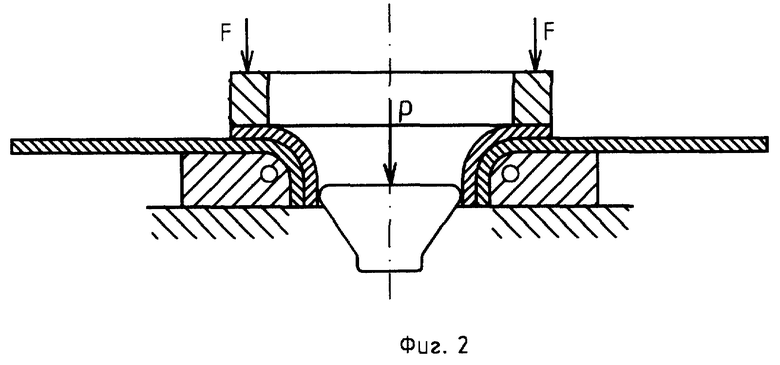
Сущность изобретения поясняется графическими материалами, где на фиг. 1 представлен общий вид устройства для отбортовки отверстий в листовой заготовке; на фиг. 2 - то же после отбортовки.
Реализацию способа осуществляют следующим образом. На матрицу 1 устанавливают листовую заготовку 2 с предварительно просеченным отверстием. Сверху на листовую заготовку устанавливают технологическую накладку 3 также с просеченным предварительно отверстием, меньшим, чем в заготовке, на две толщины технологической накладки, и выполненную из более пластичного материала с толщиной, равной или большей толщины листовой заготовки. После чего с наружной поверхности технологическую накладку прижимают с усилием F к листовой заготовке по периметру прижимом 4, выставляют пуансон 5 и включают индуктор 6, посредством которого листовая заготовка в зоне ее деформирования нагревается, и движением пуансона вниз с усилием P производят отбортовку отверстий.
Предложенный способ был опробован на листовой заготовке из титанового сплава ВТ20 толщиной 1,0 мм. В качестве технологической накладки применен титановый сплав ОТ4 толщиной 1,5 мм. В листовой заготовке и технологической накладке были выполнены предварительные отверстия диаметрами 40 мм и 37 мм соответственно. Листовая заготовка подвергалась нагреву до 950oC, а технологическая накладка - до 800oC. При этом высота борта отверстия в листовой заготовке была получена размером 15 мм. В результате реализации данного способа были изготовлены детали с отбортовкой отверстий с большой высотой борта из труднодеформируемых материалов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОТБОРТОВКИ ФЛАНЦЕВ В СТЕНКЕ ТРУБЫ | 1998 |
|
RU2139766C1 |
| УСТРОЙСТВО ДЛЯ ОТБОРТОВКИ ОТВЕРСТИЙ В ЛИСТОВЫХ ЗАГОТОВКАХ | 1998 |
|
RU2152284C1 |
| СПОСОБ ВЫТЯЖКИ ДЕТАЛЕЙ ИЗ ТОНКОЛИСТОВЫХ ЗАГОТОВОК | 1998 |
|
RU2148460C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ТРУБНОЙ ЗАГОТОВКИ | 1997 |
|
RU2122478C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ТРУБНОЙ ЗАГОТОВКИ | 1997 |
|
RU2122477C1 |
| СПОСОБ ОТБОРТОВКИ ОТВЕРСТИЙ | 1993 |
|
RU2105626C1 |
| СПОСОБ ВЫТЯЖКИ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1998 |
|
RU2146981C1 |
| ЗАГОТОВКА ДЛЯ ЛИСТОВОЙ ШТАМПОВКИ С ЭЛЕКТРОКОНТАКТНЫМ НАГРЕВОМ | 1995 |
|
RU2090287C1 |
| РАБОЧЕЕ ТЕЛО ДЛЯ ПЕРЕДАЧИ УСИЛИЯ ПРИ РАЗДАЧЕ ТРУБЫ | 2000 |
|
RU2205086C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1998 |
|
RU2155113C2 |
Использование: изобретение относится к обработке металлов давлением, а именно к отбортовке отверстий в листовых заготовках, и может быть использовано в авиационной, судостроительной и других отраслях промышленности. Сущность изобретения: на матрицу устанавливают листовую заготовку с предварительно просеченным отверстием. Сверху на листовую заготовку устанавливают технологическую накладку также с просеченным предварительно отверстием, меньшим, чем в заготовке, на две толщины накладки, и выполненную из более пластичного материала равной или большей толщины листовой заготовки. После чего с наружной поверхности технологическую накладку прижимают к листовой заготовке по периметру прижимом, выставляют пуансон и включают индуктор, посредством которого листовая заготовка в зоне ее деформирования нагревается, и движением пуансона вниз с усилием P производят отбортовку отверстия. Положительный эффект: в результате реализации данного способа были получены детали с отбортовкой отверстий большой высоты из труднодеформируемых материалов. 2 ил.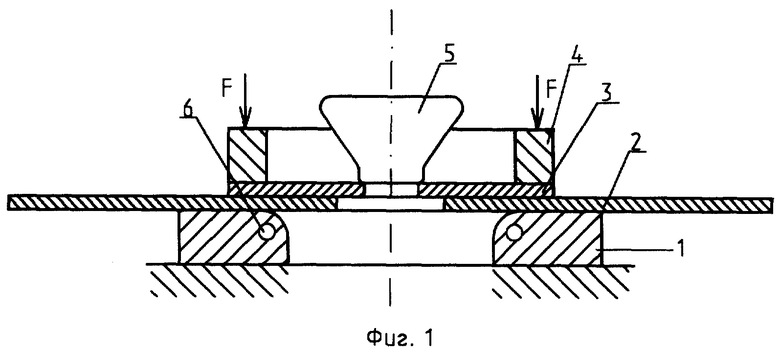
Способ отбортовки отверстий в листовой заготовке, включающий размещение на матрице листовой заготовки с предварительно выполненным отверстием, ее нагрев в зоне деформирования индуктором, установленным со стороны заготовки и отбортовку пуансоном, отличающийся тем, что используют технологическую накладку с предварительно выполненным в ней отверстием, размещают ее на листовой заготовке со стороны пуансона и прижимают к ней по периметру со стороны наружной поверхности, а отбортовку листовой заготовки осуществляют совместно с технологической накладкой, при этом технологическую накладку выполняют из более пластичного материала, чем материал листовой заготовки и толщиной, равной или превышающей толщину листовой заготовки, отверстие выполняют меньшим, чем в листовой заготовке на две толщины технологической накладки.
| Устройство для получения утолщений на листах | 1985 |
|
SU1297967A1 |
| Автоматический станок для одновременной отбортовки обоих концов труб,футерованных пластиком | 1975 |
|
SU545405A2 |
| СПОСОБ ОТБОРТОВКИ ОТВЕРСТИЙ | 0 |
|
SU210803A1 |
| Устройство для отбортовки | 1974 |
|
SU703186A1 |
| ГАЗОТУРБОВОЗ И СИЛОВАЯ УСТАНОВКА ГАЗОТУРБОВОЗА | 2008 |
|
RU2374104C1 |
| СИСТЕМА ЗАЩИТЫ САМОЛЕТА ОТ ОШИБОЧНЫХ ИЛИ УМЫШЛЕННЫХ ДЕЙСТВИЙ, ПРИВОДЯЩИХ К КАТАСТРОФЕ | 2001 |
|
RU2228885C2 |

