Изобретение относится к машиностроению и может быть использовано при чистовой обработке эвольвентных профилей зубьев зубчатых колес.
Данный станок предназначен для реализации чистовой обработки профилей зубьев по методу зуботочения, который характеризуется имитацией зацепления резцов инструментального колеса с зубьями нарезаемого в его профильной плоскости, при этом при согласовании скоростей движения режущих кромок резцов со скоростью вращения основной окружности нарезаемого колеса, резание и удаление припуска осуществляется по эвольвенте зуба при движении резцов от головок нарезаемых зубьев к ножкам.
Так как скорость резания прямо связана с формированием эвольвентного профиля, то величина скорости резания, определяемая экономической нормой стойкости инструментального материала, требует резкого увеличения угловой скорости вращения шпинделей детали и инструмента.
Характер процесса зуботочения по эвольвенте, определяющий врезание резцов инструмента от головок обрабатываемых зубьев, обусловливает равенство нулю скорости резания у ножек зубьев. Для облегчения условий резания и обеспечения скорости резания у ножек зубьев необходимо использование механизма дискретных возвратно-поступательных перемещений нарезаемого колеса вдоль венца зуба со скоростью, согласованной с частотой вращения колеса.
Цель изобретения - повышение производительности и качества чистовой обработки эвольвентных профилей зубьев зубчатых колес.
На чертеже представлена принципиальная кинематическая схема станка.
Станок состоит из станины 1 и вертикальной стойки 2, на которых размещены каретка 3 с головкой 4, несущей шпиндель 5 детали (колеса) 6, продольный суппорт 7 и поперечный суппорт 8, несущий шпиндель 9 инструмента 10. Станок содержит механизмы перемещения суппортов в направлении подач: механизм 11 поперечных подач, механизм 12 радиальных подач и механизм 13 продольных подач, механизм 14 дискретных возвратно-поступательных ходов головки, а также дополнительный двигатель 15 с синхронизатором частот вращения шпинделей 16, снабженный тахометрическим устройством 17.
Для передачи рабочих движений и перемещений станок имеет основной двигатель 18, который через реверсивную муфту 19 передает вращение на исполнительные механизмы станка через коробки скоростей 20-23 и (коробку) передачу подач 24 и передачу 25 согласования дискретных возвратно-поступательных ходов с частотой вращения шпинделей, которая согласуется с частотой вращения шпинделя 5 детали 6; получаемой от двигателя 15 через передачи скоростей 22 и 23 синхронизатором 16, снабженным тахометрическим устройством 17, имеющим связь с передачами скоростей 20 и 21 шпинделя 9 инструмента 10.
При согласованном вращении шпинделей 5 детали 6 и инструмента 10 осуществляется процесс резания - точения по эвольвентам зубьев нарезаемого колеса в его профильной плоскости. Обработка всего венца зубьев осуществляется при постоянном включении механизма продольной подачи 13 каретки с головкой вдоль направления нарезаемых зубьев и работе механизма дискретных возвратно-поступательных ходов головки 14, который сообщает колесу 6 один двойной ход за время его поворота на угол зацепления инструментального и нарезаемого колес при согласовании этого движения с частотой вращения шпинделей передачей 25.
При обработке зубьев цилиндрического прямозубого колеса подвижная головка 4 должна быть установлена так, чтобы оси шпинделей 5 и 9 были параллельны, а при обработке косозубых колес головка должна быть повернута на угол подъема винтовой линии.
Используя механизмы поперечной 11 и радиальной 12 подач, инструмент 10 настраивается на размер так, что вершинная точка резца принадлежит теоретической эвольвенте и основной окружности (Rокр) колеса одновременно.
Затем обрабатываемое колесо 6 отводится в исходное положение в продольном направлении. При включении станка обработка осуществляется согласованным вращением шпинделей и наличием непрерывной продольной подачи, которая в этом случае совпадает по направлению с осью вращения колеса и направлением его зубьев, а также работой механизма дискретных возвратно-поступательных ходов, так как зуботочение по эвольвенте позволяет при одной настройке на размер и вращении шпинделей в заданном направлении формировать эвольвентные профили зубьев колеса лишь с одной стороны, то для обработки зубьев с другой стороны требуется или перебазирование нарезаемого колеса по торцам или применение комбинированного инструмента из двух режущих колес, вращающихся в разном направлении, но в любом случае необходимо реверсивное переключение направления вращения шпинделей детали и инструмента.
