Изобретение относится к области литейного производства алюминиевых и магниевых сплавов, в частности к получению отливок способом центробежного литья, и может быть использовано в машиностроении, ракетостроении и самолетостроении для изготовления крупногабаритных кольцевых отливок, преимущественно толстостенных, в изложницу с вертикальной осью вращения.
В научно-технической литературе (Евстигнеев А.И., Щекин А.В. и др. Расчет технологических параметров кокильного и центробежного литья. Комсомольск-на-Амуре: КНАГТУ, 1996, - 73 с.) изложены общие принципы центробежного литья сплавов.
Известен способ литья стального сплава на вращающийся элемент, который разбрызгивает металл, а последний охлаждается и затвердевает на внутренней поверхности вращающейся формы. Оси вращения элемента и формы не параллельны. Предусмотрено снижение средней скорости охлаждения, что способствует образованию дендритной фазы (Патент США № 6797081, В22Д, 13/10, 2004 г.).
Известно устройство для получения кольцевых отливок из магниевых сплавов методом центробежного литья в среде инертного газа (Патент РФ № 2520249, В22Д, 13/04, 2006 г.).
Известен способ получения конструкционного материала из сплавов на основе алюминия с содержанием магния 10-15%, заключающийся в проведении кристаллизации во вращающемся кристаллизаторе при коэффициенте гравитации 180-250 единиц, с временем жизни расплава 12-15 с/кг при скорости охлаждения расплава ≤5°С/с; далее полученный слиток прокатывается (Патент РФ № 2380453, В22Д, 2010 г.).
Недостатком этого способа является то, что при малой скорости охлаждения сплава (≤5°С/с), отливка имеет крайне неоднородную и грубую структуру, а также сильную ликвацию. К тому же, установленного понятия «время жизни расплава» в научно-технической литературе в настоящее время не существует.
Известен способ получения металлического порошка извлечением из расплава: в расплав извне вводят частицы твердой фазы размером 0,5-100 мкм в количестве 0,1-5,0% масс, а фазу выбирают так, чтобы она по своим свойствам резко отличалась от остального материала (АС СССР № 1135555, B22F 9/10, 1985 г.).
Близок к заявляемому предложению способ получения отливок типа стакан: в струю расплава подают тугоплавкие твердые частицы иного химического состава плотностью более 8000 кг/м3. После заливки 50% расплава прекращают подачу частиц, форму приводят во вращение после затвердевания донной части и до полного затвердевания (Патент РФ № 2557854, В22Д 13/04).
Однако данный способ применим только для получения порошка из стальных жаропрочных сплавов: затвердевший сплав с хрупкими частицами введенной фазы легко размалывается. Общим с заявляемым изобретением является только сам принцип введения в расплав твердых частиц.
В качестве прототипа выбран способ получения крупногабаритных кольцевых полуфабрикатов из деформируемых алюминиевых сплавов способом центробежного литья в среде инертного газа, отличающийся тем, что расплав подают в изложницу с максимально возможным секундным расходом, равным 1-4% в секунду в начале литья и 0,02-0,08% в секунду в конце литья от общей массы отливки при постепенном снижении расхода обратно пропорционально времени литья, а скорость вращения изложницы плавно увеличивают на 0,4-6,0% в минуту от начальной скорости, с последующей деформационной обработкой отливки путем раскатки (Патент РФ № 2487776, В22д 13/02, 2013 г.).
Реализация способа литья по прототипу проводилась в опытном варианте на одном из предприятий в следующих условиях:
- сплав Амг6, размер кольцевой отливки: 1200×700 мм, высота 250 мм;
- масса отливки 400 кг;
- изложница стальная без наружного охлаждения;
- температура литья 760°С;
- струя направлялась на чашу в центре вращающейся формы;
- скорость литья (расход металла секундный): в начале литья 8 кг/с и в конце затвердевания отливки 3,5-4,0 кг/с;
- время затвердевания отливки: 10-15 мин;
- начальная скорость вращения формы: 300 об/мин с постепенным увеличением до ~ 450 об/мин в течение 8 мин.
Регулировка скорости литья осуществлялась с помощью дозатора со стопором.
Недостатками такого способа являются крайне неоднородная получаемая структура отливки и большие припуски на механическую обработку (обточку) заготовки. К тому же, при подаче расплава в изложницу струей она разрывается на вращающейся подложке на хаотичные сгустки и капли.
