1
Изобретение относится к машиностроению, в частности к устройствам автоматизации подачи заготовок к оборудованию для обработки давлением.
Цель изобретения - повышение производительности за счет увеличения выхода годного продукта путем контроля температурного режима обработки заготовок.
На фиг.1 приведена структурная схема устройства; на фиг,2 и 3 - зависимости температуры нагрева заготовок от времени
Устройство для пода чи заготовок в зону обработки содержит блок управ ления механизмом подачи, индукционный нагреватель 2 с источником 3 питания нагревателя, агрегат 4 штамповки, три элемента 2 И 5-7 три реле
13
-
8-10 времени, инвертор 11, датчик 2 температуры заготовок, а также кнопку Пуск 13 с источником 14 питания.
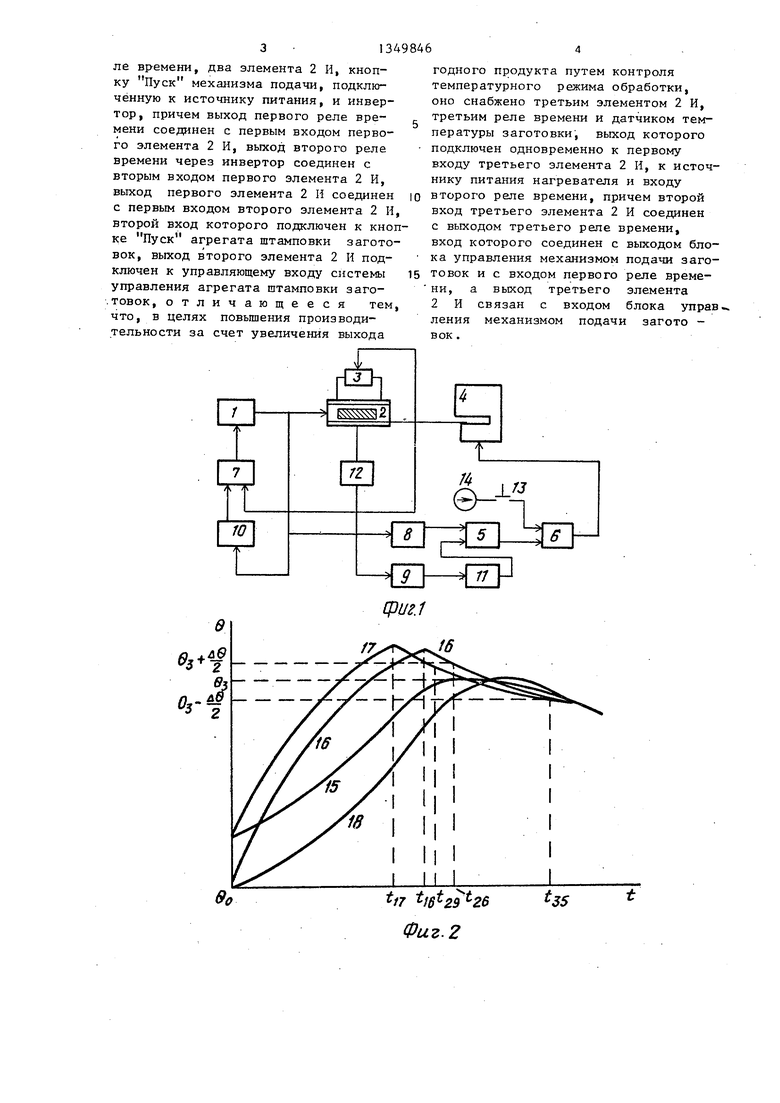
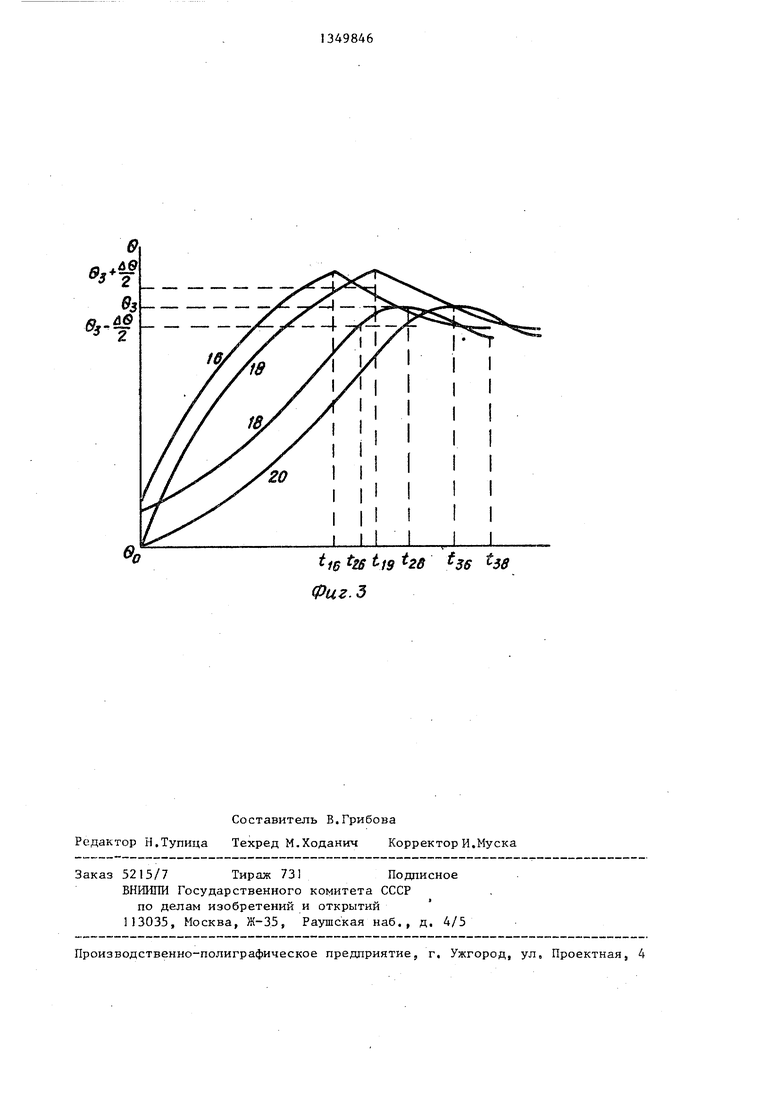
На фиг.2. и 3 представлегвз графики 15-20 изменения температуры центра и поверхности заготовок в процессе нагрева, а также отражены основные моменты и интервалы времени процесса нагрева заготовок, поясняющие работу устройства, в частности выгрузку заготовок из нагревателя-И5 следовательно, срабатывания блока 1 управления, времени разрешения начала и конца штамповки. Сигнал о готовности очередной заготовки к выгрузке поступает с датчика 12 температуры на источник 3 питания, и в том случае, если выгрузка данной и прием очередной заготовок технологически невозможны, временно отключает его.
