Известны установки для выработки непрерывного стеклянного полокна, включающие бункер с качающимся дном для стеклощариков, ручьи с дозаторами, электропечь, состоящую из стеклоплавильного сосуда и керамического кожуха, сборный лоток и наматывающий аннарат.
Недостатком этих установок является малая производительность, значительный расход дорогостоящих платиноиридиевых сплавов и сложное регулирование процесса.
Описываемая установка не имеет указанных недостатков и отличается тем, что ее загрузочный бункер, питающие ручьи, дозаторы и электропечь герметизированы. Такое выполнение обеспечивает выработку стекловолокна под давлением при высокой производительности установки. Кроме того, питающие ручьи выполнены в виде трубок, а стеклоплавильный сосуд снабжен удлиненными загрузочными трубками и холодильниками, предотвращающими обгорание прокладок, уложенных в место стыка питающих ручьев с загрузочными трубками.
Для предотвращения деформации фильерной пластины стеклоплавильного сосуда в последнем применен сферический перфорированный свод, а фильерная пластина имеет небольщую стрелу прогиба. Для удобства обслуживания и уменьщения деформаций
стеклоплавильного сосуда керамический кожух выполнен в виде двух половин, внутренняя поверхность которых соответствует наружной поверхности стеклоплавильного сосуда.
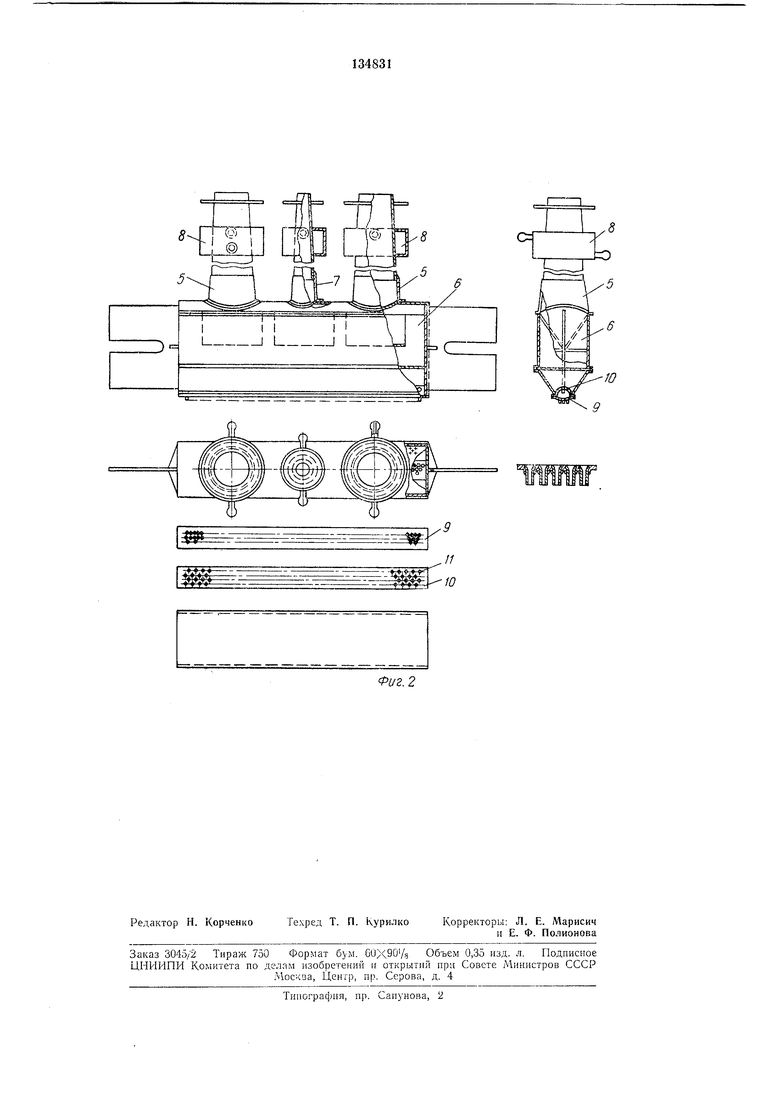
На фиг. 1 схематически изображена предлагаемая устаиовка для выработки непрерывного стеклянного волокна; на фиг. 2 - стеклоплавильный сосуд.
Установка содержит загрузочный бункер /, дно которого выполнено в виде снабженного отверстиями лотка, жестко посаженного на соверщающий качательные движения вал, а сам бункер заключен в герметизированный
кожух 2.
К бункеру } подсоединено несколько питающих ручьев 3, выполненных в виде труб. На иути каждого ручья, между разрезанными трубами, вставлен промежуточный дозатор 4, снабженный внутри отсекающим н пропускающим устройством, приводимым в действие с помощью электромагнитов и реле, получающих импульсы от регулятора уровня. Концы питающих ручьев снабжены фланцами и с помощью их присоединены к концам загрузочных трубок 5, питающих стеклоплавильный сосуд 6.
