Изобретение относится к машиностроению и касается способа и устройства, предназначенных для получения короткой стружки при снятии внутреннего заусенца в трубах, полученных по методу сварки с продольным швом.
Целью изобретения является расширение технологических возможностей и повышение производительности за счет обеспечения стружкодробления в процессе обработки сварного шва трубы.
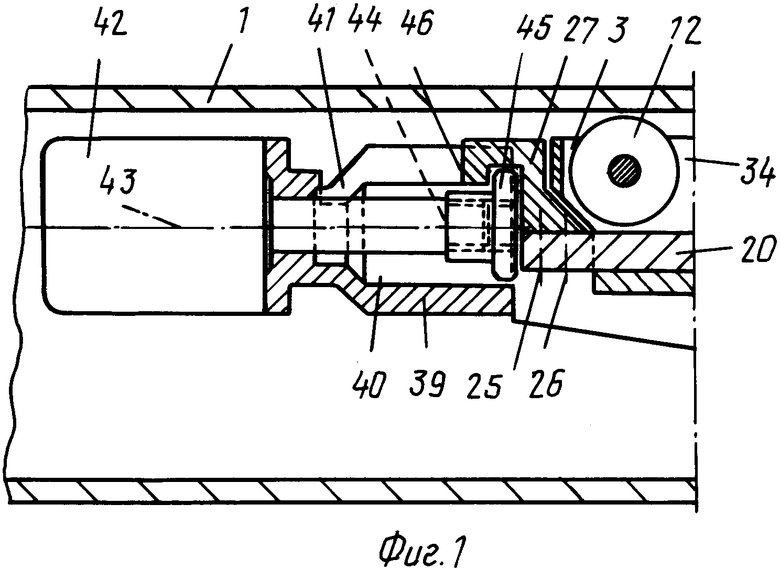
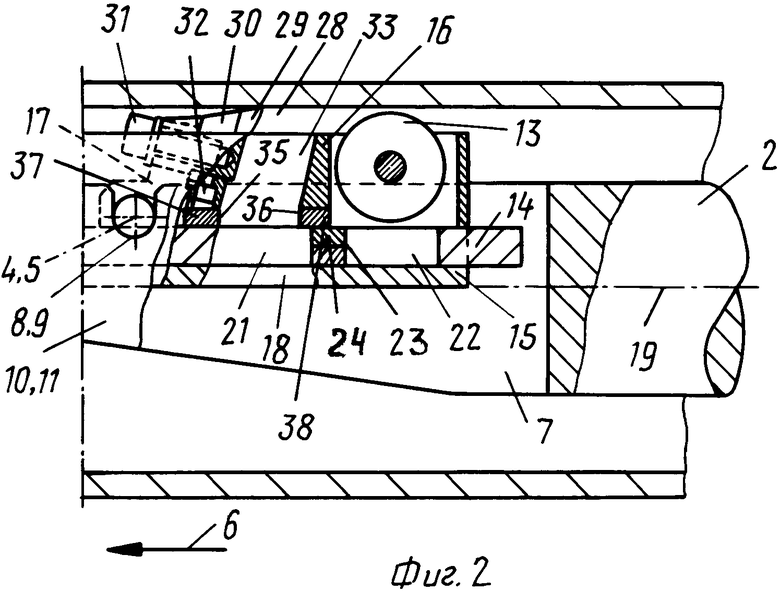
На фиг. 1 изображена первая часть устройства, разрез; на фиг. 2 - вторая часть устройства, разрез.
Способ основан на разделении процесса зачистки на два этапа: шабрение и резание, которые осуществляются отдельными инструментами, причем шабрение осуществляется непрерывно и в зависимости от скорости трубы, а резание осуществляется прерывисто. При этом направление вектора усилия шабрения лежит в плоскости, проходящей через ось трубы и через сварной шов трубы.
Процесс снятия внутреннего заусенца посредством шабровочного инструмента осуществляется стационарно после однократного ввода инструмента в наплыв, образующийся при осадке, при этом не образуются волнообразные или другие периодические отклонения геометрии, отличающиеся от идеальной формы, и отсутствует снижение стойкости инструмента, обусловленное постоянным внедрением в материал или выходом из материала.
В предложенном способе не могут возникать вертикальные поперечные колебания шабровочного инструмента, так как направление вектора усилия шабровки лежит в плоскости, которая образована осью трубы и сварным швом, вследствие чего создается такое реактивное усилие, которое действует в основном в продольном направлении параллельно штанге инструмента.
Кроме того, резание, осуществляемое независимо от скорости трубы, обеспечивает благоприятные частоты резания и тем самым такие длины стружек, которые могут регулироваться почти до сантиметрового диапазона.
Резание, происходящее попеременно встречным и попутным способами относительно направления движения трубы, а также положение вектора направления усилия резания также в плоскости, проходящей через ось трубы и сварной шов, при малых размерах трубы и при соответствующих относительно тонких штангах уменьшает опасность появления вибраций приводных масс, действующих перпендикулярно направлению обработки.