Технической задачей настоящего изобретения является разработка способа получения кольцевых отливок, в том числе крупногабаритных, с регулируемой структурой и достаточно однородным и мелким зерном в поперечном сечении, вследствие чего достигаются низкая анизотропия механических свойств полуфабриката после раскатки, а также повышение коэффициента использования металла за счет уменьшения допусков на механическую обработку.
Отличительными признаками заявляемого способа является следующее:
- часть расплава, подающаяся в литейную форму, формируется в виде мелких переохлажденных капель для инициирования центров кристаллизации в отливке за счет специального распределителя и патрубков;
- в начале литья производят вращение формы с пониженной скоростью, равной 40-60% от расчетной, а последняя ограничена допустимым пределом прочности материала формы;
- в конце литья, определяемом как конец затвердевания отливки, скорость литья резко увеличивают для подпитки усадки последнего слоя отливки;
- конструкция распределителя позволяет сформировать струи расплава, максимально приблизить их к внутренней поверхности будущей отливки и управлять процессом кристаллизации сплава.
Время литья в форму определенной массы расплава должно быть меньше времени затвердевания отливки, которое определяется экспериментально.
Критерием ограничения скорости вращения формы является максимально допустимая скорость (n), которая рассчитывается из допустимого предела прочности материала формы по формуле:
 где
где
k=0,2-0,8 – коэффициент запаса прочности;
 – допустимое напряжение материала формы;
– допустимое напряжение материала формы;
D – внутренний диаметр формы.
Если в начальный момент литья скорость вращения формы высокая, то первая порция расплава «размывается» на вертикальной поверхности формы тонким слоем, который так быстро затвердевает, что последующие порции расплава с ним не свариваются и образуется кольцевая несплошность, которую затем необходимо механически удалять.
Предлагается начинать литье на небольшой (40-60% от расчетной) скорости вращения, когда в изложнице начинает образовываться параболоид вращения, поднимающийся на небольшую высоту. В дальнейшем, при плавном увеличении скорости вращения, расплав поднимается по стенке формы на высоту формы, исключая возможность размазывания тонким слоем.
В конце литья центробежная сила практически близка к нулю и не компенсирует объемную усадку отливки, к тому же и нет достаточно жидкого расплава. В результате, приходится увеличивать припуск на механическую обработку внутренней части отливки, чтобы снять рыхлый слой.
Для уменьшения приведенных негативных явлений предлагается увеличить расход металла в конце литья примерно в течение 20-50 сек.
Присущей особенностью способа центробежного литья является неоднородность структуры отливки: огрубление зерна от наружной поверхности к внутренней, т.к. теплоотвод идет через стенку изложницы. Чтобы уменьшить неоднородность, необходимо создать в затвердевающем расплаве множество центров зарождения кристаллов α-фазы и, как следствие, увеличить скорость охлаждения отливки. Для этого часть массы подаваемого металла (от 5 до 15%) диспергируют на капли диаметром 1-3 мм.
В аналогах и в прототипе жидкий металл подают на подложку, с которой он рваными, бесформенными струями отбрасывается на внутреннюю поверхность формы.
