4;: 4 1
сл
со
cni
1
Изобретение относится к приборостроению, преимущественно электровакуумного, в частности к сварке деталей электровакуумных приборов, и найдет применение в приборостроении.
Цель изобретения - улучшение качества сварных соединений за счет повышения механической прочности и работоспособности соединений при термоциклических нагрузках.
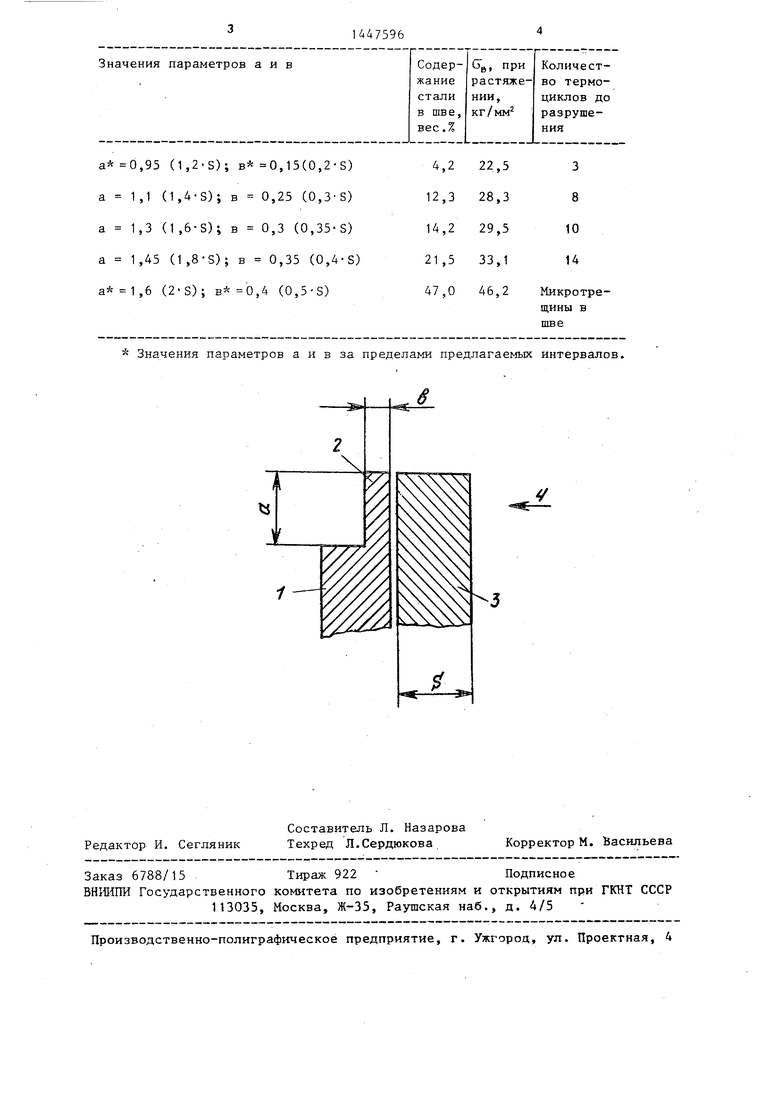
На чертеже представлено соединение в сборе.
.На свариваемой кромке стали t де- дается выступ 2, размеры которого в зависимости от толщины S свариваемой кромки меди 3 находятся в следующих соотношениях
а ,8-S| в 0,3-0,4-S
Соединяемые детали из меди 3 и стали 1, на кромке которой вьшолнен выступ 2, собираются под сварку таким образом, что кромка стали 1 с
. выступом 2 прилег ает к кромке меди 3 При этом, торцы выступа 2 и медной кромки располагаются на одном, уровнео Источником тепла, например,
электрической дугой, электроннши лучом, лазерным лучом, действуют на внешнюю боковую поверхность медной кромки в области стального выступа 2 и расплавляют их. Эффект достигается за счет того, что выступ 2 расплавляется частично или полностью в результате чего образуется шов необходимого состава: медная основа с включениями стали 5-45 вес.%. Сварные соединения меди со сталью, имегакую механическую прочность и работоспособность при термоциклических нагрузках, так как железо упрочняет силы межатомной связи в кристалличес- кой решетке меди и уменьшает-величину зерна.
