Изобретение относится к машиностроению, в частности к конструкции устройств управления оборудованием для обработки давлением.
Целью изобретения является повышение производительности и снижение брака изделий путем обеспечения про- доллшния процесса обработки изделия с любой операции после остановки пресса.
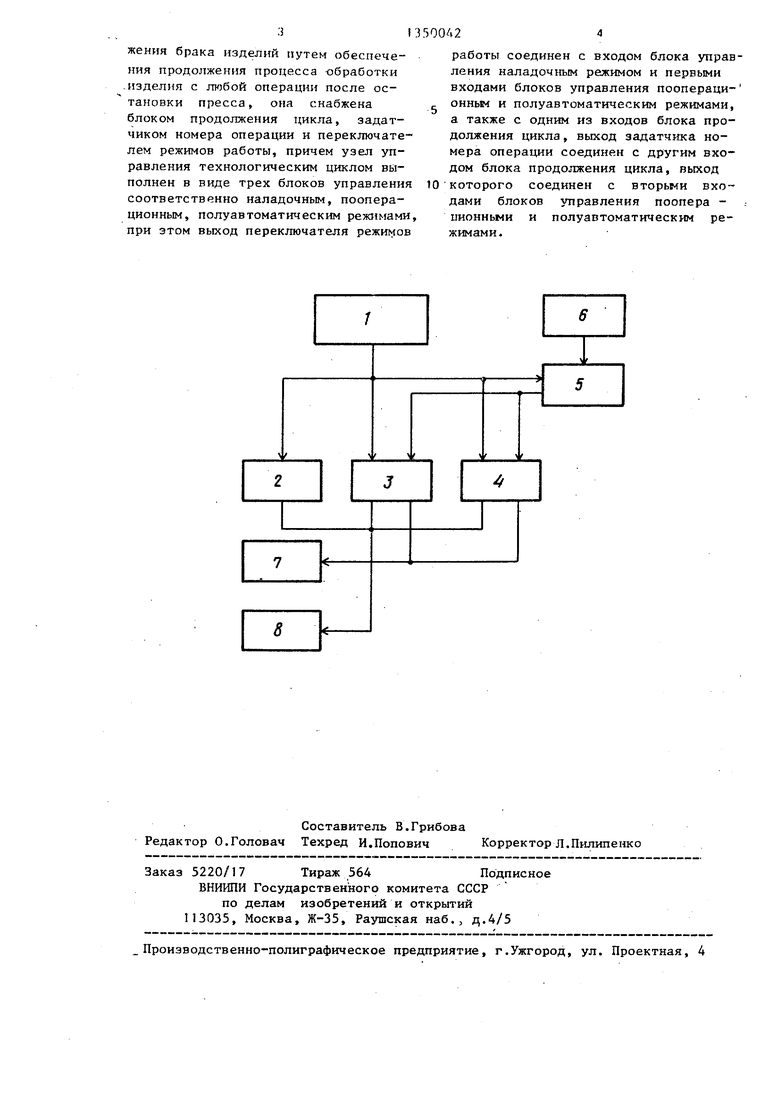
На чертеже приведена блок-схема системы управления.
Система управления состоит из пе рекхпочателя 1 режимов работы, блока 2 управления наладочным режи1мом, блока 3 управления пооперационным режимом, блока 4 управления полуавтоматическим режимом, блока 5 продолжения цикла, задатчика 6 номера операции и блока 7 индикации работы механизмов пресса 8.
Переключатель I режимов работы выходом подключен к входам блока 2 управления наладочным режимом и пер- вым входам блоков 3 и 4 управления соответственно пооперд.ционным режимом и полуавтоматическим режимом, а также одним из входов блока 5 продол жения цикла. Выход задатчика 6 номера операции подключен к другому входу блока 5продолжения цикла, выход .которого подключен к вторым входам блоков 3 и 4 управления соответственно пооперационным режимом и полуавтоматическим режимом.
Выход блока 2 управления наладочным -режимом и первые выходы блоков 3 и 4 подключены к механизмам пресса 8 Вторые выходы блоков 3 и 4 подключены к входу блока 7 индикации.
Система управления гидравлическим прессом работает следующим образом.
Переключатель режимов работы устанавливается в положение, при котором включается блок 2 управления наладочным режимом. В этом режиме происходит установка заготовки и механизмы пресса приводятся в исходное положение. Затем с помощью переключателя 1 режимов работы включается один из блоков 3 или 4 управления соответственно пооперационным или полуавтоматическим режимом.
