11
Изобретение относится к способам сварки и может быть использовано в различных отраслях народного хозяйства.
Цель изобретения - повышение качества при сварке стальной детали с охватывающей ее медной деталью.
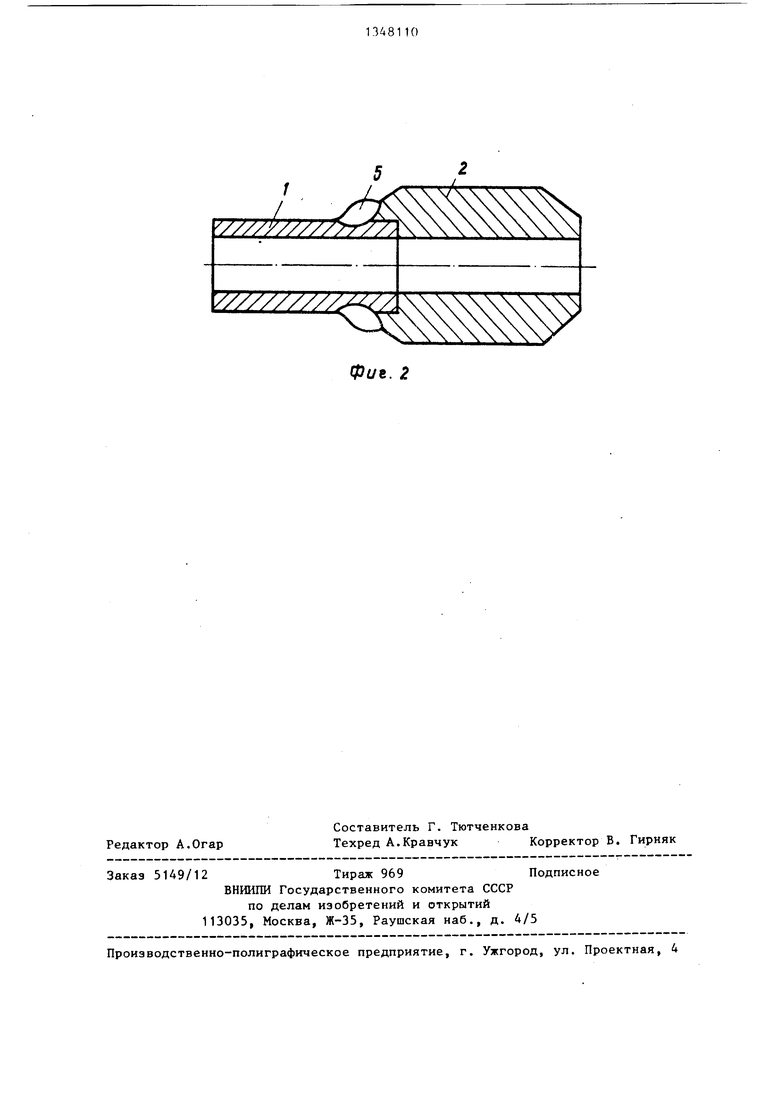
На фиг. 1 показана схема сварки соединения; на фиг. 2 - сварное соединение .
Способ осуществляют следующим образом.
На медной детали 1 (фиг.1) вьтоп- няют паз глубиной, равной толщине Промежуточной вставки 2, и шириной О,А - 0,5 толщины медной детали. Собирают медную деталь 1 со стальной деталью 3 с установкой промежуточной вставки 2. Вставку 2 устанавливают ло упора с торцом паза в детали 1. Ширину вставки 2 выбирают равной толщине детали 1 . Сварочную горелку 4 смещают от торца медной детали 1 на величину 0,3 - 0,4 ее толщины и производят сварку с получением сварного шва 5 (фиг, 2). Промежуточную вставку 2 изготавливают из медно- никелевого сТтлава с суммарным содержанием никеля и кобальта в пределах 0,5 - 2 мас.%.
Пример. Сваривали фурмы для сталеплавильного и доменного производства толщиной 6 мм. Экспериментально установлено, что сварочный электрод необходимо смещать от торца медной детали на величину 0,3-0,4 ее толщины, при других величинах смещения электрода сварные швы оказываются негерметичными и в них образуются
0
5
1
0
5
0
5
10
трещины. Ширину промежуточной вставки следует принимать равной толщине медний детали, а ширину паза в медной детали - 0,4-0,5 ее толщины. Отсутствие трещин в сварных uJfeax обеспечивается за счет оптимального легирования металла вставки никелем и кобальтом, при этом суммарное содержание никеля и кобальта в металле должно быть в пределах от 0,5 - 2 мас.%, при других пределах в швах образуются трещины.
Использование изобретения позволяет повысить срок службы фурм.
Формула изобретения
Способ дуговой сварки меди со сталью с перекрытием стальной детали медной деталью с использованием промежуточной вставки из медноникелево- го сплава и со смещением электрода на медную деталь, отличающийся тем, что, с целью повьше- ния качества при сварке стальной детали с охватывающей ее медной деталью, на медной детали выполняют паз глубиной, равной толщине промежуточной вставки, и шириной 0,4 - 0,5 толщины медной детали, в паз устанавливают промежуточную вставку до упора в торец, ширину вставки выбирают равной толщине медной детали, а электрод смещают от торца медной детали на величину .0,3 - 0,4 ее толщины, при этом суммарное содержание никеля и кобальта в металле промежуточной вставки выбирают в пределах 0,5 - 2 мас.%.
