Изобретение относится к сварочному оборудованию, в частности к оборудованию контактных роликовых машин.
Цель изобретения - обеспечение не прерьшной сварки за счет автоматизации заточки роликового электрода и уменьшения габаритов устройства.
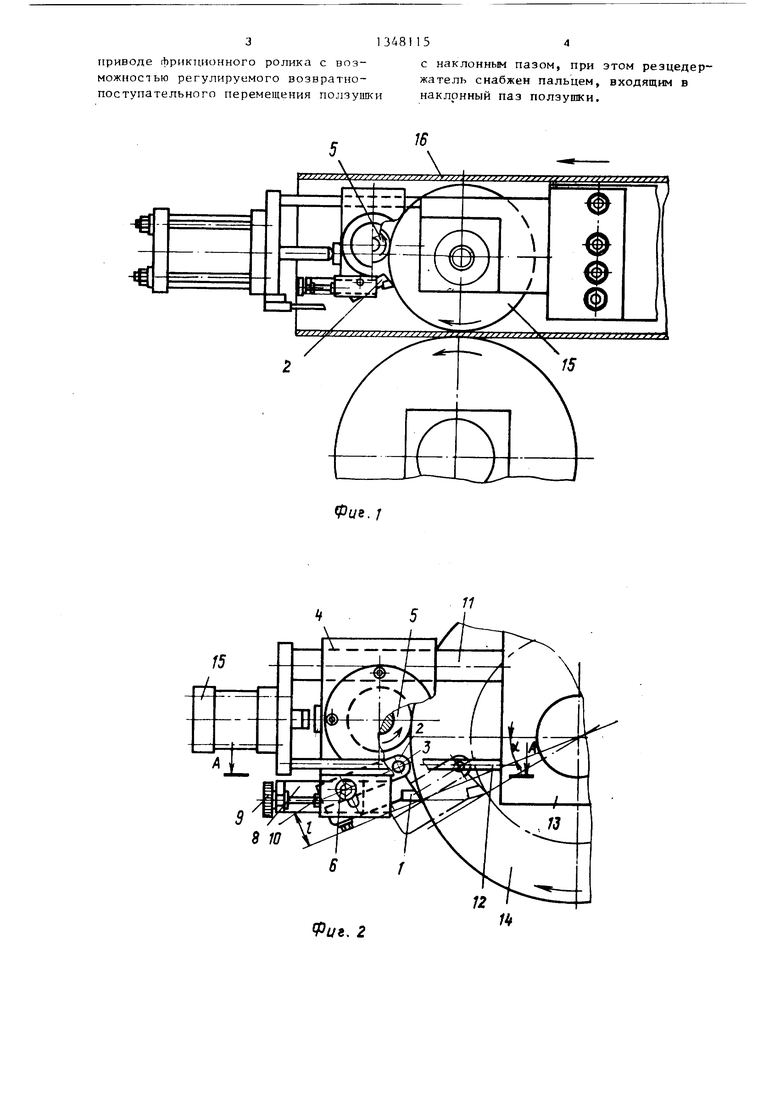
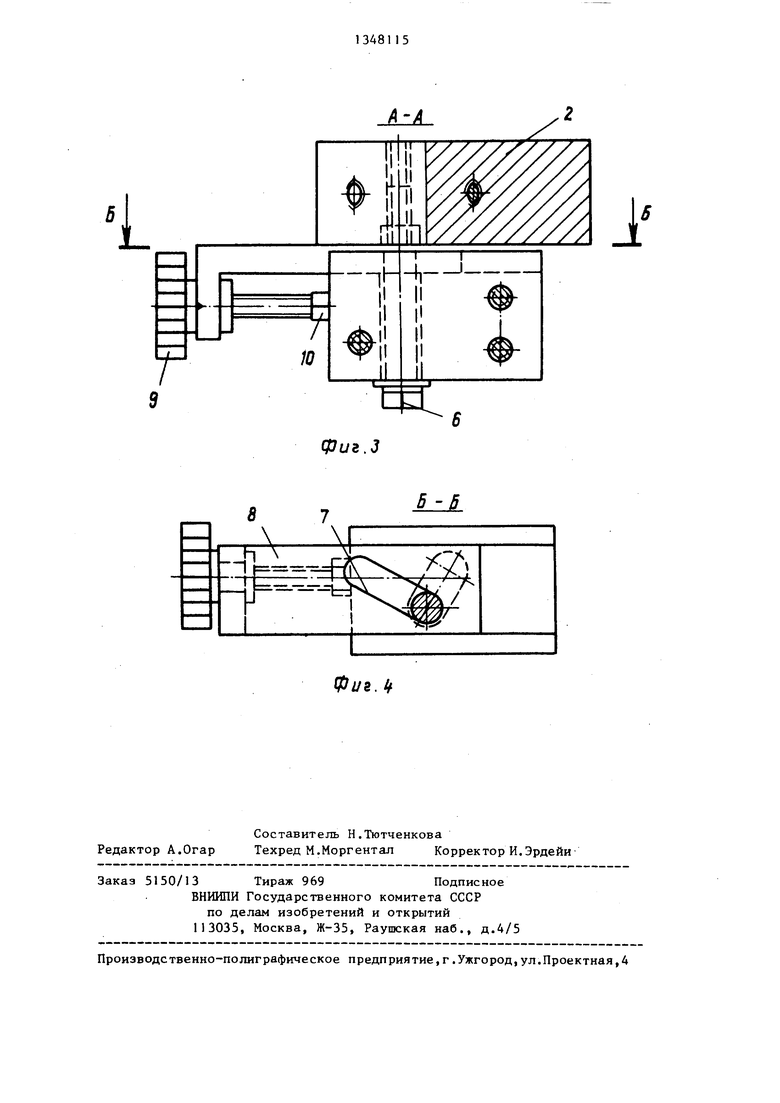
На фиг.1 показано устройство для контактной роликовой сварки, общий вид; на фиг.2 - механизм заточки роликового электрода; на фиг.3 - разрез А-А на фиг.2; на фиг.4 - разрез Б-Б на фиг.3.
Устройство содержит резец 1, зак- репленный в резцедержателе 2, который посредством оси 3 шарнирно установлен на приводе 4 поджатия фрикционного ведущего ролика 5, таким образом, что резец смещен от линии,про ходящей через центр роликового электрода параллельно линии перемещения фрикционного ролика 5. В резцедержателе 2 закреплен палец 6, входящий в паз 7 ползушки 8. Ползушка 8 ус танов лена на приводе 4 поджатия с возможностью возвратно-поступательного перемещения. Ползушка 8 связана с приводом 4 винтом 9. От самопроизвольного проворачивания винт 9 фиксируется контргайкой 10.
На скалках I и 12 к каретке 13 роликового электрода 14 крепится пневмоцилиндр 15 привода поджатия фрикционного ролика 5.
Настройку устройства для сварки и одновременной переточки на несколько меньший диаметр роликового электрода осуществляют следующим образом,
Отворачивают контргайку 10 и нес- колько вьшорачивают палец 6. Вворачиванием винта 9 перемещают ползурку 8 которая, взаимодействуя своим ттазом 7 с пальцем 6, поворачивает вокруг оси 3 резцедержатель 2 с резцом 1,
углубляя режущую кромку резца в тело рабочей поверхности роликового электрода 14. После осуществления настройки устройства затягивают палец 6, а винт 9 контрят гайкой 10.
Величина шага резьбы винта 9 и угол наклона паза 7 определяют передаточное число между перемещением - подачей режущей кромки резца и лоно- ротом головки винта 9, т.е. определяют цену деления насечки головки винт 9, соответствующую величине снимгэемо стружки в мм.
