жащее блоки 10,. 11 задания значений ширины рабочей зоны сушки, устройство 12 управления величиной сушильного объема, содержащее блоки 13, 14 управления величиной сушильного объема, а установка для сушки изделий содержит датчик 15 загрузки ванны подвеской с изделиями, датчик 16 температуры сушильного агента, исполнительные механизмы 17, 18, 19, 20, датчики 21,22 положения устройств для подачи сушильного агента, блоки 23, 24 уп1
Изобретение относится к оборудованию для нанесения гальванохимических покрытий, в частности к оборуд(5ванию для автоматизации процессов сушки изделий на подвесках на автоматических автооператорных линиях при ведении на них процессов гальванообработки.
Цель изобретения - экономия электроэнергии и расхода сушильного агента и .контроль процесса сушки.
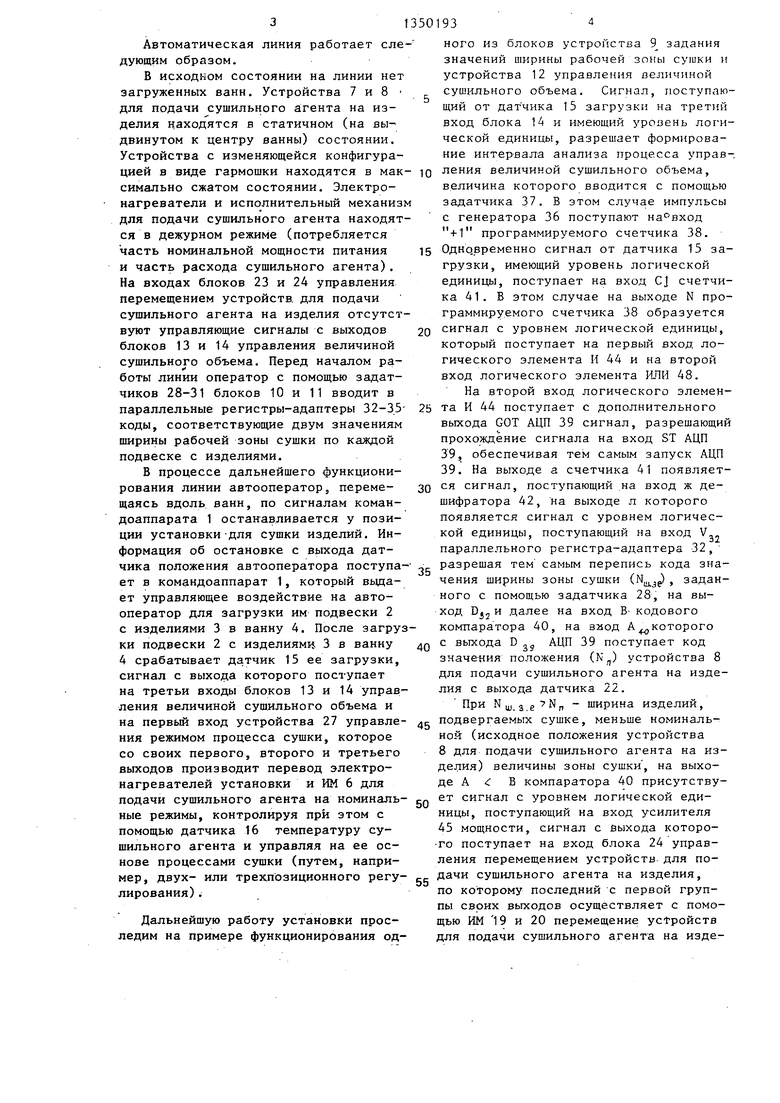
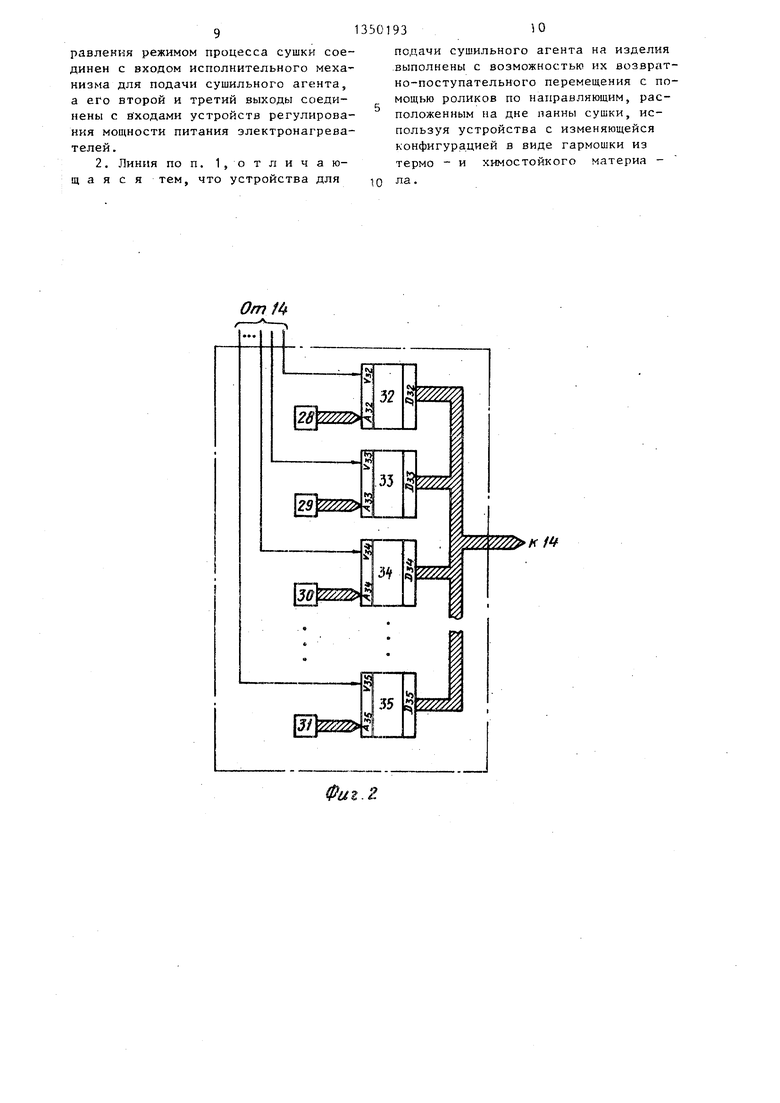
На фиг. 1 представлена функциональная схема устройства; на фиг. 2 - структурная схема блока задания значений ширины рабочей зоны сушки; на фиг. 3 - структурная схема блока управления величиной сушильного объема.
Автоматическая линия содержит ряд ванн (не показаны), установленных в определенном порядке и оснащенных ловителями, командоаппарат 2. автооператоры (не показаны), подвески 2 с изделиями 3, датчики положения автооператоров (не показаны), установку для сушки изделий включающую