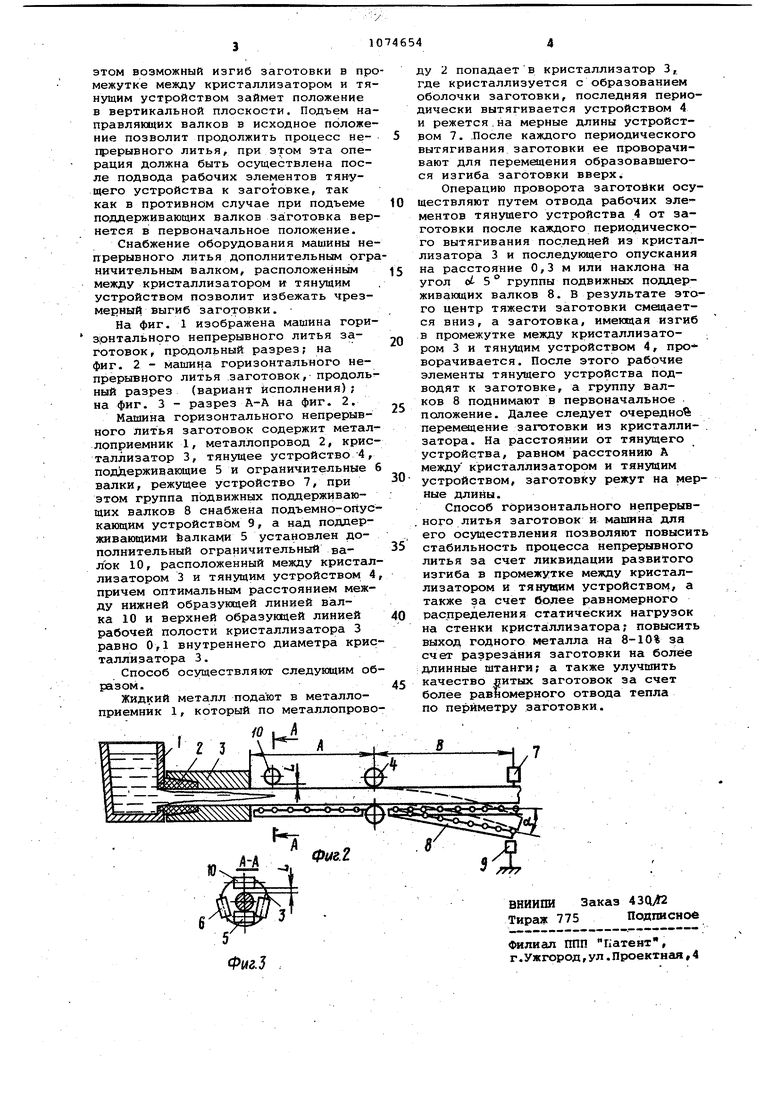
Изобретение относится к металлур гии, конкретнее к непрерывному гори зонтальному литью цветных металлов и сплавов. Известен способ непрерывного литья заготовок, который реализуется с помощью цилиндрического криста ,лизатора с неизменным поперечным се чением Cl. I К недостатку этого способа и конструкции кристаллизатора можно отнести то, что вследствие усгщки металла, заготовка на большей части длины кристаллизатора не каса ется одновременно его рабочей повер ности по всему периметру. Это приводит к нарушению равномерности отвода тепла от поверхности заготовки и смещению теплового центра заготов ки от ее геометрической оси, что от рицательно сказывается на равномерности механических свойств деталей, изготовленных в последствии из отли тых заготовок. Наиболее близкими к предложенным являются способ горизонтального непрерывного литья заготовок, включаю щий подачу металла в металлоприемник, периодические остановку и вытя гивание заготовки из кристаллизатора и поддерживание заготовки валками, и машина для горизонтального не прерывного литья заготовок, содержащая металлоприемник, кристаллизатор, тянущее устройство, поддерживакцие и. огрдничительные валки и ре жущее устройство. В известном способе выравнивают зазоры между верхними и нижними гранями заготовки и стенками кристаллизатора с помощцю устройства для перемещения кристаллизатора 2. Недостатками известного способа и устройства для горизонтального HenpejMjTBHoro литья заготовок являют ся сложность сохранения герметичное ти узла металлоприемник-кристаллиэатор, что приводит к нарушению стабильности процесса литья, и неравномерность отвода тепла по периметру формирующейся заготовки, что приводит к снижению качества литой заготовки, искривлению последней и порезке заготовки на более кopoтli иe штанги. В результате выход годного дорогостоящего цветного металла уменьшается. Целью изобретения является повышение стабильности процесса непрерывного литья, выхода годного метал ла и улучшение качества литых загот ,вок. Поставленная цель достигается тем что согласно способу горизонтального непрерывного литья заготовок, включающему подачу металла в металлоприемник, периодические остановку.