Пример. Соединяют.детали из меди марки МБ и стали марки 10864-ВИ Толщина медной кромки 0,8 мм. На кромке стали выполняют выступы, име- кщие след:, кзцие размеры:
0
5
0
а в а в а в а в а в
0,95 мм (1 ,2 S); 0,15 мм (0,2-S); 1,1 мм (1,4-S); 0,25 мм (0,3-S); 1,3 мм (1,6-S);
0,3 мм (0,35 S); 1,45 мм C1,8-S); 0,35 мм .(0,4-S); 1,6 мм (2 S); 0,4 мм (0,5 S),
Торцы стального выступа и медной кромки устанавливают на одном уровне и сваривают. Источник тепла, направляют на наружную боковую поверх-, ность медной кромки в области стального выступа.
Режим аргоно-дуговой сварки неплавящимся вольфрамовым злектродо.м следующий:
Сила тока, А 110±5 Скорость сварки, см/мип 60 Длина дуги, мм 0,6-0,8 Результаты представлены в таблице. Режим термоциклирования: нагрев до 800-850 С в течение 7-10 мин, вы- .держка при нагреве 5 мин, охлаждение до 40-50 С в течение 30-40 ин. Защитная среда - водород.
В результате сварки по предлагаемому способу получают соединение с хорош.ими механическими характерис35
тиками. Форм
у л а изобретения
Способ сварки плавлением меди со сталью преимущественно без присадочного металла, включающий сборку соединения и сварку по торцу со смещением электрода в сторону медной детали, отличающийся тем, что, с целью улучшения качества соединения за счет повышения механической прочности и работоспособности при термоциклических нагрузках, на свариваемой кромке стальной детали выполняют выступ высотой 1,4- 1,8 и толщиной 0,3-0,4 толщины медной детали, а при сборке торцы медной детали и выступа стальной детали устанавливают заподлицо друг другу.
Значения параметров а н в за пределами предлагаемых интервалов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления переходника титан-сталь | 2015 |
|
RU2612331C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ МЕДИ И МЕДНО-НИКЕЛЕВЫХ СПЛАВОВ СО СТАЛЬЮ | 2011 |
|
RU2470752C1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ МЕДИ И ЕЕ СПЛАВОВ СО СТАЛЯМИ | 2006 |
|
RU2325252C2 |
| Способ диффузионной сварки твердого сплава со сталью | 1984 |
|
SU1194630A1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ МЕДИ И ЕЕ СПЛАВОВ СО СТАЛЯМИ | 2007 |
|
RU2346793C2 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ТОРЦОВ В ВИДЕ ЗАМКА ДЛЯ РАЗНОРОДНЫХ СОЕДИНЕНИЙ, ПОЛУЧЕННЫХ СВАРКОЙ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ | 2021 |
|
RU2777098C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ | 2009 |
|
RU2386522C1 |
| СПОСОБ ДЛЯ ПОЛУЧЕНИЯ ЛИСТОВОЙ ЗАГОТОВКИ ИЗ ЗАКАЛИВАЕМОЙ СТАЛИ С ПОКРЫТИЕМ НА ОСНОВЕ АЛЮМИНИЯ ИЛИ АЛЮМИНИЯ-КРЕМНИЯ | 2016 |
|
RU2680485C1 |
| Способ автоматической дуговой сварки разнородных металлов | 1979 |
|
SU863234A1 |
| Способ дуговой сварки меди со сталью | 1985 |
|
SU1348110A1 |
Изобретение относится к сварке, в частности к способам сварки плавлением меди со сталью, и найдет применение в изготовлении электровакуумных приборов. Цель изобретения - улучшение качества соединений. Для этого вьшолняют выступ 2 на свариваемой кромке стали. Источник тепла смещают на медь. Расплавляют част1гч- но или полностью выступ на стали и медь. Выступ имеет высоту 1,4.. ..1,8 и толщину 0,3...О,4 толщины медной детали. При сборке Торцы медной дег тали и выступа на стальной детали устанавливают заподлицо. В результате образуется шов необходимого состава - медная основа с включением стали 5-45 мас.%. Сварные соединения меди со сталью, имеющие данный сосг тав шва, имеют высокую механическую прочность и работоспособность при гермоциклических нагрузках, так как железо упрочняет силы межатомной связи в кристаллической рещетке меди и уменьшает величину зерна. 1 ил., 1 табл. CS (Р (О
| Способ дуговой сварки меди со сталью | 1972 |
|
SU450942A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ сварки плавлением алюминия со сталью | 1972 |
|
SU484944A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ автоматической дуговой сварки разнородных металлов | 1979 |
|
SU863234A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Давьщов В.Н | |||
| и др | |||
| Формирование наплавленного металла при сварке меди с железом | |||
| - Сварочное производство, № 6, 1972, с | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
