Изобретение относится к области обработки металлов давлением, а именно к штамповке деталей из трубных заготовок, и может быть использовано в авиационной, судостроительной и смежных с ними отраслях промышленности.
Известно устройство для изготовления тройников из трубной заготовки путем отбортовки предварительно вырезанных отверстий, содержащее пуансон, размещенный на штоке силового привода, и матрицу (Богоявленский К.Н. и др. Изготовление сложных полых деталей. -М.: Машиностроение, 1979, с.40, рис.11). К недостаткам этого устройства следует отнести незначительную степень формоизменения при деформировании высокопрочных материалов и вероятность потери устойчивости в зоне сопряжения фланца со стенкой трубы в виде кольцевых гофров.
Известно также устройство для изготовления тройников из трубной заготовки, содержащее конусообразный пуансон, подпоры для размещения трубы и кольцевой индуктор для местного нагрева зоны деформации (Интенсификация формообразования деталей из трубчатых заготовок/ Б.Н.Марьин, Ю.Л.Иванов, В.М.Сапожников и др.; Под общ.ред. Б.Н.Марьина, Ю.Л.Иванова, В.М.Сапожникова. -М.: Машиностроение, 1966, стр. 56, рис.3,4). Несмотря на увеличение степени формоизменения при деформировании высокопрочных материалов за счет разогрева очага деформации, в качестве недостатка следует отметить, что происходит значительный отвод тепла через упоры, которые разогреваются одновременно с зоной деформирования. Это приводит к дополнительным затратам электроэнергии, а следовательно, и к увеличению себестоимости готового изделия.
Целью изобретения является снижение себестоимости изготовления тройников из трубных заготовок за счет сокращения затрат электроэнергии.
Для достижения указанной цели в устройстве для изготовления тройников из трубных заготовок, содержащем конический пуансон, индуктор для нагрева токами высокой частоты и матрицу, последнюю выполняют из диэлектрического термостойкого материала или металла с низкой магнитной проницаемостью. Известно, что при индукционном нагреве токами высокой частоты разогрев заготовки возникает в результате воздействия вихревых токов, наводящихся в металле переменным электромагнитным полем индуктора, поэтому матрица из диэлектрического термостойкого материала или металла с низкой магнитной проницаемостью разогреваться не будет.
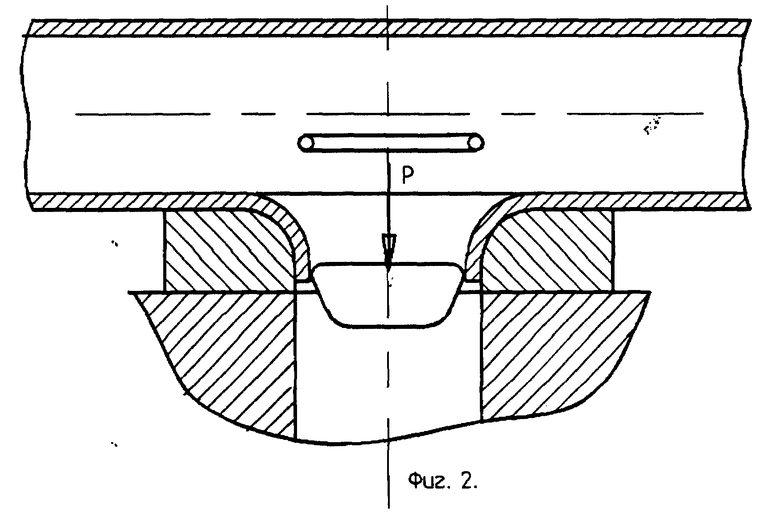
На фиг.1 представлен общий вид устройства до штамповки трубной заготовки. На фиг. 2 - то же, после штамповки. Устройство содержит следующие элементы: конический пуансон 1, индуктор 2 для нагрева токами высокой частоты и матрицу 3, выполненную из диэлектрического термостойкого материала или металла с низкой магнитной проницаемостью. Устройство работает следующим образом. Внутрь трубной заготовки с предварительно вырезанным отверстием заводят конический