ut.T
Y//////////.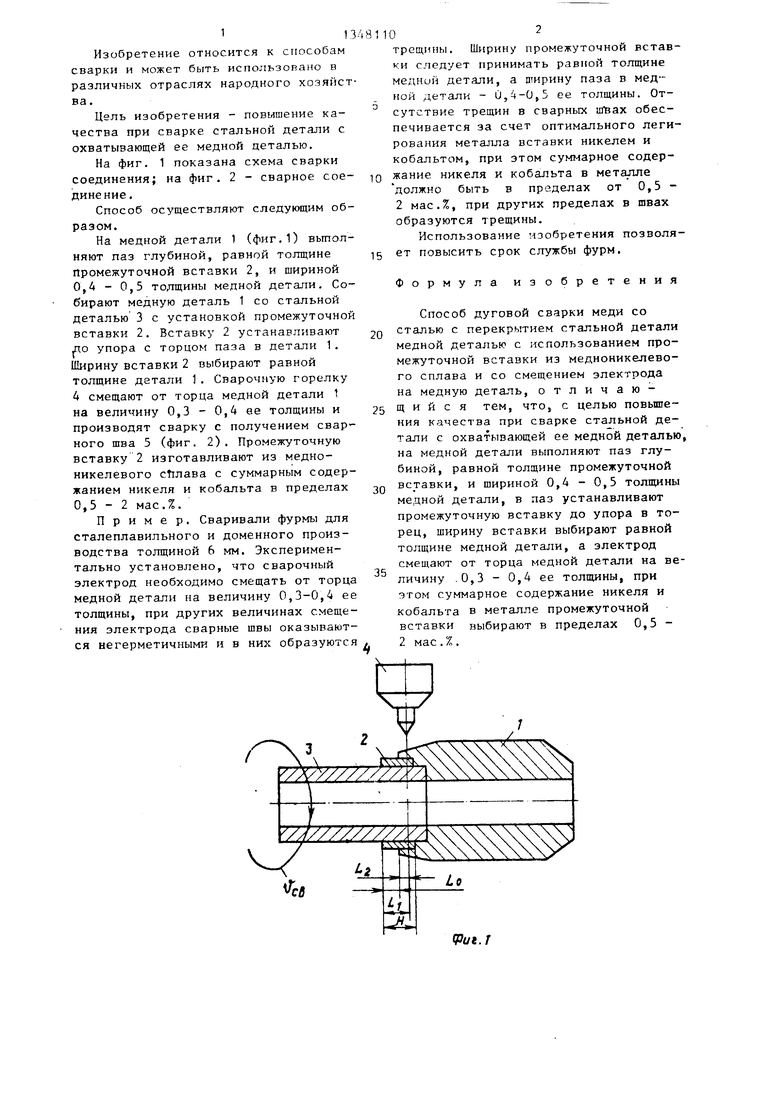
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ МЕДИ И МЕДНО-НИКЕЛЕВЫХ СПЛАВОВ СО СТАЛЬЮ | 2011 |
|
RU2470752C1 |
| Способ изготовления переходника титан-сталь | 2015 |
|
RU2612331C2 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ МЕДИ И ЕЕ СПЛАВОВ СО СТАЛЯМИ | 2007 |
|
RU2346793C2 |
| Способ сварки плавлением меди со сталью | 1987 |
|
SU1447596A1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ МЕДИ И ЕЕ СПЛАВОВ СО СТАЛЯМИ | 2006 |
|
RU2325252C2 |
| Способ контактной точечной сварки | 2023 |
|
RU2815629C1 |
| СОСТАВ СВАРОЧНОЙ ПРОВОЛОКИ | 2007 |
|
RU2346797C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ СВАРКИ СТАЛЕЙ ПОД ВОДОЙ | 2013 |
|
RU2536314C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ СОЕДИНЕНИЙ, СТОЙКИХ К ЭЛЕКТРОХИМИЧЕСКОЙ КОРРОЗИИ | 2014 |
|
RU2571294C2 |
| КОМПОЗИЦИОННАЯ СВАРОЧНАЯ ПРОВОЛОКА | 2012 |
|
RU2613006C2 |
Изобретение относится к сварке и может быть использовано в различных отраслях народного хозяйства, в частности при изготовлении широкого класса конструкции фурм доменного и сталелитейного производства. Цель изобретения - повышение качества при сварке стальной детали с охватывающей ее медной деталью. Способ осуществляют следующим образом. На медной детали выполняют паз глубиной, равной толщине промежуточной вставки, и щи- риной от 0,4 до 0,5 толщины медной детали. В паз устанавливают промежуточную вставку до упора с торцом паза. Ширину вставки выбирают равной толщине медной детали, а электрод смещают от торца медной детали на величину от 0,3 до 0,4 ее толщины. При этом суммарное содержание никеля и кобальта в медноникелевом сплаве промежуточной вставки выбирают в пределах от 0,5 до 2 мас.%. Отсутствие трещин в сварных швах обеспечивается за счет оптимального легирования металла вставки никелем и кобальтом. 2 ил. i (Л со 00
У////////Л
Редактор А.Огар
Составитель Г. Тютченкова
Техред А.Кравчук Корректор В. Гирняк
Заказ 5149/12Тираж 969Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фиг. 2
| Способ дуговой сварки меди со сталью | 1972 |
|
SU450942A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Рябов в.р | |||
| и др | |||
| Сварка разнородных металлов и сплавов | |||
| М | |||
| : Маигиност- роение, 1984, с | |||
| Приспособление для записи звуковых явлений на светочувствительной поверхности | 1919 |
|
SU101A1 |
