Изобретение относится к сварочному производству и может яайти применение при дуговой сварке разнородных металлов.
Известен способ сварки разнородных метаддов, когда при соеданении меди со сталью электрод смещают в сторону меда на расстояние равное ,2 толщины медного листа. Однако для этого способа характерна необходимость поддержания требуемого смещения в узких пределах, что слоано осуществить в производственных условиях, особенно при выполнении криволинейных швов. Кроме того, известный, способ требует строгого соблюдения сварочных режимов.
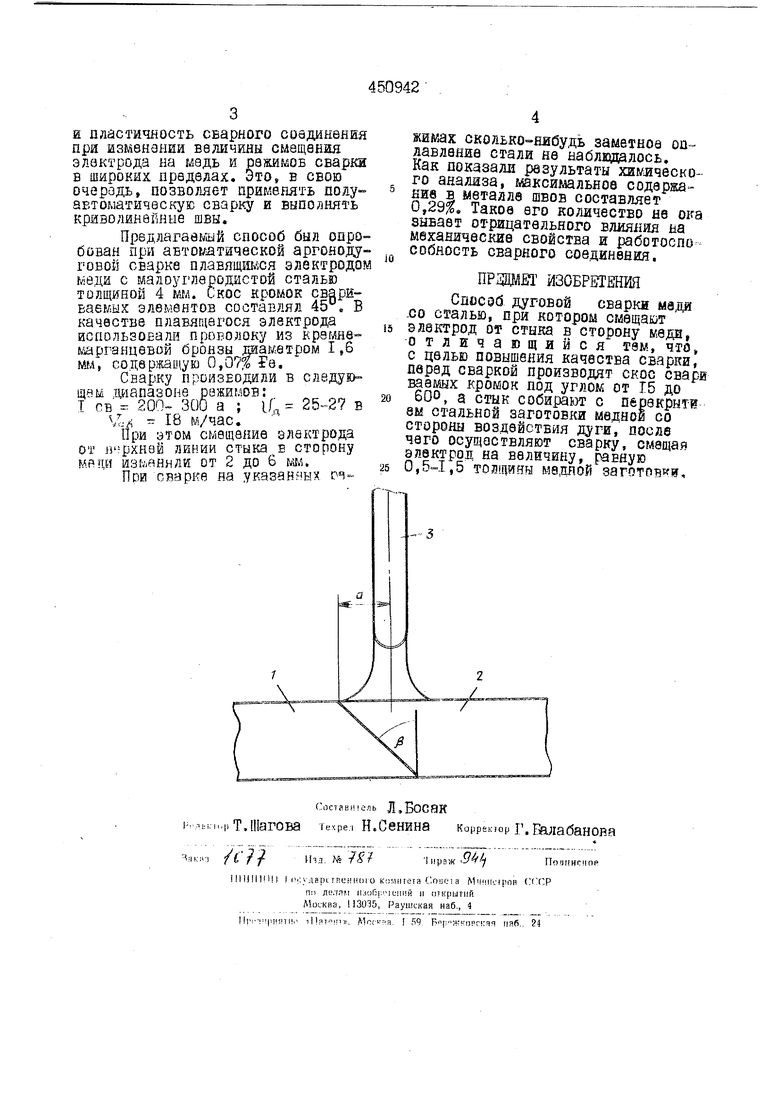
Для повышения качества сварки перед сваркой производят скос свариваемых кромок медной и стальной заготовок под углом 15-60, собирают косой стык с перекрытием стали медью со стороны дуги, а электрод смещают от верхней линии стыка
Л4
В сторону меди на величину, равную 0,5-1,5 ее толщины.
Способ поясняется чертежом.
Перед сваркой производят разделку кромок свариваемых заготовок с углом скоса равным 15-60 . Заготовки собирают, образуя косой стык с перекрытием стальной заготовки I медной заготовкой 2 со стороны дуги, а электрод 3 смещают от верхней динии стыка в сторону меди на величину а, равную 0,о1,5 толщины меди. Во время сварки дуга оплавляет медную заготовку 2, Косой стык в первом приближении совпадает с изотермой плавления. Благодаря этому стальная заготовка I защищается от непосредственного воздействия дуги прослойкой жидкой меди, чем исключается ее оплавление Соединение подучается типа паяного Содерйанйв в металле шва железа и вредных примесей, переходящих из стали, сводится к минимуму, что обеспечивает высокую плотность и пластичность сварного соадиненея при изменаыии величины смещения элоктрода на медь и ражимов сваркн в широких пределах. Это, в свою очередь, позволяет применять полуавтоматическую сварку и выполнять криволинейные швы. Предлагавши способ был опробован при автошатической аргонодуговой сварке плавящ1шся электродом меди с малоуглеродистой сталью толщиной 4 шл. Скос кромок свариваемых элементов составлял 45 , В качестве плавящегося электрода использовали проволоку из кремнеьшрганцевой бронзы диаметром 1,6 ША, содврнсаьпую 0,07; Ув, Сварку производили в следующем диапазоне режимов: Т ов - 200- зоб а ; I/;, в U - 18 к/час. При этом смещение влектрода от н рхн8в линии стыка Е сторону МВТШ изменяли от 2 до б fvlbu при сварке на указанных оч жимах сколько-нибудь заметноа оплавление стали не наблюдалось. Как показали результаты химического анализа, {лаксимальноа содержание в металле швов составляет 0,29, Такое его количество не ока зывает отрицательного влияляя на механические свойства и работоспособность сварного соединения. иртш изоБршгвнш Слйсэб дуговой сварки меди -СО сталью, при котором смещают электрод от стыка в сторону меди, отличающийся тзм, что с целью повышения качества сварки, перед сваркой производят скос свари ваемых кромок под углом от 15 до 600, а стык собираш с перакрыти 8М стальной заготовки медной со стороны воздействия дуги, после чего осуществляют сварку, смещая электрод на величину, равную ,5-1,5 толщины недаой заготов И,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматической дуговой сварки разнородных металлов | 1979 |
|
SU863234A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ МЕДИ И МЕДНО-НИКЕЛЕВЫХ СПЛАВОВ СО СТАЛЬЮ | 2011 |
|
RU2470752C1 |
| Способ лазерно-дуговой сварки стыка заготовок из углеродистой стали с толщиной стенок 10-45 мм | 2017 |
|
RU2660791C1 |
| Способ стыковой сварки труб | 2024 |
|
RU2831672C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛОВ | 1971 |
|
SU288951A1 |
| СПОСОБ МНОГОСЛОЙНОЙ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ПЛАКИРОВАННЫХ ТРУБ | 2018 |
|
RU2706988C1 |
| Способ сварки деталей из алюминиевого сплава | 2022 |
|
RU2784438C1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ С НАПЫЛЕНИЕМ СТАЛЬНЫХ ПЛАКИРОВАННЫХ ТРУБ | 2018 |
|
RU2688350C1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ТОЛСТОСТЕННЫХ КОНСТРУКЦИЙ | 2018 |
|
RU2679858C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ФРИКЦИОННО-ДУГОВОЙ СВАРКИ | 2011 |
|
RU2460618C1 |
