В известных конструкциях станков с программным управлением отсчет координат рабочего органа/ неремещаемого по заданной программе, производится при помощи шаговых двигателей. Недостатки этих конструкций состоят в низкой скорости отработки системы с шаговыми двигателями; в трудности создания высокоскоростных шаговых двигателей большой Мошности; в необходимости подавать шаговым двигателям импульсы, поочередно распределенные между обмотками и т. д.
Предлагаемое устройство, предназначенное для автоматизации управления врашающего вал привода, основано на применении измерительного многоступенчатого редуктора и свободно от указанных недостатков известных конструкций. Устройство содержит асинхронный электродвигатель, приводящий ъо вращение винт исполнительного механизма, измерительную систему зубчатых колес с десятичным персдаточным отношением на каждой ступени и магнитные выключатели, контролирующие положение каждого промежуточного вала. Кинематическая схема устройства приведена на чертеже.
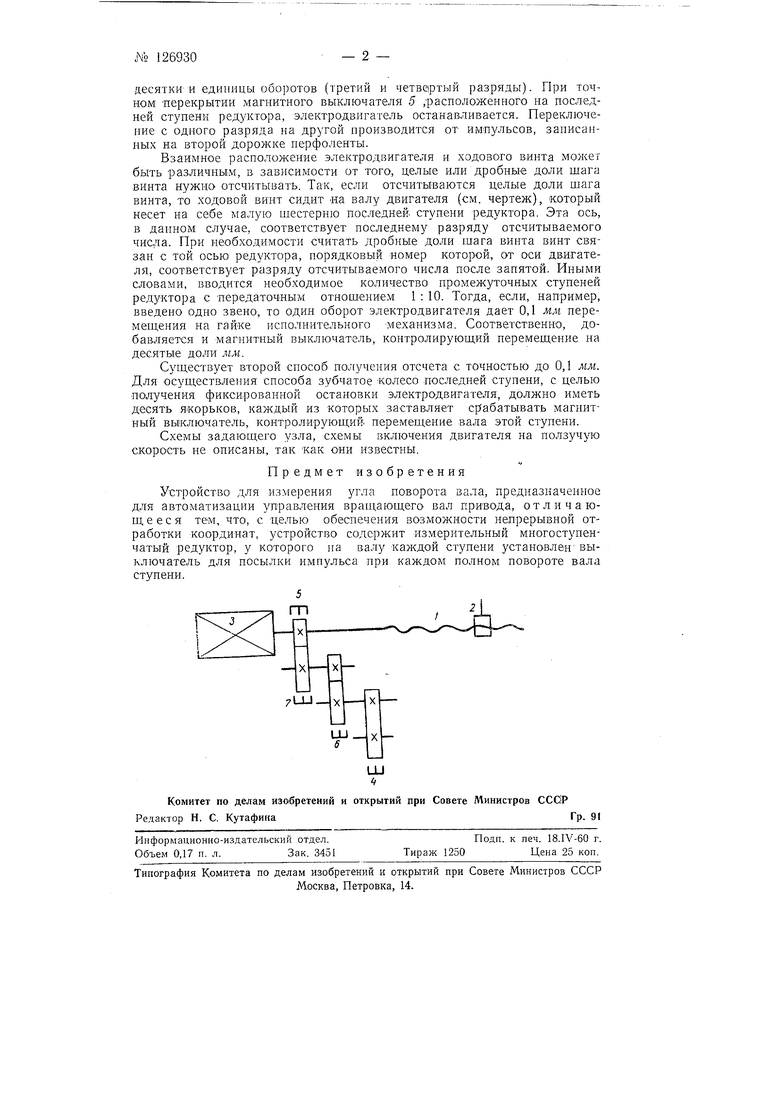
Устройство работает от командных импульсов (записанных, например, на перфоленте), причем раздельно задаются разряды величины перемещения-тысяч, сотен, десятков и единиц оборотов (или миллиметров, так как шаг винта / исполнительного механизма 2 равен одному миллиметру).
При подаче импульса первого разряда включается электродвигатель 3 и магнитный выключатель 4, контролирующий перемещение осп первой ст пени на тысячи оборотов. При достижении заданного перемещения происходит совпадение подвижных и неподвижных частей магнитного выключателя 4, что приводит к переключению электродв;1гателя путем торможения на малую (ползучую) скорость. Остановка отсчета производится последним магнитным выключателем 5. Затем подается импульс второго разряда (перемещение контролируется магнитным выключателем 6), который отрабатывается аналогично. МагНитные выключатели 7 и 5 контролируют, соответственно, перемещен);е на
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтоматический сверлильный станок с программным управлением для линейного сверления отверстий с постоянным шагом в деталях типа судовых стрингеров | 1960 |
|
SU134956A1 |
| Программное устройство | 1959 |
|
SU122797A1 |
| Станок для нарезания высокоточных винтов | 1962 |
|
SU151212A1 |
| Устройство для измерения угла поворота вала | 1959 |
|
SU127306A1 |
| Система программного управления металлорежущими станками | 1961 |
|
SU144363A1 |
| Устройство для кинематического программного управления металлорежущими станками | 1960 |
|
SU147419A1 |
| Измеритель скорости перемещения рабочих органов гидравлических механизмов | 1960 |
|
SU135703A1 |
| Импульсный электромагнитный двигатель | 1957 |
|
SU114357A1 |
| Способ программного управления угловыми или линейными перемещениями исполнительного органа | 1961 |
|
SU144365A1 |
| Устройство для программного управления угловыми перемещениями исполнительного органа станка | 1961 |
|
SU150772A1 |
