Изобретение относится к ;1итейному производству и может быть использовано при производстве центробежио-литых полых металлических заготовок.
Целью изобретения является повышение качества заготовок.
На чертеже изображена установка для литья полых заготовок.
Установка сдержит кристаллизатор I, закрепленный в нем с возможностью вращения стакан-распылитель 2 с отверстиями для выхода инертного газа и металла, металло- приемник 3 с металлопроводом 4, размещенным внутри стакана-распылителя, сопла 5 для подачи инертного газа, установленные в верхней части стакана-распылителя, и тянущие валки с круглым калибром 6, ось которого совпадает с осью кристаллизатора.
Использование стакана-распылителя с возможностью вращения позволяет стационарно закрепить изложницу и устранить вращение получаемой трубной заготовки 7, которая непрерывно кристаллизуется за счет постепенного перемещения тянущими валками с круглым калибром по охлаждаемой изложнице. Формирование трубной заготовки происходит путем послойного наращивания стенки трубной заготовки при кристаллизации капель жидкого металла, выбрасываемых под действием центробежных сил из отверстий стакана-распылителя. Высокие скорости охлаждения дают возможность получения, например, при литье -ряца алюминиевых сплавов пересыщенных твердых растворов, распад которых при последующей горячей деформации способствует значительному упрочнению получаемых труб.
Установка работает следующим образом.
Расплавленный металл из металлоприем- ника 3 по металлопроводу 4 попадает- во вращающийся стакан-распылитель 2. Под действием центробежных сил капли .жидкого металла выбрасываются из отверстий стакана-распылителя и кристаллизуются на внутренней поверхности охлаждаемой изложницы. С целью предотвращения окисления металла в процессе литья в емкость стакана-распылителя и изложницы через сопло 5 подается инертный газ.
Формирование стенки трубной заготовки 7 происходит непрерывно за счет пос лойного наращивания кристаллизующихся капель жидкого металла. По мере образования стенки нужной толщины трубную заготовку перемещают вниз по изложнице тя1 нущими валками. Охлаждение изложницы осущест вляют подачей охлаждающей жид- коси в зазор между изложницей и тянущими валками.
В предлагаемом устройстве формируются
л капли размером 1-4 мм, которые сохраняют жидкое состояние до момента соприкосновения со слоем нарощенного металла, контактирующего с водоохлаждаемой изложницей. При ударе капли о нарощенный холодный слой металла происходит ее де5 формация, растекание по поверхности загО- товки и кристаллизация с высокой скоростью, что обеспечивает получение структуры пересыщенного твердого раствора. Наличие капли крупной фракции способствует формированию прочной металлической связи между ней и предыдущим слоем, что обеспечивает высокий уровень механических свойств заготовки.
Использование изобретения позволит повысить качество крупных заготовок за счет более высоких скоростей их формирования, исключения окисления распыленных капель, а также более прочных связей между напыляемыми слоями.
0
5
Формула изобретения
1. Установка для литья полых металлических заготовок, содержащая металлопри- емник, кристаллизатор, установленный в нем с возможностью вращения стакан-распыли- те ль с отверстиями для выхода инертного
газа и металла и размещенным внутри него металлопроводом и тянущее устройство, отличающаяся тем, что, с целью по- выщения качества заготовок, отверстия для выхода металла выполнены по периметру стакана-распылителя в нижней его части, а отверстия для выхода инертного газа расположены над ними, при этом полость кристаллизатора герметизирована.