ванну 4 с теплоизоляцией 5, электронагреватели (не показаны), исполнительный механизм (ИМ) 6. для подачи сушильного агента, устройства 7 и 8, для подачи сушильного агента на изделия, устройство 9 задания значений ширины рабочей зоны сушки, содержащее блоки 10 и 11 задания значений ширины рабочей зоны сушки, устройство 12 управления ве1П1чиной сушильного объема, содержащее блоки 13 и 14 управления величиной сушильного объема-, а установка для сушки изделий содержит датчик 15 загрузки вапны подвеской с изделиямиравления перемещением устройств для подачи сушильного агента на изделия, устройства 25, 26 регу1П 1рования мощности питания электронагревателей и устройство 27 управле1П1я режимом процесса сушки. Экономия электроэнергии и расхода сушильного агента и контроль процесса сушки достигаются введением в данное устройство устройства задания значений ширины рабочей зоны сушки, устройства управления величиной сушильного объема .1з.п.ф-лы,Зил.
5
0
0
датчик 16 температуры сушильного агента, ИМ 17-20 перемещения устройств для подачи сушильного ат ента на изделия, датчики 21 и 22 положения устройств для подачи сушильного агента на изделия, блоки 23 и 24 управления перемещением устройств для подачи сушильного агента на изделия, устройства 25 и 26 регулирования мощности питания электронагревателей и устройство 27 управления режимом процесса сушки.