В таком случае для дальнейшего уменьшения инерционных сил, действующих в поперечном направлении, целесообразно также приводные усилия приводного ножа располагать параллельно оси трубы в плоскости, проходящей через ось трубы и через сварной шов трубы. Благодаря габаритам и конструкции инструментальных без при особо больших трубах, например, начиная с внутреннего диаметра 500 мм, поперечные колебания появляются в основном только из-за усилий шабрения или приводных усилий, при соблюдении разделения функций "шабрение" и "резание", а также при сохранении вектора направления усилия шабрения конструктивные преимущества режущего устройства можно получить только в том случае, если вектор направления усилия резания пересекает или расположен перпендикулярно плоскости, проходящей через ось трубы и через сварной шов. При этом низкие частоты резания достигаются преимущественно благодаря поперечно осциллирующему режущему инструменту. В том случае, если привод, предназначенный для получения приводного усилия, расположен внутри трубы с продольным швом, сваренной в процессе посредством электрической сварки сопротивлением, то целесообразно для предотвращения помех от индукционных токов это приводное усилие создавать пневматически или гидравлически. В случае передачи приводного усилия посредством штанги и/или винтов, действующих параллельно борштанге, электрический привод можно просто располагать снаружи трубы.
В устройстве, в несущей раме, выполненной в форме съемного коробообразного профиля, интегрируется шабровочный инструмент и режущее устройство, причем несущая рама и режущее устройство имеют окна и выемки для отвода стружки, так что при соблюдении разделения функций "шабрения" и "резания" может осуществляться быстрая и беспроблемная смена инструментов, осуществляемая посредством замены всей несущей рамы. Кроме того, благодаря тому, что режущее устройство перемещается параллельно оси трубы, устраняются в рабочем состоянии инерционные ускорения, перпендикулярные шабровочному устройству.
Для труб большого диаметра предпочтительно привод располагать вне трубы, так как в таком случае имеется хорошая доступность.
Особенно простое исполнение привода, пригодное для толстостенных труб, изготавливаемых с большими допускаемыми отклонениями геометрии в диапазоне шабрения, достигается благодаря приводу с фрикционным диском, расположенным внутри трубы.
Конструкция и функционирование устройства описывается подробно на одном возможном примере исполнения.
На фиг. 1 и 2 показано предложенное устройство, расположенное внутри трубы.
Устройство плавающе базируется в направляющей штанги 2 посредством расположенных в боковых щеках несущей рамы 3, опорных осей 4 и 5. Для этого направляющая штанга 2 со своего конца, расположенного спереди по направлению 6 движения трубы, имеет продольный шлиц 7, а также выемки 8 и 9 в своих боковых щеках 10 и 11, которые предназначены для базирования опорных осей 4 и 5. Таким образом, вся несущая рама может качаться на угол 6о и посредством поворачивающихся копировальных роликов 12 и 13 может беспроблемно фиксироваться в положении, параллельном поверхности трубы, после настройки рабочего состояния и настройки касания копировальных роликов 12 и 13 внутренней стороны трубы. Труба 1 показана разрезанной по середине сварного шва, причем не представленный сварной шов соответствует верхней поверхности разреза. Несущая рама 3 в нижней части имеет продольное окно 14, которое в основном ограничено нижней перемычкой 15 и двумя поперечными средними перемычками 16 и 17. В нижней перемычке 15 расположено окно 18 для отвода стружки.
Расположенный параллельно оси трубы 19 резцедержатель 20, перемещаемый внутри продольного окна 14, имеет две выемки 21 и 22 для отвода стружки, а также поперечный паз 23, расположенный между этими выемками и предназначенный для базирования нижнего резца 24, осуществляющего резание с обеих сторон. Резцедержатель 20 со своего конца, противо- положного направляющей штанге 2, имеет устройства 25 и 26, предназначенные для крепления поводка 27. В приведенном примере речь идет о подробно не представленном сквозном отверстии, которое предназначено для размещения винтов с цилиндрической головкой, которые ввинчиваются в соответствующие резьбовые отверстия, расположенные на нижней стороне поводка 27. В средней перемычке 17, расположенной между копировальными роликами 12 и 13, размещенными перед и после точки шабрения 28 вдоль направления 6 движения трубы расположен шабровочный резец 29, который базируется и фиксируется посредством базирующих и фиксирующих устройств и который настраивается на требуемую глубину шабрения. Средняя перемычка 17 относится к несущей раме 3. В представленном примере исполнения эти устройства выполнены из плиты основания 30, установочного винта 31 и регулировочного винта 32, предназначенного для установки глубины. Выемка 33 между обеими средними перемычками 16 и 17 также предназначена для отвода стружки; выемка 34 предназначена не только для базирования копировальных роликов, но и для манипулирования, например, для поворота фиксирующего винта 31 при смене инструмента.