2. Установка по п. 1, отличающаяся тем, что тянущее устройство выполнено в
виде валков с круглым калибром, ось ко- торого совпадает с осью кристаллизатора.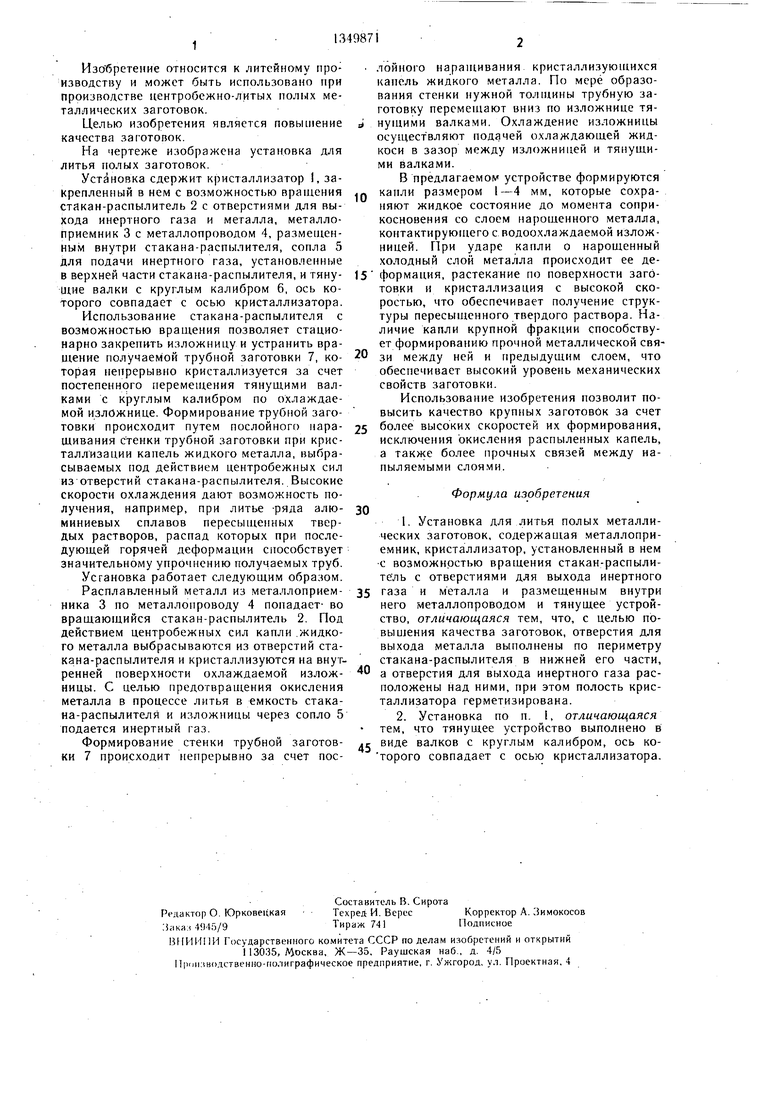
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2101128C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2084310C1 |
| Способ непрерывного горизонтального литья заготовок | 1986 |
|
SU1348057A1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНЫХ КОЛЬЦЕВЫХ ПОЛУФАБРИКАТОВ ИЗ ДЕФОРМИРУЕМЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2012 |
|
RU2487776C1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ТОНКИХ ПОЛОС | 2002 |
|
RU2253541C2 |
| СПОСОБ ЛИТЬЯ КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ АЛЮМИНИЕВЫХ ИЛИ МАГНИЕВЫХ СПЛАВОВ | 2021 |
|
RU2762692C1 |
| Горизонтальная машина для непрерывного литья заготовок | 1984 |
|
SU1316151A1 |
| Способ горизонтального непрерывного литья заготовок и машина для его осуществления | 1982 |
|
SU1074654A1 |
| Способ непрерывной разливки металла и устройство для его реализации | 1981 |
|
SU1016051A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
Изобретение относится к литейному производству и может .быть использовано при получении центробежных полых металлических заготовок. Целью изобретения является повышение качества заготовок. Расплавленный металл по металлопроводу 4 попадает во вращающийся стакан-распылитель 2. Капли выбрасываемого металла кристаллизуются на внутренней поверхности изложницы и образуют трубную заготовку 7, Повышение качества литых заготовок достигается за счет формирования прочной металлической связи между каплей расплава и слоем ранее закристаллизовавшегося металла и исключением окисления распыливае- мых капель жидкого металла. 1 з,п. ф-лы 1 ил. (Л со 4 СО 00 -vi
| Установка для получения трубных заготовок | 1974 |
|
SU511995A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