Причем устройства для подачи сушильного агента на изделия выполнены с возможностью их возвратно-поступательного движения с помощью роликов по направляющим при использовании устройства с изменяющейся конфиг ура- цией в виде гармошки- из термохимостой- кого материала.
Каждый блок 10 и 11 задания значений ширины ра.бочей зоны сушки содержит задатчики 28-31 значений ширины рабочей зоны сушки и параллельные регистры-адаптеры 32-35. Каждый блок 13 и 14 управления величиной сушильного объема- содержит генератор 36, задат- чик 37 интервала анализа процесса управления величиной сушильного объема, программируемый счетчик 38, аналого- цифровой преобразователь (АЦП) 39 кодовый компаратор 40, счетчик 41, дешифратор 42, логические элементы И 43 и 44, усилители 45 и 46 мощности., одновибратор 47 с элементами (R и С) задания длительности выходного импульса, ло ичесхий э.пемент ИЛИ 48, схему 49 .запрета.
Автоматическая линия работает еле дующим образом.
В исходном состоянии на линии нет загруженных ванн. Устройства 7 и 8 для подачи сушильного а:гента на изделия находятся в статичном (на выдвинутом к центру ванны) состоянии. Устройства с изменяющейся конфигурацией в виде гармошки находятся в мак симально сжатом состоянии. Электронагреватели и исполнительный механиз для подачи сушильного агента находятся в дежурном режиме (потребляется часть номинальной мощности питания и часть расхода сушильного агента). На входах блоков 23 и 24 управления перемещением устройств, для подачи сушильного агента на изделия отсутствуют управляющие сигналы с выходов блоков 13 и 14 управления величиной сушильного о&ъема. Перед началом работы линии оператор с помощью задат- чиков 28-31 блоков 10 и 11 вводит в параллельные регистры-адаптеры 32-35 коды, соответствующие двум значениям ширины рабочей зоны сушки по каждой подвеске с изделиями.
В процессе дальнейшего функционирования линии автооператорJ переме- щаясь вдоль ванн, по сигналам коман- доаппарата 1 останавливается у позиции установки-для сушки изделий. Информация об остановке с выхода датчика положения автооператора поступает в командоаппарат 1, который выдает управляющее воздействие на автооператор для загрузки им подвески 2 с изделиями 3 в ванну 4. После загрузки подвески 2 с изделиями 3 в ванну 4 срабатывает датчик 15 ее загрузки, сигнал с выхода которого поступает на третьи входы блоков 13 и 14 управления величиной сушильного объема и на первый вход устройства 27 управле- ния режимом процесса сушки, которое со своих первого, второго и третьего выходов производит перевод электронагревателей установки и ИМ 6 для подачи сушильного агента на номиналь- ныв режимы, контролируя при этом с помощью датчика 16 температуру сушильного агента и управляя на ее основе процессами сушки (путем, например, двух- или трехпозиционного регу- лирования)i
Дальнейшую работу установки проследим на примере функционирования одного из блоков устройства 9 задания значений ширины рабочей зоны сушки и устройства 12 управления величиной сушильного объема. Сигнал, поступающий от дат чика 15 загрузки на третий вход блока 1А и имеющий уровень лог-и ческой единицы, разрешает формирование интервала анализа процесса управ Ленин величиной сушильного объема, величина которого вводится с помощью задатчика 37. В этом случае импульсы с генератора 36 поступают +1 программируемого счетчика 38. Одно.временно сигнал от датчика 15 загрузки, имеющий уровень логической единицы, поступает на вход CJ счетчика 41. В этом случае на выходе N программируемого счетчика 38 образуется сигнал с уровнем логической единицы, который поступает на первый вход логического элемента И 44 и на второй вход логического элемента ИЛИ 48.
На второй вход логического элемента И 44 поступает с дополнительного выхода GOT АЦП 39 сигнал, разрешающий прохождение сигнала на вход ST АЦП 39, обеспечивая тем самым запуск АЦП 39. На выходе а счетчика 41 появляется сигнал, поступающий на вход ж дешифратора 42, на выходе л которого появляется сигнал с уровнем логической единицы, поступающий на вход V, параллельного регистра-адаптера 32, разрешая тем самым перепись кода значения ширины зоны сушки ( , заданного с помощью задатчика 28, на выход и далее на вход В- кодового компаратора 40, на влод А которого с выхода D JJ АЦП 39 поступает код значения положения (N ,j) устройства 8 для подачи сушильного агента на изделия с выхода датчика 22.