В нижней части средней перемычки 16 и 17 расположены соответствующие поперечные пазы 35 и 36, предназначенные для базирования верхних резцов 37 и 38. Базирующая чашеобразная деталь 39 на заднем конце направляющей штанги 2 жестко сварена с ее боковыми щеками 10 и 11. Базирующая чашеобразная деталь 39 имеет ступенчатое сквозное отверстие 40, а также продольный паз 41, предназначенный для направления поводка 27 и связанного с ним резцедержателя 20. Линейный привод 42, закрепленный на заднем конце базирующей чашеобразной детали (в данном случае линейный привод выполнен в виде гидравлического цилиндра), имеет подающую штангу 43, которая выступает через сквозное отверстие 40 против направления 6 движения трубы и которая имеет резьбу 44, посредством которой привинчивается фланец 45. Круглый фланец 45 входит под кулачки 46 поводка 27 с зазором, необходимым для обеспечения самоустанавливающегося качания несущей рамы 3. Необходимые трубопроводы для линейного привода 42, питаемого от наружной станции, не показаны.
В стационарном рабочем состоянии внутренний наплыв непрерывно ошабривается в точке 28 шабрения посредством шабровочного резца 29 и стружка проходит через выемки 33 и 21, а также через окно 18 в нижнюю половину трубы ударяется тотчас в нижнюю стенку трубы и подхватывается там трубой, помещаемой в направлении 6. После определенного интервала времени, зависящего каждый раз от требуемой длины стружки, включается гидравлический цилиндр 42 двойного действия и через направляющую штангу 43 вытягивает фланец 44, а посредством поводка 27 перемещает резцедержатель 20 в направлении 6 движения трубы до тех пор, пока выемка 22 не будет расположена в том месте, где перед этим находилась выемка 21. В таком процессе сходящая стружка отрезается резцами 37 и 24. Отрезанная стружка отводится назад посредством движения трубы, в то время, как последующая cшабренная стружка проходит через выемки 33 и 22, а также через окно 18.
Через определенный интервал времени привод 42, включенный в этот момент в противоположное направление, вновь перемещает резцедержатель 20 в первоначальное положение, причем при этом стружка отрезается посредством резцов 38 и 24, а стружка, образующаяся в дальнейшем, вновь проходит через выемки 33 и 21, а также через окно 18. В зависимости от предварительно настроенного интервала времени и тем самым в зависимости от частоты резания получают стружку длиной, которая может быть в сантиметровом, дециметровом или метровом диапазонах, причем такая стружка после разрезки трубы просто выдувается и без дальнейшей обработки может использоваться вторично в качестве присадки шрота при загрузке доменных печей. (56) Патент ФРГ N 3219369, кл. B 21 C 37/30, 1984.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для зачистки сварных швов | 1983 |
|
SU1107926A1 |
| Суппорт токарного станка для обработки глубоких кольцевых канавок | 1982 |
|
SU1268095A3 |
| Устройство для автоматической сварки внутренних технологических швов спиральношовных труб | 1971 |
|
SU579861A3 |
| СТРУГОВЫЙ КОМПЛЕКС, СЕКЦИЯ КРЕПИ, УСТАНОВКА СТРУГОВАЯ, БАЗА СТРУГОВАЯ, ПРИВОД СТРУГА, ПЕРЕГРУЖАТЕЛЬ УКОРОЧЕННЫЙ, КРЕПЬ СОПРЯЖЕНИЯ, МАНИПУЛЯТОР ПЕРЕДВИЖНОЙ | 1999 |
|
RU2163970C1 |
| Суппорт токарного станка для обработки глубоких кольцевых канавок | 1983 |
|
SU1255042A3 |
| Расточная головка | 1990 |
|
SU1726154A1 |
| Угольный струг | 1985 |
|
SU1283375A1 |
| Угольный струг скользящего типа | 1982 |
|
SU1070308A1 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА В ЭЛЕКТРОСВАРНЫХ ТРУБАХ | 2014 |
|
RU2595163C2 |
| Струговая установка | 1978 |
|
SU833170A3 |
Изобретение относится к машиностроению и касается способов и устройств, предназначенных для получения короткой стружки при снятии внутренного заусенца в трубах, полученных сваркой с продольным швом. При осуществлении способа зачистки изнутри сварного шва трубы производят относительное линейное перемещение трубы и шабровочного инструмента, расположенного внутри трубы. Внутренний заусенец вначале сшабривают непрерывно посредством неподвижного инструмента. Внутри трубы образовавшуюся стружку периодически режут посредством приводного резца. Направление вектора усилия шабрения лежит в плоскости, проходящей через ось трубы и сквозной шов трубы. В устройстве, предназначенном для осуществления способа, предусмотрены окна для отвода перерезанной стружки и инструменты с независимым приводом, которые осуществляют перерезание образовавшейся в процессе зачистки стружки. 2 с. и 11 з. п. ф-лы, 2 ил.
