Известны устройства для кинематического программного управления металлорежущими станками, содержащие блок риверса и муфты сцепления.
Однако описанные устройства имеют сложную структурную схему.
В предлагаемом устройстве, с целью упрощения его структурной схемы, программа грубого и точного отсчета задана в различных масштабах на одной перфоленте. Для обработки программы применена жесткая кинематическая связь между ведущим барабаном программоносителя и исполнительным органом станка с окончательной остановкой исполнительного органа в заданном положении по пулевому сигналу высокочувствительного датчика полон-сения, например, индуктивного.
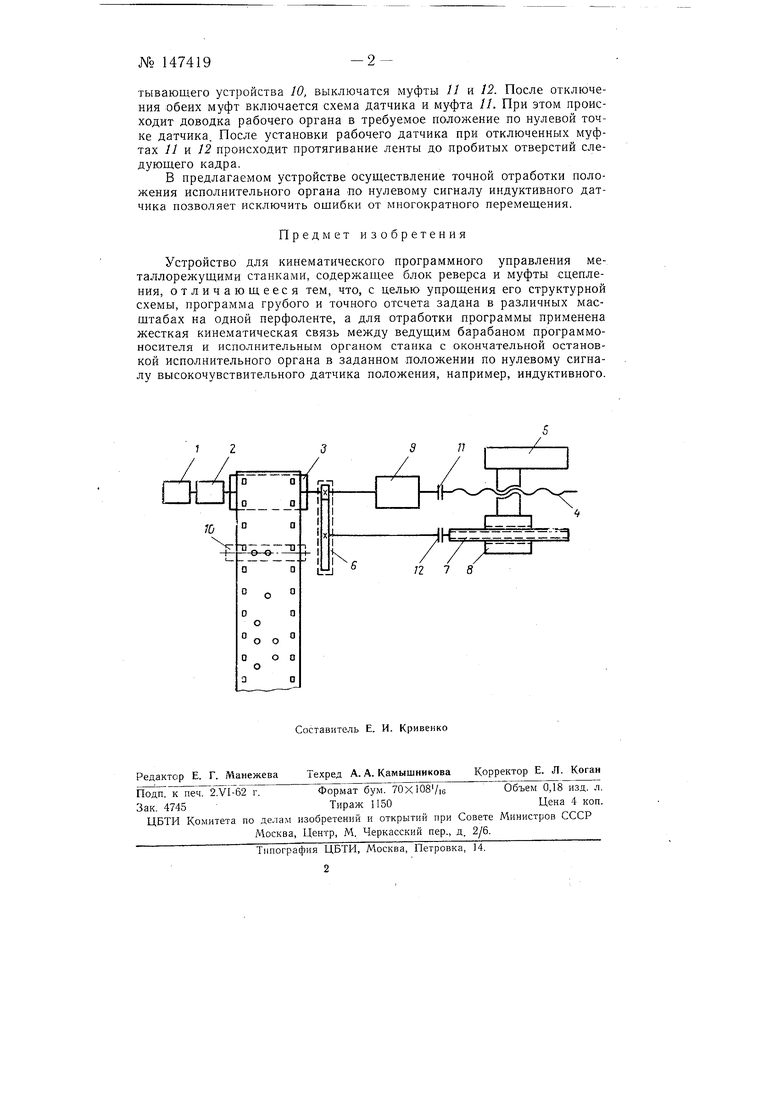
На чертеже изображена схема предлагаемого устройства.
Устройство включает электродвигатель 1, который через редуктор 2 приводит во вращение барабан 3 лентопротяжного устройства; ходовой винт 4 перемещает рабочий орган 5 устройства и через редуктор 6, смещает или вращает якорь 7 датчика 8 с периодической характеристикой. Для изменения направления перемещения рабочего органа машины имеется узел 9 реверса. При перемещении рабочего органа машины в точку, соответствующую программируемому положению .машины, смещается нулевая отметка характеристики датчика- Величина смещения нулевой точки датчика и величина грубого перемещения рабочего органа в различных масштабах задается на двух дорожках перфоленты.
При пуске двигателя начинает перемещаться рабочий орган машины и проворачиваться якорь датчика со скоростью в 50-200 раз меньшей, чем скорость рабочего органа. Одновременно происходит перемещение ленты. Когда пробитые отверстия, соответствующие грубому перемещению рабочего органа и провороту якоря датчика, дойдут до считывающего устройства 10, выключатся муфты 11 и 12. После отключения обеих муфт включается схема датчика и муфта //. При этом происходит доводка рабочего органа в требуемое положение по нулевой точке датчика. После установки рабочего датчика при отключенных муфтах // и 12 происходит протягивание ленты до пробитых отверстий следующего кадра.
В предлагаемом устройстве осуществление точной отработки положения исполнительного органа ло нулевому сигналу индуктивного датчика позволяет исключить ошибки от многократного перемещения.
Предмет изобретения
Устройство для кинематического программного управления металлорежущими станками, содержащее блок реверса и муфты сцепления, отличающееся тем, что, с целью упрощения его структурной схемы, программа грубого и точного отсчета задана в различных масщтабах на одной перфоленте, а для отработки программы применена жесткая кинематическая связь между ведущим барабаном программоносителя и исполнительным органом станка с окончательной остановкой исполнительного органа в заданном положении по нулевому сигналу высокочувствительного датчика положения, например, индуктивного.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система программного управления металлорежущими станками | 1961 |
|
SU144363A1 |
| Полуавтоматический сверлильный станок с программным управлением для линейного сверления отверстий с постоянным шагом в деталях типа судовых стрингеров | 1960 |
|
SU134956A1 |
| Устройство для программного управления металлорежущими станками | 1961 |
|
SU146630A1 |
| Устройство для силового программного управления металлорежущими станками | 1961 |
|
SU139899A1 |
| Поворотный стол с индуктивной измерительной системой | 1961 |
|
SU147887A1 |
| Измеритель скорости перемещения рабочих органов гидравлических механизмов | 1960 |
|
SU135703A1 |
| Устройство для измерения угла поворота вала | 1957 |
|
SU126930A1 |
| Устройство для измерения угла поворота вала | 1959 |
|
SU127306A1 |
| Способ программного управления угловыми или линейными перемещениями исполнительного органа | 1961 |
|
SU144365A1 |
| Программное устройство | 1959 |
|
SU122797A1 |
ЭП