Оператор на задатчике 6 номера операции устанавливает номер нужной операции, с которой должна начаться (или продолжаться обработка заготовки.
5
0
5
0
5
0
5
0
Например, если выбран блок 4 управления полуавтомат1гчески режимом на первый вход блока 5 продолжения цикла поступает информация о выбран- . ном полуавтоматическом режиме работы. На второй нход блока 5 поступает от задатчика 6 номер выполняемой операции. В зависимости от номера операции, поступившей в блок 5 продолжения цикла, определяется адрес обработки команд программы полуавтоматического режима. Данный адрес с выхода блока 5 поступает на второй вход блока 4. Обработка программы управлени) в блоке 4 начинается с адреса, ггоступившего из блока 5. После отработки каждой технологической .операции с -второго выхода блока 4 поступает номер вьшол- ненной операции на блок 7 индикации.
Если оператору нужно прервать процесс и проверить параметры изготавливаемого изделия, то переключатель 1 режимов работы переключается в по- ложение Иооперационный режим.После проведения контрольных измерений оператор выбирает нужный режим работы переключателем 1, а на задат- чик 6 номера операции устанавливает номер операции, с которой должен продолжаться дальнейший процесс обработки изделия., Блок 5 продолжения цикла для установленной операции определяет адрес обработки программы выбранного режима работы.
.1
Аналоги гно может быть осуществлен
переход из пооперационного в полуавтоматический режим и обеспечено дальнейшее продолжение технологического цикла обработки изделия с заданной технологической операции.
Эффективность использования предлагаемой системы управления гидравлическим прессом обуславливается повьш ением производительности и снижением брака изделий за счет возмож--- ности обеспечения продолжения обра- ботки изделия с любой операции.
Формула изобретения
Система управления гидравличес- КИМ прессом, содержащая узел управления технологическим циклом, связанный с блоком индикации, отличающаяся тем, что, с целью повьшения производительности и сни3
ження брака изделий путем обеспече- ння продолжения процесса обработки -Изделия с любой операции после остановки пресса, она снабжена блоком продолжения цикла, задат- чиком номера операции и переключателем режимов работы, причем узел управления технологическим циклом выполнен в виде трех блоков управлени соответственно наладочным, пооперационным, полуавтоматическим режимам при этом выход переключателя режимо
работы соединен с входом блока управления наладочным реикимом и первыми входами блоков управления пооперационньм и полуавтоматическим режимами, а также с одним из входов блока продолжения цикла, выход задатчика номера операции соединен с другим входом блока продолжения цикла, вьпсод которого соединен с вторьв и входами блоков управления поопера - иионньми и полуавтоматическим режимами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления вакуум-загрузчиком для подачи сыпучего материала в бункер технологического оборудования | 1986 |
|
SU1452749A1 |
| Устройство для контроля интегральных схем | 1983 |
|
SU1182520A1 |
| Устройство для контроля электрического монтажа | 2016 |
|
RU2642397C2 |
| Устройство для счета продукции | 1986 |
|
SU1406615A1 |
| Устройство для контроля выполнения плана | 1985 |
|
SU1302306A1 |
| Устройство для циклового программного управления | 1983 |
|
SU1233104A1 |
| Тестер для проверки многожильного кабеля | 2024 |
|
RU2829069C1 |
| Устройство для нанесения покрытий | 1982 |
|
SU1058635A1 |
| Устройство для программного управления технологическим оборудованием | 1986 |
|
SU1372277A1 |
| Устройство для контроля работы прессового оборудования | 1984 |
|
SU1243005A1 |
Изобретение относится к области машиностроения, в частности к конструкциям устройств управления оборудованием для обработки давлением. Целью изобретения является повышение производительности и снижение брака изделий путем обеспечения продолжения процесса обработки изделий с любой операции после остановки пресса. Цель достигается за счет введения в систему управления блоков продолжения цикла и индикации, а также задатчика номера операции. Узел управления выполнен в виде трех блоков управления режимами наладки, пооперационным и полуавтоматическим. При работе в пооперационном или полуавтоматическом режиме после перерыва в цикле обработки или остановки пресса не требуется приводить механизмы пресса в исходное положение. Блок продолжения цикла в зависимости от сигнала номера операции, поступившего от задатчика, вьщает в соответ- ствзпощий блок управления адресную команду, обеспечивающую продолжение или возобновление цикла обработки именно с той операции, на которой произошла остановка пресса. Этим достигается исключение брака изделий и потерь времени из-за прерывания цикла обработки. 1 ил. S СА9 сл го
| Устройство управления гидравлическим прессом | 1977 |
|
SU644634A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