Цена одного деления насечки головки винта 9 тем меньше, чем меньше шаг резьбы винта и угол наклона паза 7.
Угол наклона паза и шаг резьбы подбирают такими, чтобы цена одного деления насечки головки винта соответствовала I мм снимаемой стружки.
Зачистка рабочей поверхности роликового электрода осуществляется одновременно с вьтолнением на автомате технологической операции сварки. Пневмоцилиндр 15 прижимает фрикционный ролик 5 и резец 1 к поверхности роликового электрода 14, и резец , снимая стружку заданной величины с электрода, производит его зачистку. При этом глубину срезаемой стружки устанавливают предварительно и вводят устройство внутрь обечайки 16. В процессе сварки величину стружки можно не контролировать. Благодаря установке механизма зачистки роликового электрода на приводе поджатия фрикционного ролика уменьшаются габариты устройства, что позволяет вводить его внутрь обечайки или обечайке проходить через устройство на проход и обеспечить непрерьшный процесс сварки с одновременной зачисткой роликового электрода.
Формула изобретения
1.Устройство для контактной роликовой сварки тонкостенных обечаек, содержащее смонтированные на каретке роликовый электрод и фрикционный ролик с приводом его поджатия, механизм зачистки роликового электрода, выполненный в виде резцедержателя с резцом, режущая кромка которого установлена со смещением от линии, проведенной через центр роликового злек- трода параллельно линии перемещения оси фрикционного ролика, и узла регулирования положения режущей кромки резца, о тлич ающе е с я тем, что, с целью обеспечения непрерывной сварки за счет автоматизации заточки роликового электрода и уменьшения габаритов, резцедержатель шарнирно закреплен на приводе поджатия фрикционного ролика.
2.Устройство по п.1, о т л и ч а- ю щ е е с я тем, что узел регулирования положения режущей кромки резца вьтолнен в виде установленной на
313Д81154
приводе ibpHKTtHOHHoro ролика с воз- с наклонным пазом, при этом реэцедер- можностью регулируемого возвратно- жатель снабжен пальцем, входящим в поступательного перемещения ползушки наклонный паз ползушки.
уе.;
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ | 1995 |
|
RU2112177C1 |
| СПОСОБ СЛЕДЯЩЕЙ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ И РЕЗЦОВОЕ СЛЕДЯЩЕЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2279331C2 |
| УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ ГРАТА ПОСЛЕ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2010 |
|
RU2428292C1 |
| Устройство для обработки труб под сварку | 1988 |
|
SU1556828A1 |
| УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ СОЕДИНЕНИЙ ПОЛОС ПРИ КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ ОПЛАВЛЕНИЕМ | 2011 |
|
RU2456140C1 |
| УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ СВАРОЧНЫХ РОЛИКОВЫХ ЭЛЕКТРОДОВ | 1973 |
|
SU453260A1 |
| Резцовая головка гратоснимателя | 1982 |
|
SU1073038A1 |
| РЕЗЦОВЫЙ УЗЕЛ ГРАТОСНИМАТЕЛЯ СВАРОЧНОЙ МАШИНЫ | 2011 |
|
RU2471597C1 |
| СПОСОБ ЗАЧИСТКИ ИЗНУТРИ ТРУБ С ПРОДОЛЬНЫМ СВАРНЫМ ШВОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2012437C1 |
| ВСЕСОЮЗНАЯ J |^.;г;-ц-:-г, а:' !i.Si!S5v г j,,u,-\ | 1973 |
|
SU374118A1 |
Изобретение относится к сварочному оборудованию, в частности к зачистке роликовых электродов, и может быть использовано при изготовлении тонкостенных обечаек. Целью изобретения является автоматизация зачистки путем снятия стружки определенной толщины с рабочей поверхности роликового электрода. Резцедержатель с резцом установлены на приводе поджатия фрикционного ведущего ролика. Режущая кромка резца установлена со смещением от линии, проведеииой через центр роликового электрода по направлению движения ведущего фрикционного ролика. Установка резцедержателя на приводе фрикционного ролика позволяет уменьщить габариты устройства и обеспечить непрерывный процесс сварки тонкостенных обечаек. I з.п.ф-лы, 4 ил. i (Л &о 4 70 СП 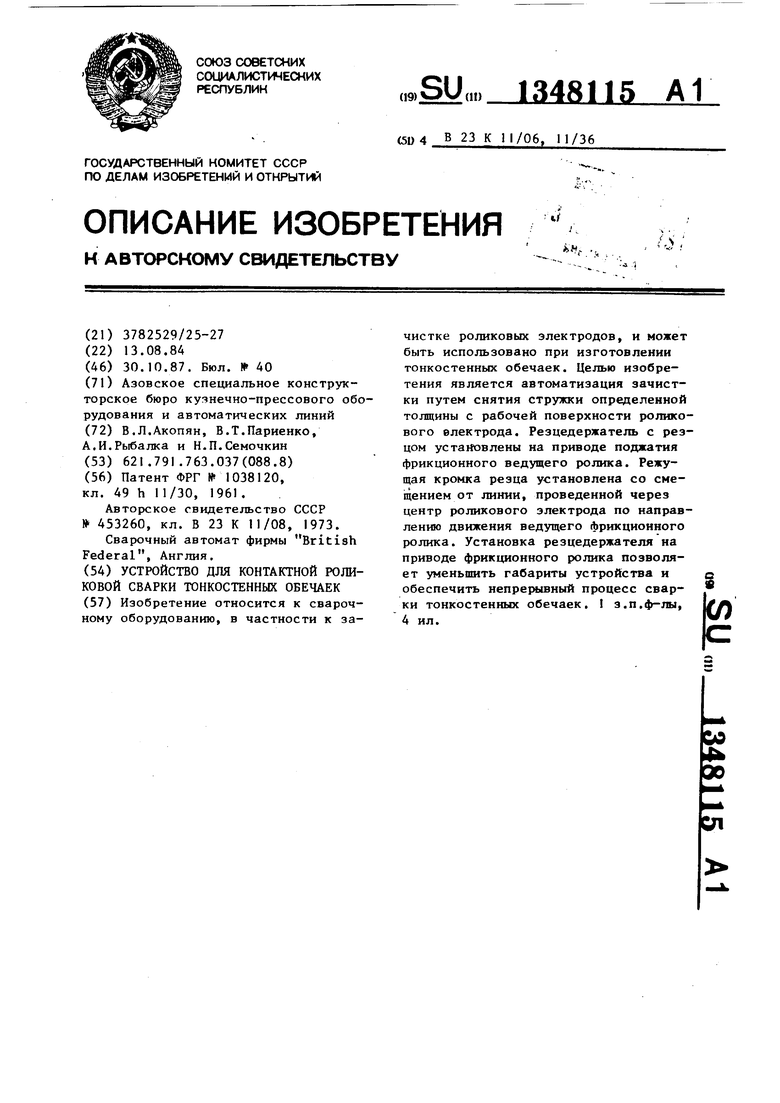
/5
9 Щ
J 7
8 10
Фиг, 2
f( A
f
iJiJil
I I
I.I. 1
tS.
Фиг.З
5-6
Фиг. k
Редактор А.Огар
Составитель Н.Тютченкова
Техред М.МоргентапКорректор И.Эрдейи
Заказ 5150/13Тираж 969Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие,г.Ужгород,ул.Проектная,4
| Устройство для обработки плоских зубчатых колес | 1982 |
|
SU1038120A1 |
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
| УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ СВАРОЧНЫХ РОЛИКОВЫХ ЭЛЕКТРОДОВ | 1973 |
|
SU453260A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Сварочный автомат фирмы British Federal, Англия. | |||