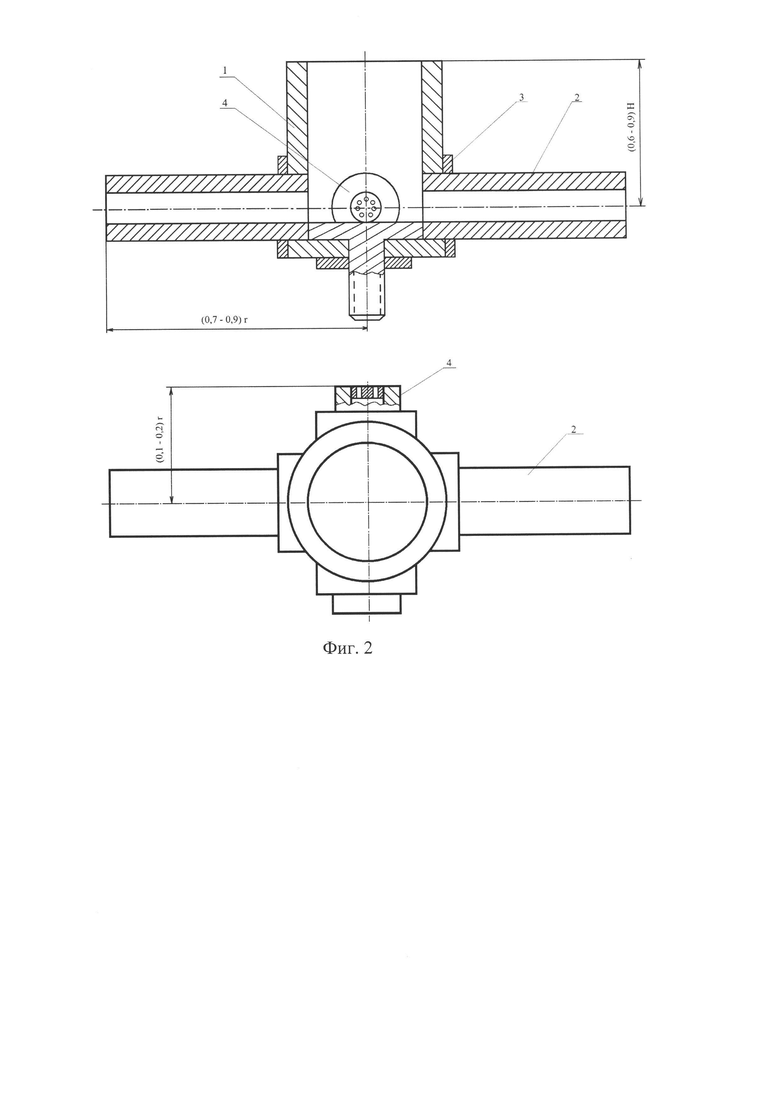
В предлагаемом варианте путь свободного полета расплава металла довольно большой: например, для кольцевой отливки размером: 1500×900 мм он составит от 750 мм (начало литья) до 450 мм (конец литья). На Фиг. 1 показана установка для реализации способа получения кольцевых отливок из легких сплавов. Струя металла 1 поступает из стакан-дозатора 2 по металлоприемнику в распределитель 3 и далее в насадки 4. На Фиг. 2 показан распределитель 1 с насадками 2. Распределитель, выполненный в форме стакана, служит устранению излишней раздробленности струи расплава. К распределителю, в одной горизонтальной плоскости, крепятся сменные насадки 2. Насадки, представляют собой патрубки, футерованные изнутри трубками с калиброванными отверстиями (каналами). Длина насадок максимально (от оси вращения) приближена к внутреннему радиусу (поверхности) готовой отливки. Патрубки крепятся к распределителю с помощью накидных гаек 3. При необходимости, дополнительно применяют очень короткие насадки 4, в футеровке которых в торцевой части имеются отверстия (каналы) диаметром 1-5 мм для диспергирования расплава на капли. Пролетая указанные выше расстояния, капли охлаждаются, частично кристаллизуются при повышенной скорости охлаждения. Попадая на внутреннюю поверхность формы, они смешиваются с основной массой расплава, способствуя получению мелкого зерна и уменьшая разнозеренность отливки по радиальному сечению. При этом более 10% массы таких частиц иметь не рекомендуется, так как снизится жидкотекучесть сплава, что приведет к рассеянной пористости в отливке.
В зависимости от высоты отливки патрубки могут быть расположены в 2-х и более рядов по высоте. Кроме того, весь узел распределителя может перемещаться вертикально. Это позволяет сохранить жидкотекучесть расплава и отлить заготовку нужной высоты без увеличения температуры литья, т.к. последняя снижает теплоотвод от изложницы и огрубляет структуру отливки. Патрубки крепятся на стакане с помощью накидных гаек.
Наилучший режим литья - когда скорость литья формирует постоянной толщины слой расплава над постоянно утолщающимся слоем затвердевающего сплава. Скорость затвердевания должна быть немного меньше скорости наращивания сплава. Таким образом поддерживается жидкий слой при литье с уменьшением текущего значения внутреннего радиуса отливки. Скорость литья нужно непрерывно снижать, тем самым поддерживая нужное соотношение двух важных параметров - скорости затвердевания и скорости литья.
Пример 1 литья по предлагаемым режимам
Предельно допустимая расчетная скорость вращения формы:
 где
где
k – коэффициент запаса прочности (принимаем равным=0,8);
– допустимое напряжение материала формы (для машиностроительной углеродистой стали 40 кг/мм2);
D – внутренний диаметр формы (1,2 м).