пуансон 1. Затем включают местный нагрев кромок отверстия с помощью индуктора 2, и происходит отбортовка фланца посредством проталкивания пуансона 1 через отверстие. Поскольку матрица 3 выполнена из диэлектрического термостойкого материала или металла с низкой магнитной проницаемостью, это исключает ее разогрев при местном индукционном нагреве, зона нагрева локализуется непосредственно на деформируемой кромке отверстия. За счет этого разогрев деформируемой кромки осуществляется быстрее, снижаются затраты электроэнергии и себестоимость готового изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ РАЗДАЧИ ТРУБ ИЗ ТИТАНОВЫХ СПЛАВОВ | 1996 |
|
RU2104815C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ТРУБНОЙ ЗАГОТОВКИ | 1997 |
|
RU2122477C1 |
| УСТРОЙСТВО ДЛЯ ОТБОРТОВКИ ФЛАНЦЕВ В СТЕНКЕ ТРУБЫ | 1998 |
|
RU2139766C1 |
| ПУАНСОН ДЛЯ РАЗДАЧИ КОНЦОВ ТРУБ | 1997 |
|
RU2127165C1 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ КОНЦОВ ТРУБ | 1997 |
|
RU2122481C1 |
| СПОСОБ ОТБОРТОВКИ ОТВЕРСТИЙ В ЛИСТОВОЙ ЗАГОТОВКЕ | 1998 |
|
RU2153405C2 |
| ШТАМП ДЛЯ ФОРМОВКИ ТРУБЧАТЫХ ЗАГОТОВОК | 1999 |
|
RU2176169C2 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ ТРУБНЫХ ЗАГОТОВОК | 1993 |
|
RU2097162C1 |
| ШТАМП ДЛЯ ФОРМОВКИ ТРУБЧАТЫХ ЗАГОТОВОК | 1996 |
|
RU2094155C1 |
| СПОСОБ ОТЖИМА КОНЦОВ ТРУБНЫХ ЗАГОТОВОК | 1997 |
|
RU2122914C1 |
Изобретение относится к области обработки металлов давлением, а именно к штамповке деталей из трубных заготовок, и может быть использовано с авиационной, судостроительной и смежных с ними отраслях промышленности. Технической задачей изобретения является снижение себестоимости изготовления тройников из трубных заготовок за счет сокращения затрат электроэнергии. Устройство для изготовления тройников из трубной заготовки содержит конический пуансон, индуктор для осуществления нагрева токами высокой частоты и матрицу, выполненную из диэлектрического термостойкого материала или металла с низкой магнитной проницаемостью. Использование данного изобретения позволяет снизить затраты электроэнергии для разогрева деформируемой кромки и снизить себестоимость готового изделия. 2 ил.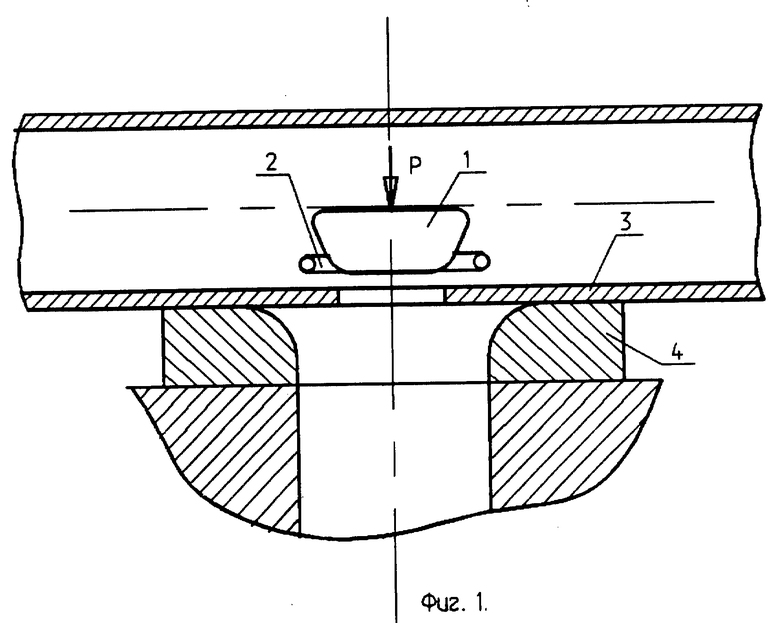
Устройство для изготовления тройников из трубной заготовки, содержащее конический пуансон, индуктор для осуществления нагрева токами высокой частоты и матрицу, отличающееся тем, что матрица выполнена из диэлектрического термостойкого материала или металла с низкой магнитной проницаемостью.
| Марьин Б.Н., Иванов Ю.Л., Сапожников В.М | |||
| Интенсификация формообразования деталей из трубчатых заготовок | |||
| - М.: Машиностроение, 1996, с.5,6 рис.3,4 | |||
| JP 57019113 A 01.02.82 | |||
| JP 57199527 07.12.82 | |||
| JP 58090323 A, 30.05.83 | |||
| JP 58212818 A 10.12.83 | |||
| Кузнечный слиток | 1975 |
|
SU668753A1 |

