sj
4
Ю
сл
1
Изобретение относится к обла- ботке металлов давлением и может быть использовано при штамповке деталей с фланцами, наклонными к оси заготовки.
Целью изобретения является расширение технологических возможностей путем получения заготовок с фланцем, диаметром, превышающим диаметр заготовки более, чем в два раза.
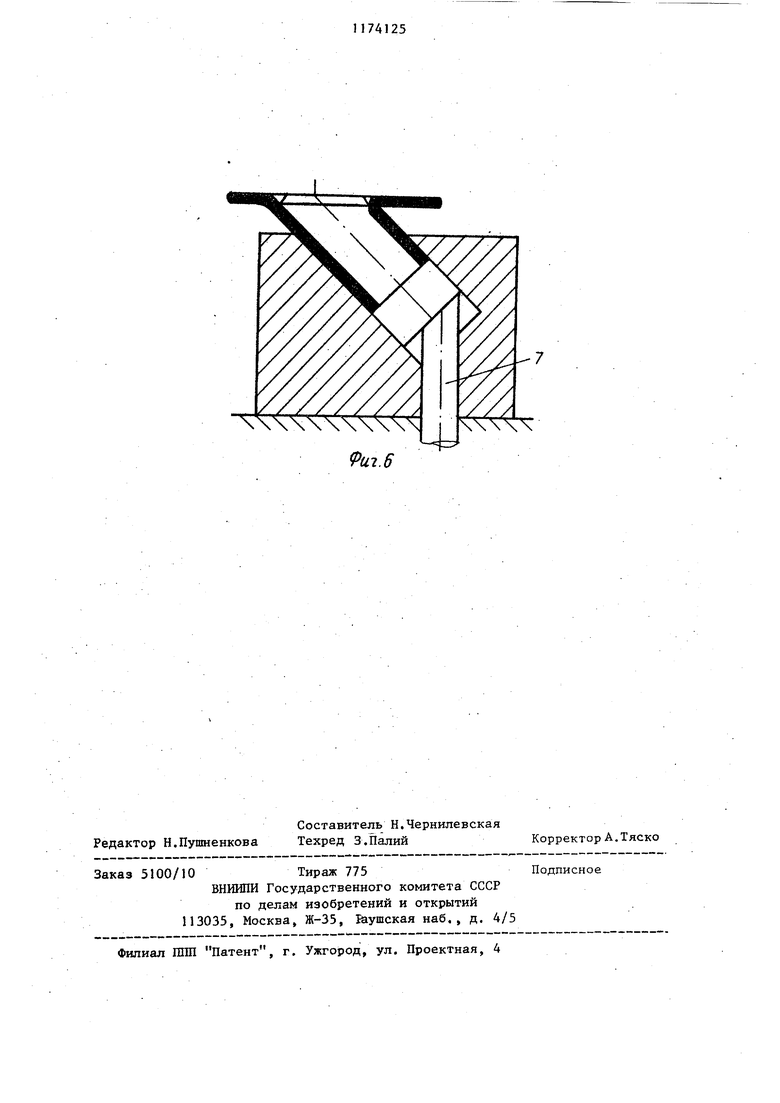
На фиг. 1-6 показана последовательность изготовления заготовки.
Способ осуществляют следующим образом.