Начальная скорость: 236 об/мин (50% от расчетной 472 об/мин). Через 5 с после начала литья скорость вращения была плавно увеличена до 472 об/мин.
В первые 3-4 с расплав подавался в форму с расходом 12 кг/с (~ 3% массы отливки в 400 кг), после чего скорость литья снижалась до значений 3-5 кг/с. Примерно за 40-45 сек до конца затвердевания отливки расход металла резко повышался до первоначального, т.е. 12-13 кг/с.
Использовался распределитель в виде стакана диаметром 120 мм с 4-я патрубками: два длиной 0,9 r=0,9⋅350=315 мм (от оси вращения стакана) и два длиной 0,2 r=70 мм. Патрубки были футерованы изнутри, диаметр их каналов составлял, соответственно, 15 и 2 мм.
Общая продолжительность литья составила 9-9,5 мин.
Суммарная площадь поперечного сечения отверстий диаметром 2 мм была равна 4% аналогичной площади каналов диаметром 15 мм.
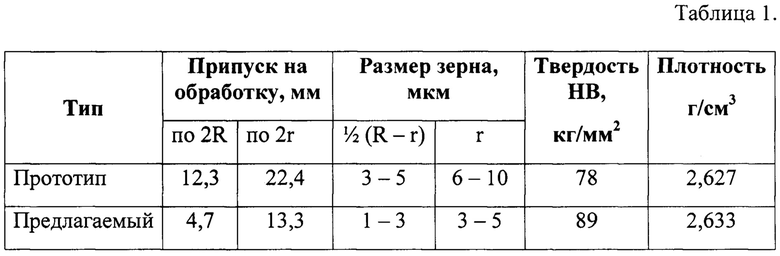
Обе отливки (по прототипу и по заявляемому способу) обтачивались по торцевым поверхностям и далее замерялась их твердость НВ по толщине. Все участки с НВ<80 кг/мм2 считались необходимыми к механической обработке.
Для оценки микроструктуры вырезались образцы на половине толщины заготовки, ближе к внутренней поверхности. На этих же образцах гидростатическим методом определялась плотность металла.
Полученные результаты представлены в Таблице 1, где R – внешний радиус отливки; r – внутренний радиус отливки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛИТЬЯ КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ АЛЮМИНИЕВЫХ ИЛИ МАГНИЕВЫХ СПЛАВОВ | 2021 |
|
RU2765561C1 |
| Способ центробежного литья и установка для его осуществления | 1982 |
|
SU1061920A1 |
| Способ центробежного литья биметаллических изделий | 1982 |
|
SU1068217A1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНЫХ КОЛЬЦЕВЫХ ПОЛУФАБРИКАТОВ ИЗ ДЕФОРМИРУЕМЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2012 |
|
RU2487776C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ СИЛОВЫХ ШПАНГОУТОВ ИЗ ЦЕНТРОБЕЖНОЛИТОЙ ЗАГОТОВКИ-ШАЙБЫ | 2016 |
|
RU2663916C2 |
| Способ центробежного литья полых стальных заготовок | 1980 |
|
SU931284A1 |
| Способ центробежного литья | 1980 |
|
SU935207A1 |
| Способ центробежного литья | 1980 |
|
SU904883A1 |
| Способ однонаправленного и ускоренного затвердевания крупногабаритных толстостенных центробежно-литых стальных заготовок | 2019 |
|
RU2727369C1 |
| Способ литья массивных заготовок в литейной форме | 1981 |
|
SU992117A1 |

Изобретение относится к области литейного производства алюминиевых и магниевых сплавов, в частности к получению отливок способом центробежного литья, и может быть использовано для изготовления крупногабаритных кольцевых отливок, преимущественно толстостенных, в изложницу с вертикальной осью вращения. Способ получения кольцевых заготовок из алюминиевых или магниевых сплавов включает подачу расплава в металлическую форму с вертикальной осью вращения через распределитель. Расплав подают через распределитель, снабженный четырьмя патрубками, симметрично расположенными в одной горизонтальной плоскости, из которых два патрубка имеют каналы диаметром 10-25 мм и длиной, равной 0,7-0,9 внутреннего радиуса отливаемой заготовки, и два патрубка имеют каналы диаметром 1-3 мм и длиной, равной 0,1-0,2 внутреннего радиуса отливаемой заготовки, при этом часть расплава в количестве 5-10% подают в патрубки длиной, равной 0,1-0,2 внутреннего радиуса отливаемой заготовки, для его диспергирования на капли диаметром 1-3 мм и формирования переохлажденных частично кристаллизованных капель при их перемещении к внутренней поверхности формы с последующим их смешиванием с основной массой расплава, подаваемой через патрубки длиной, равной 0,7-0,9 внутреннего радиуса отливаемой заготовки, и инициированием центров кристаллизации в указанной основной массе расплава. Обеспечивается получение кольцевых отливок с регулируемой структурой и однородным, мелким зерном в поперечном сечении. Обеспечивается низкая анизотропия механических свойств полуфабриката после раскатки, а также повышение коэффициента использования металла за счет уменьшения допусков на механическую обработку. 3 з.п. ф-лы, 2 ил., 1 табл., 1 пр.