Сигнал с датчика поступает также на элемент 2 И 7 и при наличии сигнала с реле 10 времени на нем поступает сигнал на блок 1 управления механизмом подачи. Кроме того, сигнал с датчика 12 температуры поступает на вход второго реле 9 времени который настроен на интервал времени t(g., Сигнал о начале транспортировки очередной заготовки поступает на вход первого реле 8 времени, который настроен на интервал времени Ctjg , , Этот сигнал говорит о выгрузке очередной заготовки
20 необходимо выполнение одновременно двух условий: наличия сигнала логической единицы с элемента 2 И 5 и наличия единичного сигнала с кнопки Пуск, т.е. систему управления агрегата 4 штамповки сигнал логической единицы, приводящий его в действие, поступает лишь тогда, когда нажата кнопка Пуск 13, причем это сделано в течение допустимого по техноло20 гии интервала времени. Указанные интервалы времени приняты, исходя из допустим1з1х отклонений температуры от заданного значения, т.е при соблюдении условия
25
р ьб «5 - .. f40
45
50
Эффективность использования предлагаемого устройства достигается за счет повышения качества получаемых noKvOBOK и стойкости штампованного оборудования путем исключения случаев несоблюдения температурного режима в момент начала пластической деформации. Повторяемость температурных кондиций заготовок в момент окоц чания,процесса нагрева обеспечивается с высокой точностью за счет использования системы стабилизации температуры выходной заготовки.