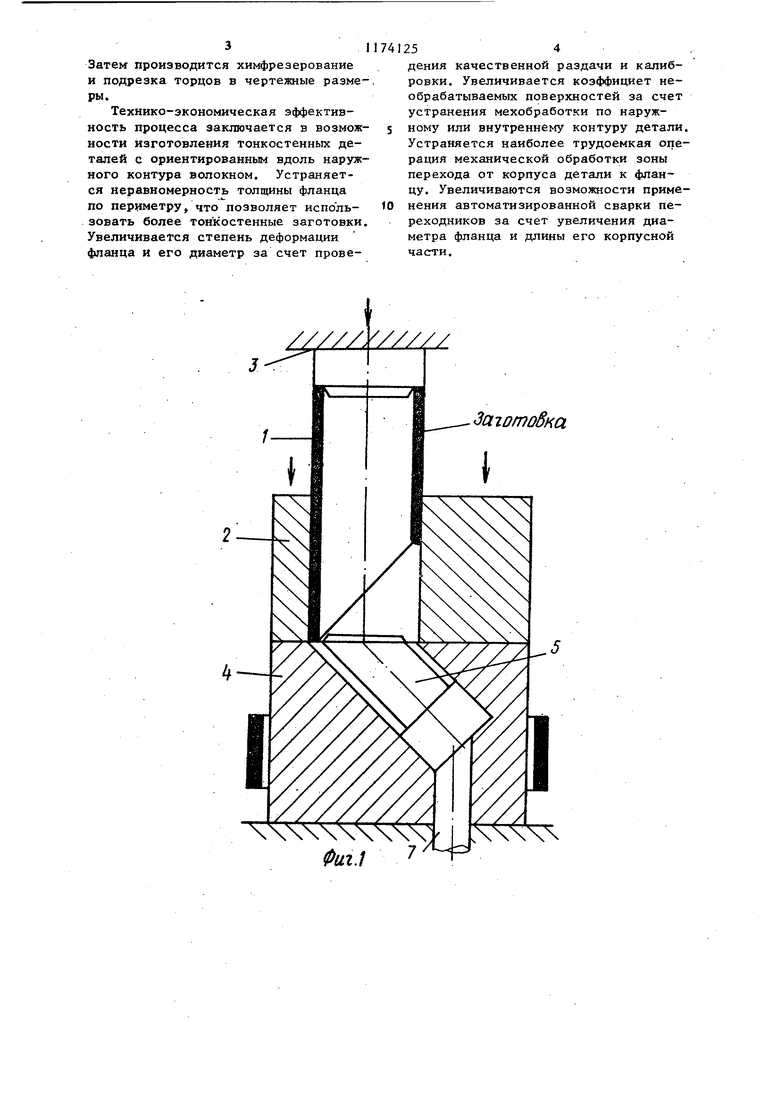
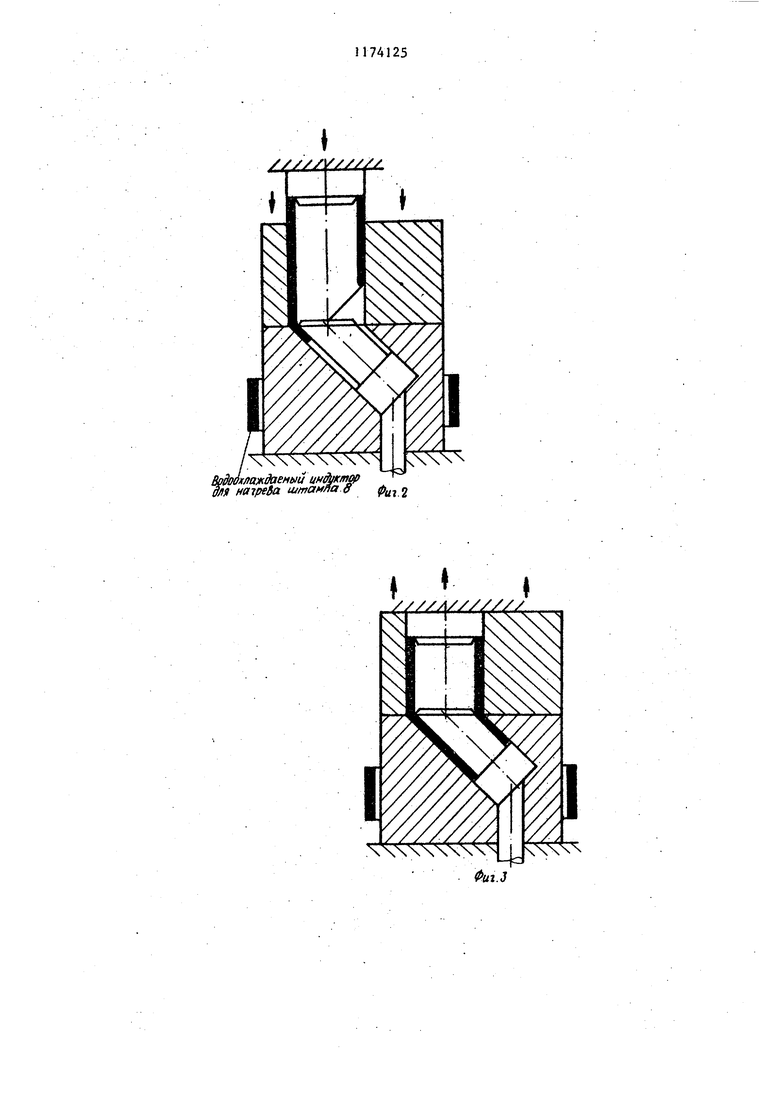
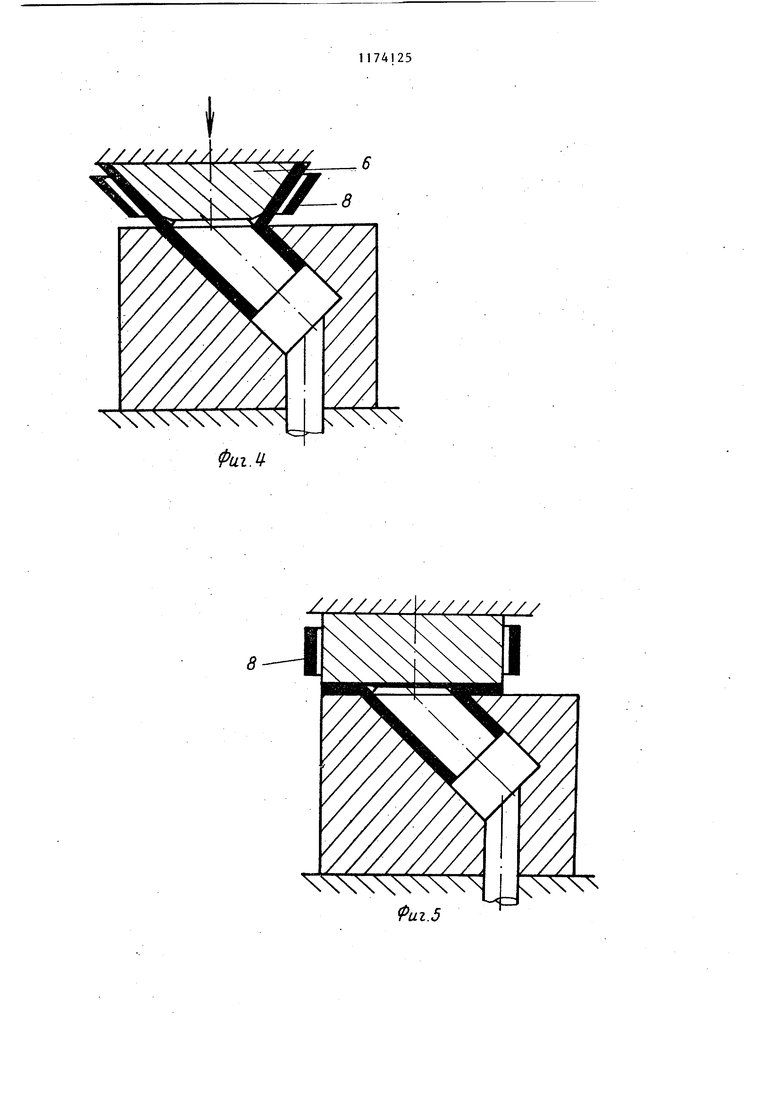
Исходная заготовка разрезается на две заготовки под углом к оси трубы, равным углу наклона фланца. Срез обрабатьшается под радиус с целью скругления острых.кромок. Затем производится обжим цилиндрического сечения заготовки для придания ей эллипсной формы с дальнейшим обжимом из эллиптического сечения в цилиндрическое с гибкой обжимаемой зоны к оси трубы под углом, равным углу наклона фланца. Для этого заготовка 1 устанавливается в направляющую обжимную матрицу 2, и траверсой пресса 3 производится ее обжим до касания, с основной обжимной матрицей 4. В ней выполнен наклонный к оси отверстия направляющей обжимной матрицы 1У1линдрический канал, в котором установлен калибрующий вкладыш 5, препятствующий складкообразованию трубы в зоне перехода от эллипса к цилиндру в начальный период деформирования. После проведения гибки траверса пресса поднимается, направляющая обжимная матрица, состоящая из двух половин, разнимается, и на заготовку ставится пуансон 6 раздачи. Окончательное формообразование фланца производится калибровкой его между поверхностями штампа. Съе 1 отштампованной детали производится |Ш70ком 7 через вкладьш. Подогрев той или иной части штампа ведется индуктором 8 тока повьш1енной частот
В результате получают детали с равномерным по периметру фланцем. Обработку его механическим способом ведут по наружной поверхности или периметру, обеспечивая этим требуемую точность под свариваемые поверности. Трудоемкая механическая обра74125-2
ботка эллипсных и наклонных поверхностей устраняется.