При з. - ширина изделий, подвергаемых сушке, меньше номинальной (исходное положения устройства 8 для подачи сушильного агента на изделия) величины зоны сушки , на выходе А В компаратора 40 присутствует сигнал с уровнем логической единицы, поступаюЕ(ий на вход усилителя 45 мощности, сигнал с выхода которо- го поступает на вход блока 24 управления перемещением устройств для подачи сушильного агента на изделия, по которому последний с первой группы своих выходов осуществляет с помощью ИМ 19 и 20 перемещение устройств для подачи сушильного агента на издеj Hn. Информация об этом перемещении с выхода датчика 22 положения поступает на вход Aj., АЦП 39, с выхода D, которого она в виде код& N поступает на вход А у кодового компаратора 40,
При наступлении момента Ы„ на выходе А В сигнал приобретает значение логического , а на выходе А В - значение логической единицы. В этом случае сигнал на входе и выходе усилителя 45 мощности уменьшается до нуля, а блок 24 управления перемещением устройства 8 для подачи сушильного агента на изделия прекращает путем снижения до нуля управляющих сигналов на ИМ 19 и 20 перемещение устройства 8 для подачи сушильного агента на изделия.
Далее производится процесс сушки деталей. После окончания времени сушки изделий в ванне 4 автооператор по сигналам от командоаппарата 1 последовательно осуществляет перемещение к ванне 4, остановку и выг рузку подвески 2 с изделиями 3 из ванны 4. При этом на третьем входе блока 14 управления величиной сушильного объема и первом входе устройства 27 управления режимом процесса сушки исчезает сигнал от датчика 15 загрузки На выходах устройства 27 управления режимом процесса сушки исчезают сигналы, поступавшие на входы устройств 25 п 26 регулирования мощности питания электронагревателей и ИМ 6 для подачи сушильного агента, переводя последние в состояние дежурного режима. По заднему фронту сигнала загрузки (переход сигнала из состояния логической единицы в состояние логического нуля) срабатывает одновибра- тор 47. На его выходе появляется сигнал, имеющий уровень логической единицы, Д1и1тельность которого задается с помощью элементов R и С и выбирается (так же, как и уставка задатчк- ка 37) равной времени перемещения устройств 7 и 8 на максимальное расстояние. Этот сигнал поступает на вход п логического элемента И.ГШ 48 и на вход R одновнбратора 47 (для подготовки его к новому срабатыванию при новой выгрузке изделий из ванны)
На В|11ходе логического элеме нта ИЛИ 48 присутствует сигнал логической единиц)1, поступающий на первый вход схемы 49, запрещая тем самым
прохождение информа и1Н с: выхода компаратора 40 к командоаппарат 1 при перемещении устройств 7 и 8.
При отсутствии сигнала загрузки исчезает сигнал, разрешающтЧ прохождение кода N щ J (. с выхода параллельного регистра-адаптера 32. Па входе В компаратора 40 отсутствует код, соответствующий ширине рабочей зоны сушкп, т.е. присутствуют сигналы с уровнем логического нуля.
В этом случае, поскольку К на выходе А В кодового компаратора 5 40 присутствует сигнал, имеющий уровень логической единицы, который, поступая на вход усилителя 46 мощности, вызывает появление управляющих сигналов на выходах устройства 24 управления перемещением устройства 8 для подачи сушильного агента на изделия, поступающие на ИМ 19 и 20. Производится обратное перемещение устройства 8 для подачи сушильнрго агента на изделия. При наступлении момента N N 1 J J на выходе А В компаратора 40 сигнал приобретает зна- чение логического нуля, а на выходе А В - логической единицы. В этом случае сигнал на выходе усилителя 46 мощности уменьшается до нуля, а блок 24 управления перемещением устройства 8 для подачи сушильного агента на изделия прекращает путем снижения до нуля управляющих сигналов ira ИМ 19 и 20 обратное перемещение устройства 8 для подачи сушильного агента на .изделия .