и вытягивание заготовки из кристаллизатора и поддерживание заготовки валками, во время остановки конец заготовки опускают на угол 3-7 относительно технологической оси машины, а затем возвращают его в исходное положение. Машина для осуществления способа горизонтального непрерывного литья заготовок, содержащая металлоприемник, кристаллизатор, тянущее уст-ройство, поддерживающие и ограничитеЛьные валки и режущее устройство, снабжена подъемно-опускающим устройством и дополнительным ограничительным валком, расположенным между кристаллизатором и тянущим устройством, причем расстояние между нижней образующей линией ограничительного валка и верхней образующей линией рабочей полости кристаллизатора составляет 0,05 - 0,3 внутреннего диаметра кристаллизатора, а расстояние между тянущим и режущим устройствами составляет 1.0 - 3,0 расстояния между кристаллизатором и тянущим устройством. Проворот заготовки .в период ее остановки, в результате которого центр тяжести последней смещается вниз, позволит в каждом цикле периодического вытягивания направить изгиб заготовки, проявляющийся на участке между кристаллизатором и тянущим устройством, вверх, при этом после зажима заготовки рабочими элементами тянущего устройства и последующего поступательного движения, заготовка под действием собственного веса будет отходить от верхней части кристаллизатора, в результате чего источник изгиба заготовки теряет свою активность. Стабильность непрерывного литья заготовок,возрастает вследствие выравнивания статических нагрузок на стенки графитхэвой вставки кристаллизатора, неравномерность которых приводит к сколувставки. Проворот формирующейся заготовки позволит уменьшить смещение теплового центра заготовки от ее геометрической оси. Отрезание мерной длины заготовки на расстоянии Б (1,0-3,0) А, где А - расстояние между кристаллизатором и тянущим устройство, позволяет вывести ее центр тяжести за тянущее yctpoйcтвo и, устранить препятствие в виде тянущего устройства, которое не позволило бы занять центру тяжести заготовки более низкое положение за тянущим устройством. Опускание поддерживающих валков, расположенных за тянущим устройством, в период остановки позволяет осуествить Проворот заготовки. При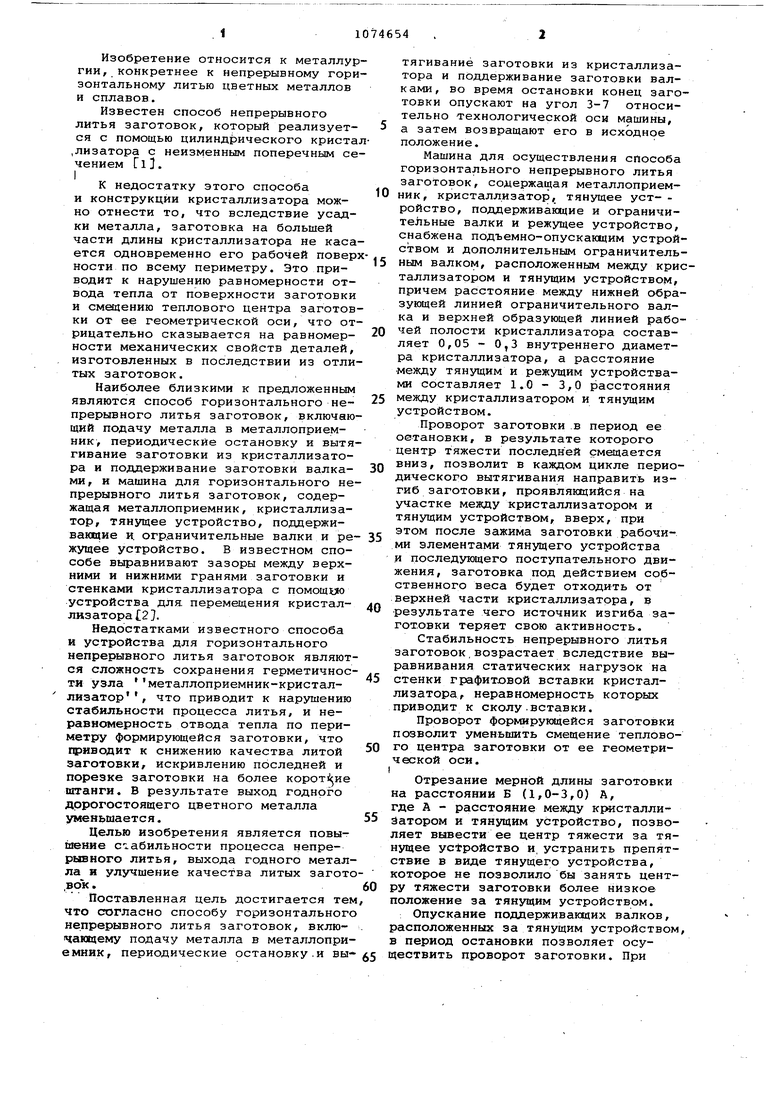
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ горизонтального непрерывного литья заготовок и машина для его осуществления | 1982 |
|
SU1138232A1 |
| Установка для горизонтальной непрерывной разливки металлов и сплавов | 1980 |