Пример. Необходимо изготовить переходник с наклонным фланцем 5 диаметром 300 мм, диаметр переходного сечения детали 80 мм, угол наклона 45 , толщина детали 5 мм. Материал - алюминиевый сплав, например, АМгб.
10 Так как известным способом обеспечивается исходная толщина заготовки в любой части фланца за счет его подсадки при раздаче, то толщина исходной заготовки рассчитывается
15 из условия ее обжатия с начального диаметра на диаметр корпуса фланца. В приводимых Соотношениях макси. мальный размер эллипса 127 мм, минимальный 90 мм. Толщина заготовки
0 составляет 6 мм, а величина обжатия
1,2. Следовательно, исходная
труба мм протачиваемся по внутреннему диаметру до размера 5,25 0,2 мм в заневоленном состоянии. Тогда после наклонного обжима толщина обжатой части составляет 6 мм, фланца тоже 6 мм. Для приведения толшины в требуемое значение проводят . или химфрезерование или травление с односторонней мехобработкой. Длина заготовки рассчитывается из условия равенства объемов заготовки и детали.
При изготовлении партии деталей берутся парные заготовки и разрезаются под углом, равным углу наклона фланца. Затем деталь обрабатывается по срезу под радиус для устранения острых кромок и обжимается со стороны срезанного торца с наклоном оси обжима к оси детали под углом,
равным углу наклона фланца. Для
труднодеформируемых сплавов штам5 повая оснастка подогревается до температуры деформирования для сплава АМг6-420с . Нагрев должен производиться дифференцированно по очагу деформации с увеличением температуры в зоне увеличения степени обжима. После обжима производится раздача фланца коническим пуансоном с последующей калибровкой его между плоскими поверхностями штампа для
5 придания ему окончательной формы. Таким образом, возможно получение различной формы фланца диаметрюм 310 мм с толщиной кромки 6 мм.
31
Затем производится химфрезерование и подрезка торцов в чертежные размеры.
Технико-экономическая эффективность процесса заключается в возможности изготовления тонкостенных деталей с ориентированным вдоль наружного контура волокном. Устраняется неравномерность толщины фланца по периметру, что позволяет использовать более тонкостенные заготовки. Увеличивается степень деформации фланца и его диаметр за счет прове741254