0
0
5
0
5
5
Па выходах логического элемента ИЛИ 48 присутствуют сигналы с уровнем логического нуля,, на ei o выходе также присутствует сигнал с.уровнем логического нуля, что разрешает прохождение сигнала с выхода А В кодового компаратора 40. С выхода схемы 49 запрета сигнал поступает на вход командоаппарата 1. По значению этого сигнала (уровень логической единицы - Авария, уровень логического нуля - Норма) проверяется исходное состояние устройств 7 и 8 для подачи сушильного агента на изделия. Установка для сушки изделий на автоматической линии готова для проведения нового процесса сушки. При этом описанный процесс повторяется для за- г рузки второй подвески с изделиями, имеющими, например, новые значения
ширины рабочей зоны сушки, заданные с помощью задатчиков 29.
Таким образом, устройство позволяет обеспечить рациональное использование подводимой к электронагревателям установки для сушки изделий мощности питания и расхода сушильного агента и контроль этих процессов на линии,
Устройство задания значений ширины рабочей зоны сушки может быть реализовано с помощью переключателей ПМП и ИС КР580 ИК55. Устройство управления величиной сушильного объема может быть реализовано на базе стандартных элементов. Так, например, в качестве задатчика интервала анализа процесса управления величиной сушильного объема можно использовать программируемый переключатель ПП10, в качестве программируемого счетчика - ИС серии 564ИЕ15, в качестве АЦП - ИС серии К572ПВ2А, в качестве кодового компаратора - ИС564ИП2, в качестве счетчика - ИС серии К164ИЕ1 в качестве дешифратора - ЙС серии К134ИД6, в качестве остальных элементов - ИС серии К155 и транзисторные ключи.
В качестве датчика загрузки в устройстве может быть использован датчик типа КВД-1, в качестве датчик температуры - термометр сопротивлени типа ТСП-5071, в качастве блоков уп- равления перемещением устройств для подачи сушильного агента на изделия - электромагнитные, клапаны, осуществляющие коммутацию цепей сжатого воздуха, в качестве ИМ для перемещения устройств для подачи сушильного агента - пневмоцилиндры, в качестве датчиков положения - любые датчики, преобразующие линейное перемещение в аналоговый сигнал (сельсины, ин- дуктосины, и т.п.), в качестве устройств регулирования мощности - регуляторы типа РНТТ, а в- качестве устройства управления режимом процесса сушки - автоматический мост типа КСМ-4.
Формула изобретения
1. Автоматическая линия для галь- ванохимической обраббткн изделий на подвесках, содержащая ряд ванн, установленных в определенном технологическом режиме и оснащенных ловителями, комлнлоаппарпт, anT Tiiiu p,Tr(ipi.r подвески с изделиями, датчики положения автооператоров и устпповку дл сушки изделий, включающую ваиму с теплоизолированным корпусом, электронагреватели, исполнителыи.1Й низм для подачи сушильного аг снта и устройства для подачи сушильного агента на изделия, отличающаяся тем, что, с целью экономии электроэнергии и расхода сушильного агента и контроля процесса сушки, она снабжена устройством задания значений ширины рабочей зоны сушки, устройством управления величиной сушильного объема, а установка для сушки изделий снабжена датчиком загрузки, датчиком температуры сушильного агента, исполнительными механизмами перемещения устройств для подачи сушильного агента на изделие, датчиками положения устройств для подачи сушильного агента на изделия, блоками управления перемещением устройств для подачи сушильного агента на изделие, устройствами регулирования мощности питания электронагревателей и устройством управления режим процесса сушки, причем первые зоны сушки соединены с первыми группами выходов соответствующих блоков управления величиной сушильного объема, а выходы блоков задания значений ширины рабочей зоны сушки соединены с первыми входами соответствующих блоков управления величиной сушильного объема, вторые группы выходов которых соединены с входами блоков управления перемещением устройств для подачи сушильного агента на изделия, выходы которых соединены с исполнительными механизмами перемещения устройств для подачи сушильного агента на изделия, третьи выходы блоков управления величиной сушильного объема соединены с входами ко- мандоаппарата, вторые входы блоков управления величиной сушильного объема соединены с выходами соответствующих датчиков положения устройств для подачи сушильного агента на изделия, а третьи их входы соединены с выходом датчика загрузки, с которым также соединен первый вход устройства управления режимом процесса сущки, .второй вход которого соединен с датчиком температуры сушильного агента, первьй выход устройства управлекня режимом процесса сушки соединен с входом исполнительного механизма для подачи сушильного , а его второй и третий выходы соединены с в ходами устройств регулирования мощности питания электронагревателей .
