Известны станки для нарезания высокоточных винтов с коррегирующим механизмом для компенсации ошибок шага ходового винта, перемеш.аюшего инструментальный суппорт и кинематически связанного со шпинделем передней бабки.
Недостаток таких станков заключается в том, что на точность копирования нарезки влияет износ ходового винта, т. е. коррегирующий механизм компенсирует лишь те ошибки нарезки ходового винта, которые учтены при первоначальной настройке механизма.
В предлагаемом станке этот недостаток устранен благодаря тому, что коррегируюший механизм выполнен в виде индуктивного винтового датчика, измерительный винт которого кинематически связан со шпинделем, а гайка помешена на суппорте в непосредственной близости от инструмента для посылки (при смеш,ении витков гайки и винта) сигнала определенной полярности в следуюш,ий привод, сообш,аюш,ий ускоренное или замедленное вращение шаговому двигателю поворота гайки ходового винта.
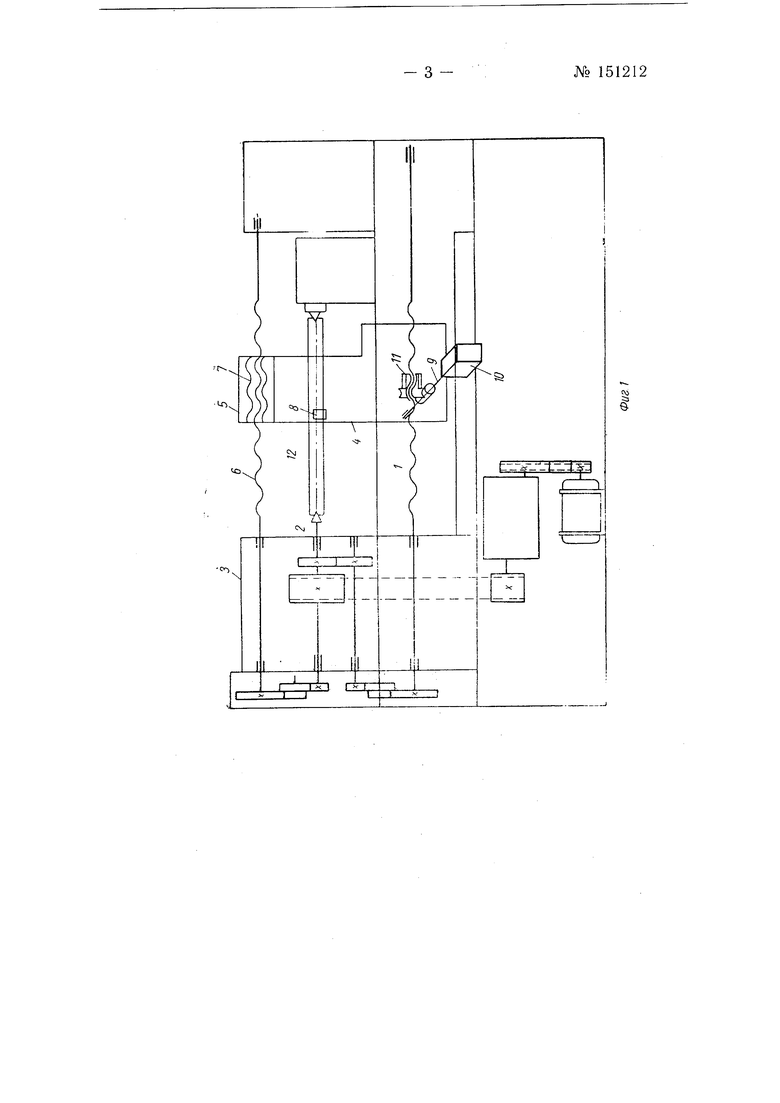
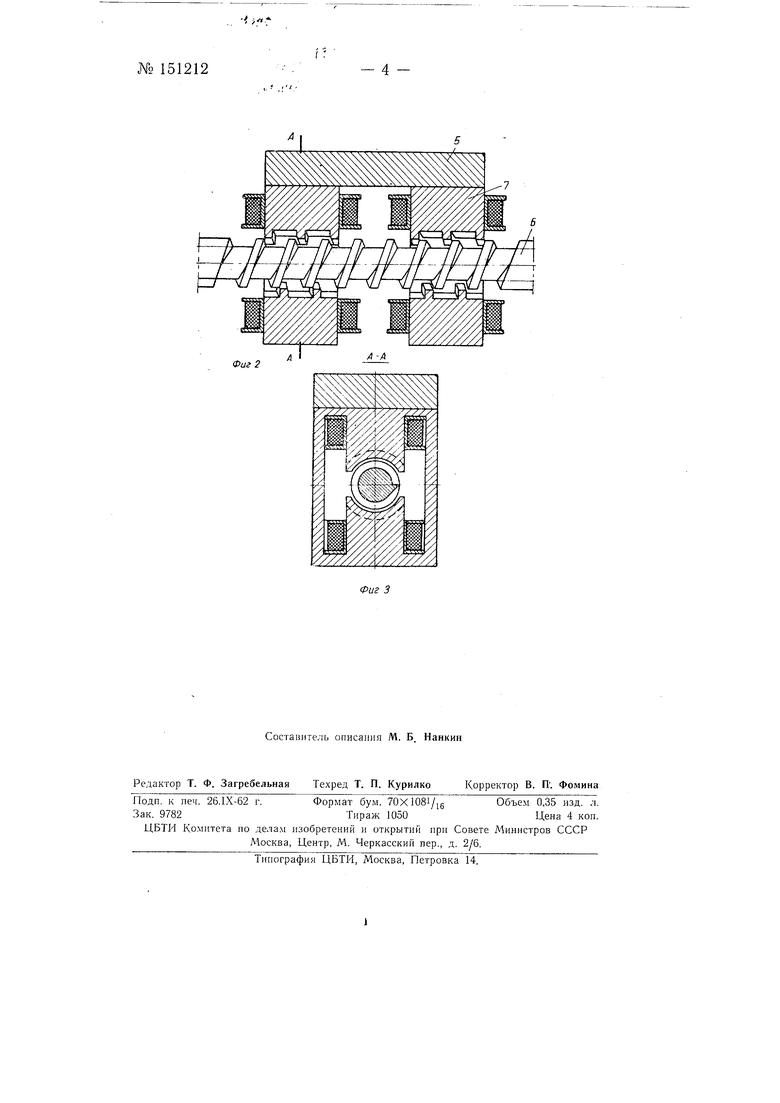
На фиг. 1 изображена кинематическая схема предлагаемого станка; на фиг. 2-индуктивный датчик, продольный разрез; на фиг. 3- разрез по А-А на фиг. 2.
Ходовой винт / станка кинематически связан со шпинделем 2 передней бабки 3 и перемеш,ает инструментальный суппорт 4. Коррегируюш,ий механизм станка выполнен в виде индуктивного винтового датчика 5, измерительный винт 6 которого также кинематически связан со шпинделем, а гайка 7 помешена на суипорте 4 в непосредственной близости от инструмента 8. Следяший привод 9 с шаговым двигателем 10
№ 151212- 2 обеспечивает необходимый поворот гайки // ходового винта в зависимости от сигнала, поступающего от датчика.
Работает станок следующим образом.
Передаточное отнощенне кинематической цепи ходовой винт - шпиндель выбирается немного меньшим, чрм это требуется для получения заданного шага нарезаемого винта 12. Разница между требуемым передаточным отношением и выбранным компенсируется вращением гайки 11 ходового винта от следящего привода 9. Передаточное отношение кинематической цепи шпиндель - измерительный винт подбирается таким, что оно обеспечивает перемещение витков его на один оборот шпинделя, равное щагу нарезаемой резьбы. Погрешности движения