дения качественной раздачи и калибровки. Увеличивается коэффициет необрабатываемых поверхностей за счет устранения мехобработки по наружному или внутреннему контуру детали. Устраняется наиболее трудоемкая операция механической обработки зоны перехода от корпуса детали к фланцу. Увеличиваются возможности применения автоматизированной сварки переходников за счет увеличения диаметра фланца и длины его корпусной части.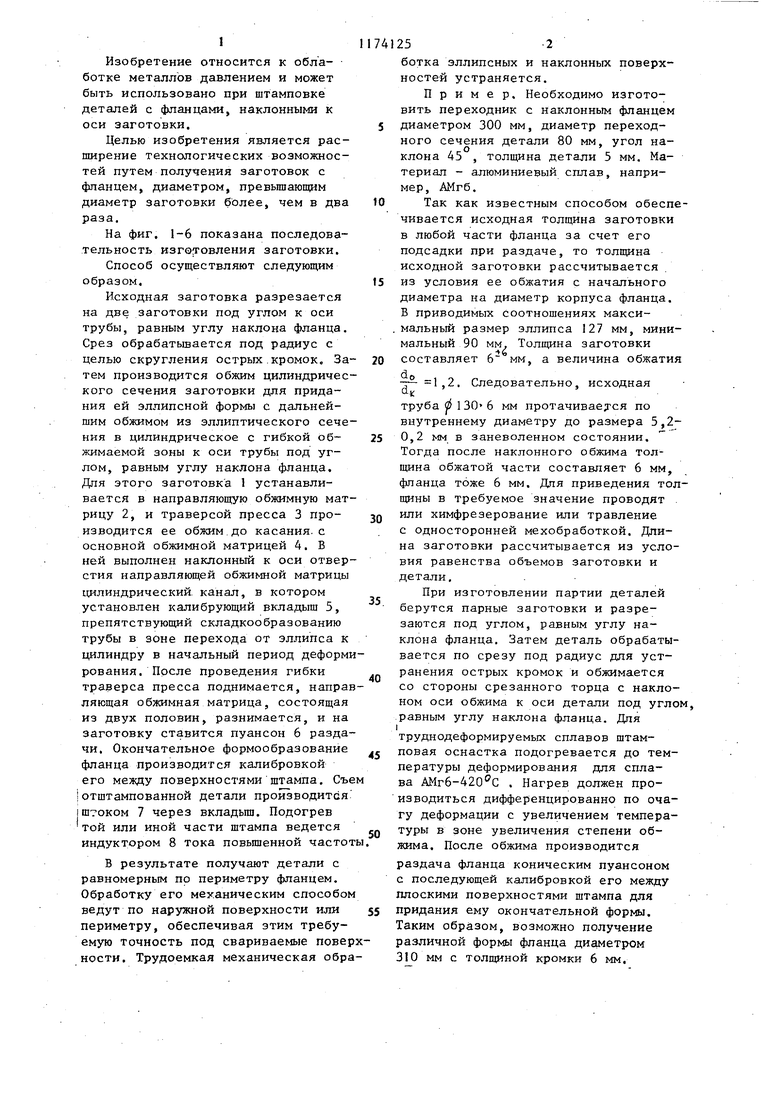
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления деталей с наклонным фланцем | 1986 |
|
SU1375379A2 |
| Способ изготовления деталей с наклонным фланцем | 1986 |
|
SU1333443A1 |
| СПОСОБ ПОЛУЧЕНИЯ НАКЛОННОГО ФЛАНЦА НА ТРУБЧАТОЙ ЗАГОТОВКЕ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2013 |
|
RU2542875C1 |
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ ТРУБ | 2005 |
|
RU2324564C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ КОРПУСОВ ПЕРЕМЕННОГО СЕЧЕНИЯ | 2011 |
|
RU2461436C1 |
| Способ изготовления полых изделий | 1977 |
|
SU719750A1 |
| Способ получения крутоизогнутых патрубков и устройство для его осуществления | 1989 |
|
SU1738424A1 |
| Способ формовки фланцев на полой цилиндрической детали | 1985 |
|
SU1355339A1 |
| Способ изготовления изделий типа колес | 1991 |
|
SU1811430A3 |
| Способ получения сосудов из трубной заготовки | 1976 |
|
SU564056A1 |
СПОСОБ ПГГАМПОВКИ ДЕТАЛЕЙ С НАКЛОННЫМ ФЛАНЦЕМ, включающий отбортовку трубной заготовки с последующей калибровкой фланца. отличающийся тем, что, с целью расщирения технологических возможностей путем получения заготовок с фланцем диаметром, превышающим диаметр заготовки более, чем в два раза, трубную заготовку предварительно с торца, противоположного фланцу, подрезают под углом, не превьпиающим 90, после чего последовательно обжимают, придавая ей в сечении вначале форму, эллипса, а затем с одновременной гибкой под углом, равным углу наклона фланца, форму круга, а операции отi бортовки фланца и его калибровки осуществляют после обжима.
Фиг.1
У////
Заготобка
Раг.5
| Ковалев А.Д | |||
| и Каширин М.Ф | |||
| Штa moвka фланцев | |||
| - МДНТП им | |||
| Ф.Э.Дзержинского, 1979, с, 189. |