2. Линия по п. 1, о т л и ч а ю- щ а я с я тем, что устройства для
/77/4
подачи сушильного агента на изделия выполнены с возможностью их возвратно-поступательного перемещения с помощью роликов по направляющим, расположенным на дне панны сушки, используя устройства с изменяющейся конфигурацией в виде гармошки из термо - и химостойкого материа - ла.
/с /4
Фиг.г
г
гсгэ- а 1 I
О «с
tQ ча а V II л
гу
с /
1


| название | год | авторы | номер документа |
|---|---|---|---|
| АВТООПЕРАТОРНАЯ ГАЛЬВАНИЧЕСКАЯ ЛИНИЯ | 1989 |
|
RU1816003C |
| АВТООПЕРАТОРНАЯ ГАЛЬВАНИЧЕСКАЯ ЛИНИЯ | 1990 |
|
RU2013472C1 |
| Устройство программного управления автооператорами гальванической линии | 1980 |
|
SU943337A1 |
| Способ А.Н.Алексеева для управления подачей воды в промывные ванны гальванических линий и устройство для его осуществления | 1987 |
|
SU1504294A1 |
| Система управления многопроцессной линией гальванопокрытий | 1976 |
|
SU653308A1 |
| Установка для нанесения гальванических покрытий | 1983 |
|
SU1113433A1 |
| Установка для нанесения гальванических покрытий | 1987 |
|
SU1434004A1 |
| СПОСОБ ХИМИЧЕСКОЙ ОБРАБОТКИ И ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ДЕТАЛИ И АВТОМАТИЧЕСКАЯ КАМЕРА ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2021 |
|
RU2771126C1 |
| Устройство для централизованногопРОгРАММНОгО упРАВлЕНия АВТООпЕРА-ТОРАМи | 1978 |
|
SU815716A1 |
| Устройство для управления автома-ТичЕСКиМи лиНияМи | 1979 |
|
SU840804A1 |

Изобретение относится к обору- i дованию для гальванохимических покрытий, в частности к оборудованию для автоматизации процессов сушки изделий на подвесках. Цель изобретения - экономия электроэнергии, расхода сушильного агента и контроль . процесса сушки. Автоматическая линия содержит командоаппарат 1, подвески 2 с изделиями 3, установка для сушки изделий включает занну 4 с теплоизоляцией 5, исполнительный механизм (ИМ 6 для подачи сушильного агента,устройства 7,8 для подачи сушильного агента на изделия,устройство 9 задания значений ширины рабочей зоны сушки, содер/7 Лиг- Im- ffl Д fffE , -1 .- S (Л CO СД о CD CO
N4
§
« S
г
к.
1Л
с
tl
L
I: ь
1C
к к
N
N Iк (о
1
iQ |см
ЛТ
Wi if С
э
ч ) «J а ъ
6i
I±г:г
Редактор В.Петраш
Составитель С.Пономарев
Техред Л.ОлиГшык Корректор Н.Король
Заказ 5231/25Тираж 613Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
| Пдоткин Е.М | |||
| и др | |||
| Комплексная механизация на предприятиях радио- промышленнрсти и приборостроения | |||
| - М | |||
| : Машиностроение, 1986, с | |||
| Подъемник для выгрузки и нагрузки барж сплавными бревнами, дровами и т.п. | 1919 |
|
SU149A1 |
| и др | |||
| Оборудование цехов электрохимических покрытий | |||
| - Л.: Машиностроение, 1979, с | |||
| Аппарат для радиометрической съемки | 1922 |
|
SU124A1 |