суппорта (вследствие погрещностей шага ходового винта) передаются датчику 5 и вызывают смещение его относительно измерительного винта 6. При этом витки гайки 7 смещаются относительно витков винта 6, что вызывает появление электрического сигнала определенной полярности. При воздействии сигнала на следящий привод замедляется или ускоряется вращение вала шагового двигателя 10, благодаря чему осуществляется необходимая коррекция.
Предмет изобретения
Станок для нарезания высокоточных винтов с коррегирующим механизмом для компенсации ощибок шага ходового винта, перемещающего инструментальный суппорт и кинематически связанного со щпинделем передней бабки, отл ич а ющи йся .тем, что, с целью исключения также влияния на точность копирования нарезки износа ходового винта, коррегирующий механизм выполнен в виде индуктивного винтового датчика, измерительный винт которого кинематически связан со шпинделем, а гайка помещена на суппорте в непосредственной близости от инструмента для посылки, при смещении витков гайки и винта, сигнала определенной полярности в следящий привод, сообщающий ускоренное или замедленное вращение щаговому двигателю поворота гайки ходового винта.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения угла поворота вала | 1957 |
|
SU126930A1 |
| Полуавтоматический сверлильный станок с программным управлением для линейного сверления отверстий с постоянным шагом в деталях типа судовых стрингеров | 1960 |
|
SU134956A1 |
| Зубофрезерный станок для изготовления глобоидного червяка | 2019 |
|
RU2694864C1 |
| Зубофрезерный станок с чпу | 1977 |
|
SU666016A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Стенд для испытания интеллектуальной системы адаптивного управления процессом резания на металлорежущих станках со шпиндельным узлом с активными магнитными подшипниками | 2015 |
|
RU2690625C2 |
| СПОСОБ РАЗМЕРНОГО МИКРОШЛИФОВАНИЯ ИЗДЕЛИЙ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ПРИСПОСОБЛЕНИЕ ДЛЯ КРЕПЛЕНИЯ ОБРАБАТЫВАЕМЫХ ИЗДЕЛИЙ | 2000 |
|
RU2165837C1 |
| Системы, способы и устройство для совместного использования данных об изготовлении инструмента и конструктивных данных | 2017 |
|
RU2748005C2 |
| СИСТЕМЫ И СПОСОБЫ МНОГОСТОРОННЕГО АНАЛИЗА | 2012 |
|
RU2627927C2 |