Известны полуавтоматические сверлильные станки с программным управлением для линейного сверления отверстий с постоянным шагом в деталях типа судовых стрингеров с использованием программного контактного устройства, с перфорированной лентой для управления посредством электромагнитных муфт, ускоренных перемещений шпиндельной головки и включения электродвигателя шаговых перемещений. Однако эти станки отличаются сложностью конструкции и наладки, не обеспечивают автоматизации рабочего цикла сверления простыми и техническими средствами и малопроизводительныВ предлагаемом станке эти недостатки устранены тем, что настройка шаговых перемещений шпиндельной головки осуществляется ходовым винтом при помощи сменных щестерен, получающих движение от индивидуального электродвигателя через однооборотную муфту и мальтийский механизм.
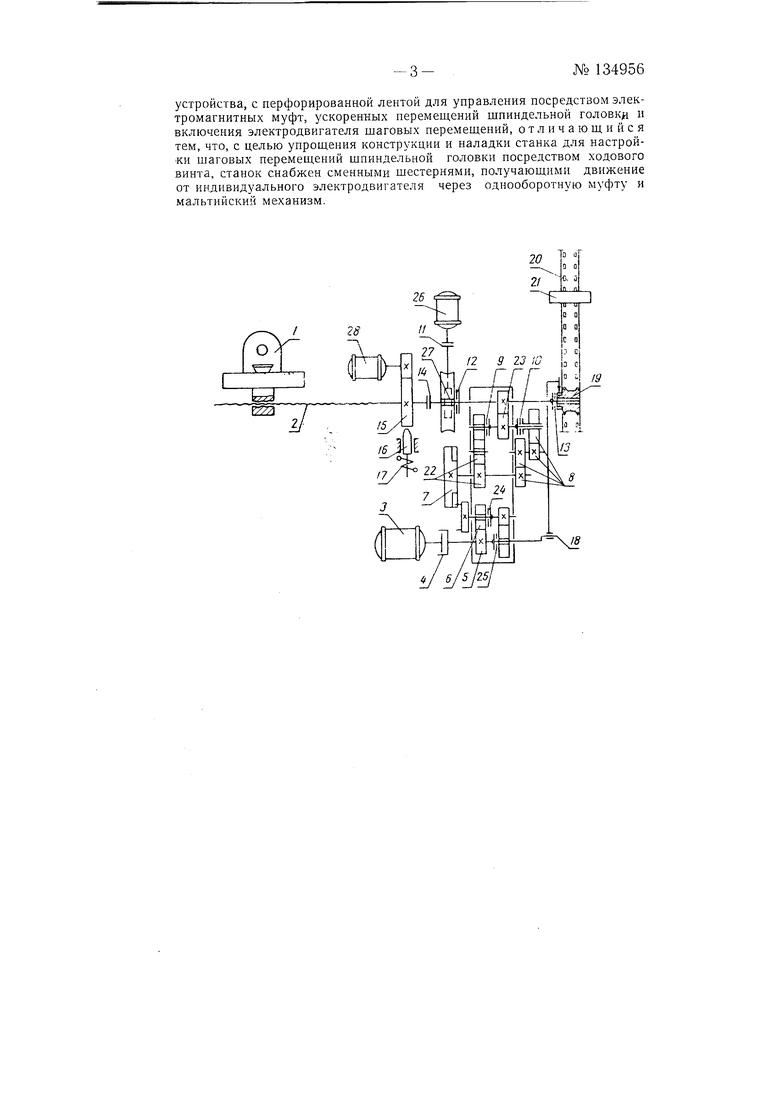
На чертеже изображена кинематическая схема станка.
Шаговое перемещение сверлильной головки / и программирование величины этого перемещения производятся ходовым винтом 2, вращение которому передается от электродвигателя 3 через однооборотную муфту 4, шестерни 5 и 5, мальтийский механизм 7 и гитару сменных шестерен S (при этом электромагнитная муфта 9 отключена, а муфта 10 включена).
Цикл каждого шагового перемещения происходит следующим образом.
После вывода сверла из отверстия детали включается однооборотнау муфта 4, которая за один оборот передает движение по указанной выше кинематической цепи и после этого отключается. В это время электромаг№134956 2-нитные муфты 11, 12 и 13 отключены, а муфта 14 при каждом перемещении головки / включается и после окончания перемещения-отключается.