При нарезании колес m= 10, Zк= 40 из стали 30ХГТ инструментом из Р 18 рекомендуется скорость резания, равная V= 35 м/мин.
При этом инструмент (Dи= 1 м) вращается с частотой вращения nи= 140 об/мин, а нарезаемое колесо (из условия Rокр nк= Rи nи) с частотой вращения nк= 400 об/мин. Подача для чистовой обработки связана с вспомогательным углом в плане резцов инструмента и равна So= 0,5 мм/об. кол.
Таким образом, колесо с шириной венца B= 40 мм, обрабатываемое комбинированным инструментом с реверсом вращения шпинделей, нарезается за 12 с.
(56) Металлорежущие станки. Под ред. Ачеркана Н. С М. : Машиностроение, 1965, 1 т, с. 552-553.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| Способ чистовой обработки эвольвентных профилей зубьев зубчатых колес | 1982 |
|
SU1098143A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1997 |
|
RU2123915C1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1989 |
|
RU2029663C1 |
| Способ отделочной обработки эвольвентных профилей зубьев цилиндрических зубчатых колес | 1987 |
|
SU1563056A1 |
| СПОСОБ ОБРАБОТКИ ЭВОЛЬВЕНТНЫХ ПРОФИЛЕЙ КРУГОВЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1992 |
|
RU2049608C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2070487C1 |
| Резцовая головка | 1982 |
|
SU1039656A1 |
| Способ чистовой зубообработки цилиндрических зубчатых колес | 2015 |
|
RU2607509C1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
Изобретение относится к машиностроению, может быть использовано при чистовой отработке эвольвентных профилей зубьев зубчатых колес и предназначено для реализации чистовой обработки по методу зуботочения, который характеризуется имитацией зацепления резцов инструментального колеса с зубьями нарезаемого в его профильной плоскости, при этом характер процесса зуботочения по эвольвенте, определяющий врезание резцов инструмента от головок обрабатываемых зубьев, обусловливает равенство нулю скорости резания у ножек зубьев. Цель изобретения - повышение производительности и качества чистовой обработки эвольвентных профилей за счет использования механизма дискретных возвратно-поступательных перемещений нарезаемого колеса вдоль зубчатого венца со скоростью, согласованной с частотой вращения колеса, что позволяет облегчить условия резания и обеспечить скорость резания у ножек зубьев при согласованном вращении шпинделей. 1 ил.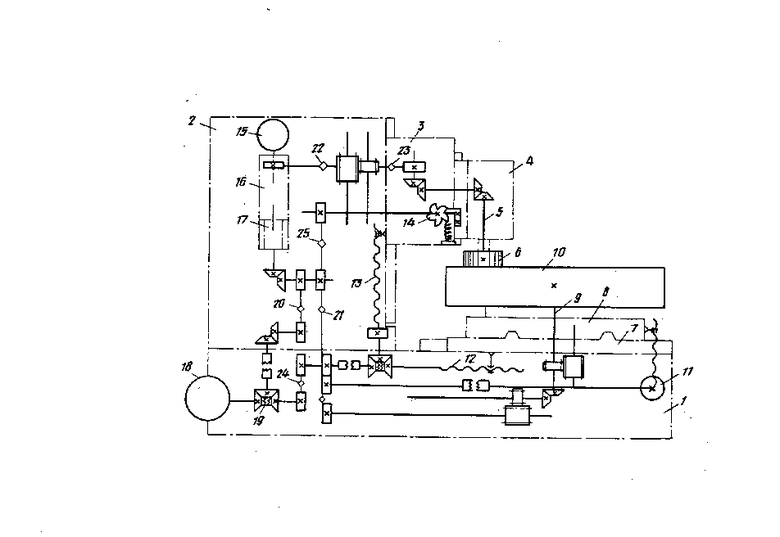
СТАНОК ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС, содержащий станину с размещенными на ней продольным и поперечным суппортами с механизмами рабочих перемещений от двигателя и стойку с вертикальными направляющими, при этом один шпиндель размещен на поперечном суппорте, а другой - в головке, расположенной с возможностью вертикального перемещения и содержащей привод, отличающийся тем, что, с целью повышения производительности и качества чистовой обработки эвольвентных профилей зубьев, он снабжен установленной на вертикальных направляющих стойки кареткой и механизмом возвратно-поступательного перемещения головки, предназначенной для установки обрабатываемого колеса, привод которой дополнительно содержит двигатель с синхронизатором частот вращения шпинделей, которые кинематически связаны с механизмами рабочих перемещений.