|
SU969442A1 |
| СПОСОБ ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ ЦВЕТНЫХ МЕТАЛЛОВ | 1988 |
|
SU1792004A1 |
| Устройство для управления процессом непрерывного горизонтального литья заготовок | 1982 |
|
SU1100042A1 |
| СПОСОБ ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1992 |
|
RU2061577C1 |
| Способ непрерывного литья полых заготовок | 1989 |
|
SU1703244A1 |
| Кристаллизатор для непрерывного литья цветных металлов и сплавов | 1983 |
|
SU1098657A1 |
| Устройство для непрерывного горизонтального или наклонного литья заготовок | 1987 |
|
SU1695822A3 |
| Способ горизонтальной непрерывной разливки металлов | 1983 |
|
SU1138233A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 1985 |
|
SU1249776A1 |
1. Способ горизонтального непрерывного литья .заготовок, включающий подачу металла в металлопри емник,периодические остановку и в тягивание заготовки из кристаллиза тора и поддерживание заготовки вал ками, отличающийся тем, что, с целью повышения стабильност литья, выхода годного металла и ул / 1 Фиг.1 шения качества литых заготовок, во время остановки конец заготовки опускают на угол 3-7 относительно технологической оси машины, а затем-возвращают его в исходное положение. 2. Машина для горизонтального непрерывного литья заготовок, содержащая металлоприемник, кристаллизаг тор, тянущее устройство, поддерживающие и ограничительные валки и режущее устройство, отличающаяся тем, что, с целью повышения стабильности литья,.выхода годного металла и улучшения качества литых заготовок, машина снабжена подъемно-опускающим устройством и дополнительным ограничительным валком, расположенным между кристаллизатором и тянуигим устройством, причем расстояние между нижней образующей линией ограничительного валка и верхней образующей линией рабочей полости кристаллизатора составляет 0,05-0,3 внутреннего диаметра кристаллизатора, а расстояние между тянущим и режущим устройствами составляет 1,,0 расстояния между кристаллизатором и тянущим устройством .
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Германн Э | |||
| Непрерывное лить М., Гостехиздат, 1961, с | |||
| Приспособление, увеличивающее число оборотов движущихся колес паровоза | 1919 |
|
SU146A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент ФРГ 1508822, кл | |||
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