щей керамики. Загрузочные трубки 5 снабжены холодильниками 8, установленными над трубками 5 и 7.
Сосуд 6 оканчивается в своей иилсней части фильерной .иластиной 9. Чтобы предотвратить возможность продольного ирогибания пластины Я она и примыкающие к ней пижние части стенки сосуда 6 выполнены утолщенными, а вдоль пластины 9 встроен свод 10, снабженный отверстиями //, предназначенными для пропуска расплавленной стекломассы к фильерам. С той же целью и для предупреждения неоднородных деформаций между отдельными сечениями сосуда 6 токоподводящая пластииа утолщена и снабжена донолнительнымп поперечными ребрами жесткости.
Установка работает следующим образом. Стеклянные шарики со строго калиброванным (в пределах 19+1 мм) диаметром загружают большими партиями в бункер /. Шарики под действием собствеиного веса поступают в трубки питающих ручьев 3. В бункер и питающие ручьи подводится под давлением сжатый воздух от ресивера 12, отрегулированного на давление в 1 ати.
Между ресивером и бункером расположены понижающие редукторы 13 и 14 с манометром 15, от которых сжатый воздух по трубопроводу 16 иаправляется в герметизированный кожух 2, покрывающий бункер 1. Первый но ходу воздуха понижающий редуктор 13 обеспечивает грубую регулировку давления, а редуктор 14 - регулировку с точностью, например, до одной десятой ати.
На герметизированном кожухе установлен регулирующий клапан, который понижает излишнее давленне в сосуде 6. В системе водяного охлаждения предусмотрена циркуляция холодной воды через холодильники 8, монтированные над загрузочными трубками 5 и трубкой 7 уровнемера. Спряденное волокно, пройдя через замасловочный прибор, принимается намоточным устройством известного типа.
Предмет изобретения
1.Устаповка для выработки непрерывного стеклянного волокна, включающая бункер с
качающимся дном для стеклошариков, ручьи с дозаторами, электропечь, состоящую из стеклоплавильного сосуда и керамического кожуха, сборный лоток и наматывающий аппарат, отличающаяся тем, что, с цельЕО повышения производительиости установки путем выработки стекловолокпа под давлением, экономии дорогостоящего платиноиридиевого сплава, а также упрощения регулирования процессом формования непрерывного стекловолокна, загрузочный бункер, питающие ручьи, дозаторы и электропечь герметизированы, причем питающие ручьи выполнены в виде трубок, а стеклоплавильный сосуд снабжен удлиненными загрузочными трубками и
холодильниками, предотвращающими обгорание прокладок, уложенных в месте стыка питающих ручьев с загрузочиыми трубками.
2.Установка по п. 1, отличающаяся тем, что, с целью предотвращения деформации
фильерной пластины стеклоплавильного сосуда, в последнем применен сферический перфорированный свод, а фильерная пластина имеет небольшую стрелу прогиба.
3.Установка по п. 1, отличающаяся те.м, что, с целью удобства ее обслуживания и
уменьшения деформации стеклоилавильного сосуда, керамический кожух выполнен в виде двух половин, внутренняя поверхность которых соответствует наружной поверхности стеклоплавильного сосуда.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ВЫРАБОТКИ НЕПРЕРЫВНОГО СТЕКЛЯННОГО ВОЛОКНА | 1970 |
|
SU271421A1 |
| МАЛОГАБАРИТНЫЙ СТЕКЛОПЛАВИЛЬНЫЙ СОСУД | 1969 |
|
SU234627A1 |
| СТЕКЛОПЛАВИЛЬНЫЙ СОСУД | 1999 |
|
RU2147297C1 |
| СТЕКЛОПЛАВИЛЬНЫЙ СОСУД для ВЫРАБОТКИ СТЕКЛОВОЛОКНА | 1969 |
|
SU250393A1 |
| ЭЛЕКТРОКЕРАМИЧЕСКАЯ ПЕЧЬ С КОСВЕННЫМ НАГРЕВОМ ДЛЯ ФОРМОВАНИЯ НЕПРЕРЫВНЫХ И ШТАПЕЛЬНЫХ СТЕКЛЯННЫХ ВОЛОКОН | 2014 |
|
RU2560761C1 |
| Устройство для получения волокна из термопластичного материала | 1982 |
|
SU1058905A1 |
| ВСЕСОЮЗНАЯ ПДТРНТШ1.ТГ>&:ЯЙ'.!Р»^?йй1БИБЛ^'ЮТЕКА | 1971 |
|
SU316658A1 |
| Стеклоплавильный сосуд для выработки стеклянного волокна | 1957 |
|
SU109439A1 |
| СТЕКЛОПЛАВИЛЬНЬ[Й СОСУД | 1971 |
|
SU289989A1 |
| Устройство для загрузки стеклошариков в плавильную печь | 1973 |
|
SU482401A1 |