Формула изобретения
Интервал времени t,
6 5
t-,6
ветствует времени, в течение которого выгрз женная заготовка достигает требуемых температурных кoн JtициЙ5 а t,, , - времени, по- истеУстройство для подачи заготовок в зону обработки, преимущественно в линиях горячей штамповки с индукцион- соот- ным на гревом, содержащее блок управления механизмом подачи заготовок, агрегат штамповки с системой управления, индукционньш нагреватель, источник пита1пш нагревателя, два ре
49846 2
чении которого заготовка достигает температуры ниже допустимого уровня. Интервалы t, , t и t, , t могут быть определены эксперименталь5 ным путем или вычислены аналитически. На выходе второго реле времени ,:. присутствует сигнал логической единицы в течение интервала г t,g , t- а на выходе первого - в течение инJC тервала t, , t . Таким образом, сигнал логической единицы присутствует на выходе первого логического элемента 2 И 5 в течение интервала времени t , t, , т.е. когда тем- 5 пературное поле заготовки находится в зоне допустимых по технологии значений.
Для появления сигнала логической единицы на выходе элемента 2 И 6
20 необходимо выполнение одновременно двух условий: наличия сигнала логической единицы с элемента 2 И 5 и наличия единичного сигнала с кнопки Пуск, т.е. систему управления агрегата 4 штамповки сигнал логической единицы, приводящий его в действие, поступает лишь тогда, когда нажата кнопка Пуск 13, причем это сделано в течение допустимого по техноло20 гии интервала времени. Указанные интервалы времени приняты, исходя из допустим1з1х отклонений температуры от заданного значения, т.е при соблюдении условия
25
р ьб «5 - .. f40
45
50
Эффективность использования предлагаемого устройства достигается за счет повышения качества получаемых noKvOBOK и стойкости штампованного оборудования путем исключения случаев несоблюдения температурного режима в момент начала пластической деформации. Повторяемость температурных кондиций заготовок в момент окоц чания,процесса нагрева обеспечивается с высокой точностью за счет использования системы стабилизации температуры выходной заготовки.
Формула изобретения
ле времени, два элемента 2 И, кнопку Пуск механизма подачи, подключённую к источнику питания, и инвертор, причем выход первого реле времени соединен с первым входом первого элемента 2 И, выход второго реле времени через инвертор соединен с вторым входом первого элемента 2 И, выход первого элемента 2 И соединен с первым входом второго элемента 2 Н второй вход которого подключен к кнопке Пуск агрегата штамповки заготовок, выход второго элемента 2 И подключен к управляющему входу системы управления агрегата штамповки заго- .товок, отличающееся тем что, в целях повьппения производительности за счет увеличения выхода
годного продукта путем контроля температурного режима обработки, оно снабжено третьим элементом 2 И, третьим реле времени и датчиком температуры заготовки, выход которого
подключен одновременно к первому входу третьего элемента 2 И, к источнику питания нагревателя и входу
10 второго реле времени, причем второй вход третьего элемента 2 И соединен с выходом третьего реле времени, вход которого соединен с выходом блока управления механизмом подачи заго- 15 товок и с входом первого реле време ни, а выход третьего элемента 2 И связан с входом блока управ ления механизмом подачи загото -
БОК .
