Известны системы программного управления металлорел ущими станками с исполнительным органом, перемещаемым посредство1М основного ходового винта. Однако такие системы недостаточно надежны.
Описываемая система для увеличения надежности управления снабжена вспомогательным ходовым винтом, предназначенным для осевого смещения основного ходового винта. Для индексации положения исполнительного органа применены два независимых датчика положения, связанных с основным и вспомогательным ходовыми винтами.
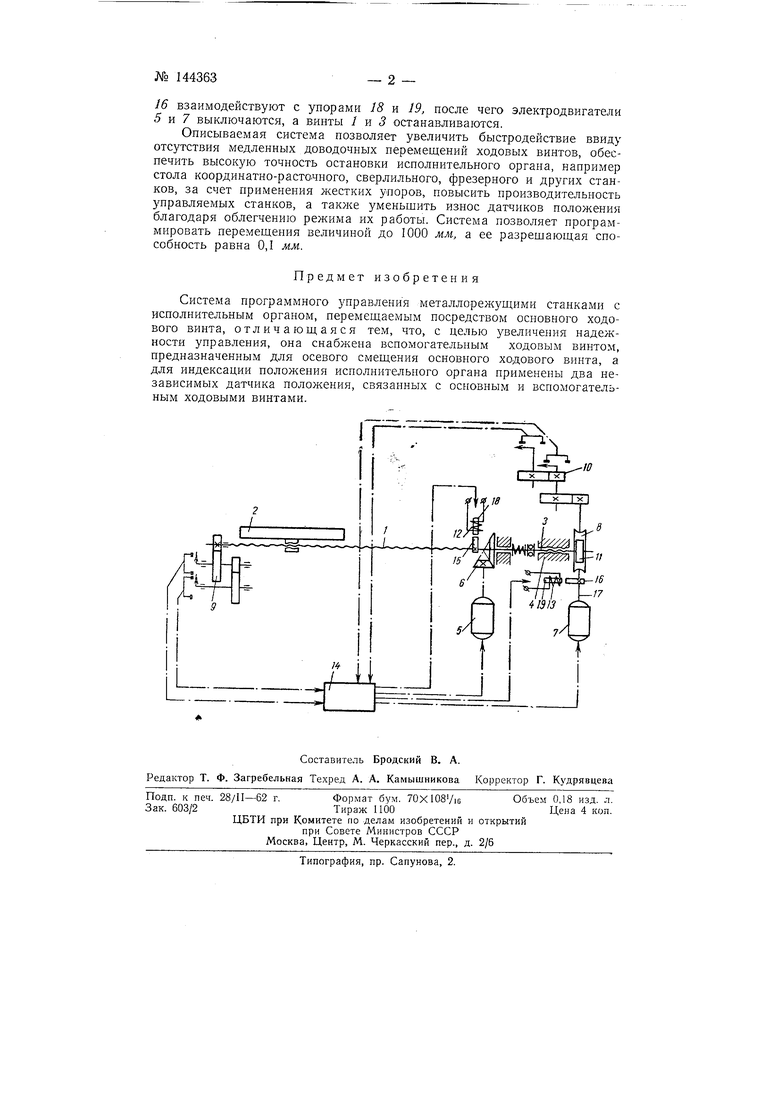
На чертеже изображена схема системы.,
Система программного управления металлорежущими станками состоит из основного ходового винта 1, перемещающего исполнительный орган 2, вспомогательного ходового винта , предпазначенного для осевого смещения винта 1 и взаимодействующего со станиной 4 станка, электродвигателя 5, вращающего через коническую передачу 6 винт /, электродвигателя 7, приводящего через червячную передачу 8 винт 3, двухразрядных датчиков 9 и 10 пололсения, контролирующих количество оборотов винта / и червяка 11 передачи 8, электромагнитов 12 и 13, а также узла 14 управления, имеющего две схемы совпадения.
Программа в закодированном виде вводится в узел 14 управления, в результате чего начинают вращаться ходовые винты / и 3. Вращение винтов продолжается до тех пор, пока в узел 14 управления не постзпят от датчиков 9 и 10 сигналы совпадения, причем сигналы подаются в тот момент, когда вращающиеся упоры 15 и 16, установленные на винте 7 и на червячном валу 17, находятся над упорами 18 и 19. В момент подачи сигналов включаются электромагниты 12 и 13, выдвигающие упоры 18 и 19, что вызывает реверсирование электродвигателей 5 и 7. При вращении в обратную сторону винтов 1 и 3 упоры 15 и
16 взаимодействуют с упорами 18 и 19, после чего электродвигатели 5 и 7 выключаются, а винты 1 и 3 останавливаются.
Описываемая система позволяет увеличить быстродействие ввиду отсутствия медленных доводочных перемендений ходовых винтов, обеспечить высокую точность остановки исполнительного органа, например стола координатно-расточного, сверлильного, фрезерного и других станков, за счет применения жестких упоров, повысить производительность управляемых станков, а также уменьшить износ датчиков положения благодаря облегчению их работы. Система позволяет программировать перемеш;ения величиной до 1000 мм, а ее разрешающая способность равна 0,1 мм.
Предмет изобретения
Система программного управления металлорежуш,ими станками с исполнительным органом, перемеш;аемым посредством основного ходового винта, отличаюш,аяся тем, что, с целью увеличения надежности управления, она снабжена вспомогательным ходовым винтом, предназначенным для осевого смешения основного ходового винта, а для индексации положения исполнительного органа применены два независимых датчика пололсения, связанных с основным и вспомогательным ходовыми винтами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для программного управления металлорежущими станками | 1961 |
|
SU146630A1 |
| Поворотный стол с индуктивной измерительной системой | 1961 |
|
SU147887A1 |
| Устройство для кинематического программного управления металлорежущими станками | 1960 |
|
SU147419A1 |
| Устройство для силового программного управления металлорежущими станками | 1961 |
|
SU139899A1 |
| Полуавтоматический сверлильный станок с программным управлением для линейного сверления отверстий с постоянным шагом в деталях типа судовых стрингеров | 1960 |
|
SU134956A1 |
| Способ программного управления угловыми или линейными перемещениями исполнительного органа | 1961 |
|
SU144365A1 |
| Устройство для программного управления угловыми перемещениями исполнительного органа станка | 1961 |
|
SU150772A1 |
| Измеритель скорости перемещения рабочих органов гидравлических механизмов | 1960 |
|
SU135703A1 |
| Устройство для автоматического управления циклом ступенчатой подачи на станках для глубокого сверления | 1959 |
|
SU124275A1 |
| Делительное устройство | 1961 |
|
SU147425A1 |