На ходовом винте 2 жестко укреплена так называемая «уточнягощая шестерня 15, поворот которой па один зуб соответствует перемещению головки / на 0,1 м.м.
После отключения муфты 14 фиксатор 16 под действием электромагнита 17 вводится во впадину щестерии 15, уточняя угловое перемещение ходового винта 2 и, следовательно, положение головки 1, программирование перемещения которой производится настройкой гитары..
Программирование количества отверстий в группах происходит следующим образом.
При каждом обороте однооборотной муфты 4 кривощип 18 с помощью храпового механизма поворачивает звездочку 19 на одип щаг и тем самым перемещает -перфоленту 20 также на один шаг.
Таким образом, если на соответствующей дорожке перфоленты 20 имеются два отверстия, из которых первое соответствует первому сверлению, а второе-последнему сверлению (в группе), то программируется число отверстий в группе, равное числу шагов перфорации ленты между указанными выше двумя отверстиями. Для этого перфолента направляется в читающее устройство 21 так, чтобы первое отверстие на той дорожке, где записано количество отверстий в группах, находилось под соответствующей щеткой и сверлильная головка 1 устанавливается в положение, соответствующее первому отверстию в детали.
После начала обработки станок автоматически сверлит одно за другим все отверстия в группе, пока второе отверстие на перфоленте не сойдет со щетки; затем начнется пропуск, программирование которого осуществляется следующим образом.
Поскольку величина пропуска может быть большой и не кратной шагу, то перемещение каретки производится по другой кинематической цепи: от электродвигателя 5 через муфту 4, шестерни 5 и 6, мальтийский механизм 7 и пару зубчатых колес 22 (муфта 9 включена, а муфта 10 отключена) и щестерни 23-па ходовой винт 2. Таким образом, при одном обороте муфты 4 ходовой винт 2 также совершит один оборот и головка / переместится на один шаг, т. е. па 10 мм- Перфолента 20 также, в свою очередь, переместится на один шаг.
Длина пропуска отрабатывается частями по указанной кинематической цепи так, чтобы число частей равнялось целой чисти частного, полученного при делении длины пропуска на перемещение головки за один оборот ходового винта, что программируется на отдельной дорожке перфоленты двумя отверстиями.
Например, при длине пропуска 97 мм отработка производится девять раз по 10 мм, а 7 мм отрабатывается следующим образом.
Электродвигатель 3 и муфты 24, 25, 9 и 10 отключаются и включаются муфты 14, 12, 13, 11 и электродвигатель 26, и так как последний вращает ходовой винт 2 через червячную передачу 27, то вращение винта и следовательно перемещение головки 1 происходит медленно. Это перемещение, в данном случае 7 мм, программируется длиной перфоленты, заключенной между двумя отверстиями па третьей дорожке.
Двигатель 28 предназначен для установочных ,и наладочных перемещений.
Предмет изобретения
Полуавтоматический сверлильный станок с программным управлением для линейного сверления отверстий с постоянпым щагом в деталях типа судовых стрингеров с использованием программпого контактного

| название | год | авторы | номер документа |
|---|---|---|---|
| Импульсный электромагнитный двигатель | 1957 |
|
SU114357A1 |
| Устройство для кинематического программного управления металлорежущими станками | 1960 |
|
SU147419A1 |
| Система программного управления металлорежущими станками | 1961 |
|
SU144363A1 |
| Устройство для измерения угла поворота вала | 1957 |
|
SU126930A1 |
| Измеритель скорости перемещения рабочих органов гидравлических механизмов | 1960 |
|
SU135703A1 |
| МАГАЗИН СМЕННЫХ ИНСТРУМЕНТОВ К СВЕРЛИЛЬНО- РАСТОЧНЫМ СТАНКАМ С ПРОГРАММНЫМ УПРАВЛЕНИЕМ | 1966 |
|
SU184583A1 |
| Устройство для силового программного управления металлорежущими станками | 1961 |
|
SU139899A1 |
| Станок для нарезания высокоточных винтов | 1962 |
|
SU151212A1 |
| ИНФУЗИОННЫЕ НАСОСЫ | 2011 |
|
RU2579620C2 |
| СИСТЕМЫ И СПОСОБЫ МНОГОСТОРОННЕГО АНАЛИЗА | 2012 |
|
RU2627927C2 |