1. Способ получения кольцевых заготовок из алюминиевых или магниевых сплавов, включающий подачу расплава в металлическую форму с вертикальной осью вращения через распределитель, отличающийся тем, что расплав подают через распределитель, снабженный четырьмя патрубками, симметрично расположенными в одной горизонтальной плоскости, из которых два патрубка имеют каналы диаметром 10-25 мм и длиной, равной 0,7-0,9 внутреннего радиуса отливаемой заготовки, и два патрубка имеют каналы диаметром 1-3 мм и длиной, равной 0,1-0,2 внутреннего радиуса отливаемой заготовки, при этом часть расплава в количестве 5-10% подают в патрубки длиной, равной 0,1-0,2 внутреннего радиуса отливаемой заготовки, для его диспергирования на капли диаметром 1-3 мм и формирования переохлажденных частично кристаллизованных капель при их перемещении к внутренней поверхности формы с последующим их смешиванием с основной массой расплава, подаваемой через патрубки длиной, равной 0,7-0,9 внутреннего радиуса отливаемой заготовки, и инициированием центров кристаллизации в указанной основной массе расплава.
2. Способ по п. 1, отличающийся тем, что в начале литья расплав подают в течение 2-4 сек с расходом, равным 3-10% в секунду от массы отливаемой заготовки, при скорости вращения формы, равной 40-60% от предельно допустимой скорости, а далее увеличивают скорость вращения формы до предельно допустимой в течение 3-10 сек и снижают скорость литья в интервале значений 3-5% в секунду от массы отливаемой заготовки, а за 30-45 сек до конца затвердевания отливаемой заготовки скорость литья повышают до первоначального значения.
3. Способ литья по п. 1, отличающийся тем, что расплав подают через распределитель, выполненный в виде стакана высотой 0,6-0,9 от высоты отливаемой заготовки, расположенный соосно с формой и выполненный с возможностью его вертикального перемещения, причем суммарная площадь поперечного сечения каналов патрубков диаметром 1-3 мм равна 1-5% площади поперечного сечения каналов патрубков диаметром 10-25 мм.
4. Способ по п. 1, отличающийся тем, что после начала литья через 2-4 сек внешнюю поверхность формы охлаждают водо-воздушной смесью с расходом 2-10 литров в секунду в течение всего времени затвердевания отливаемой заготовки.
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНЫХ КОЛЬЦЕВЫХ ПОЛУФАБРИКАТОВ ИЗ ДЕФОРМИРУЕМЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2012 |
|
RU2487776C1 |
| Прибор для испытания каучука | 1958 |
|
SU120026A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ КОЛЬЦЕВЫХ ОТЛИВОК ИЗ МАГНИЕВЫХ СПЛАВОВ МЕТОДОМ ЦЕНТРОБЕЖНОГО ЛИТЬЯ В СРЕДЕ ИНЕРТНОГО ГАЗА | 2012 |
|
RU2520249C2 |
| Способ центробежного литья поршневых колец и форма для его осуществления | 1989 |
|
SU1694334A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ ПРЕДВАРИТЕЛЬНО ОБРАБОТАННОГО РАСПЛАВА МЕТАЛЛА | 1996 |
|
RU2173235C2 |
| МЕТАЛЛОПРИЕМНИК ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ С ВЕРТИКАЛЬНОЙ ОСЬЮ ВРАЩЕНИЯ | 2008 |
|
RU2402403C2 |
| JP 6000625 A, 11.01.1994. | |||