ео
/7 26
Фиг. 2
5ft
W iS 19 гв 36
Фиг. 5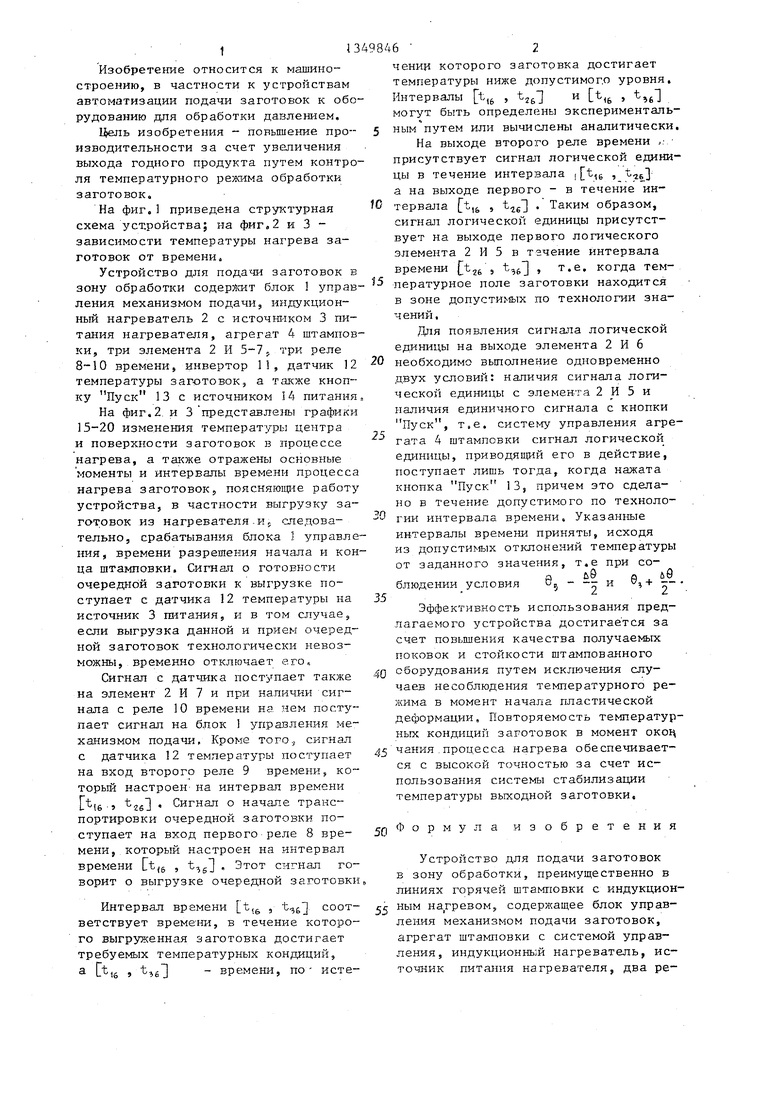
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи заготовок в зону обработки преимущественно в линиях индукционного нагрева и горячей деформации | 1985 |
|
SU1234034A1 |
| Способ индукционного нагрева ферромагнитных заготовок в методической многопозиционной установке | 1980 |
|
SU1021026A1 |
| Устройство для контроля температуры заготовок перед прокаткой | 1990 |
|
SU1763062A1 |
| Устройство для автоматического регулирования температуры индукционной нагревательной установки | 1988 |
|
SU1594709A2 |
| Способ изготовления полых изделий из трубчатой термопластичной заготовки и устройство для его осуществления | 1991 |
|
SU1808721A1 |
| Индукционная нагревательнаяМЕТОдичЕСКАя уСТАНОВКА | 1978 |
|
SU815975A1 |
| Устройство для контроля выходного заглубления заготовок в многосекционной индукционной нагревательной установке непрерывного действия | 1987 |
|
SU1468942A1 |
| Методическая индукционная нагревательная установка | 1981 |
|
SU1001511A1 |
| Устройство для автоматического регулирования температуры нагрева заготовок в производственном комплексе индукционная печь-пресс | 1987 |
|
SU1453625A1 |
| Устройство для резки ленты стекла | 1977 |
|
SU765218A1 |
| Агрегат гусеничного типа для измельчения смол, получаемых отверждением в противнях | 1959 |
|
SU123034A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
