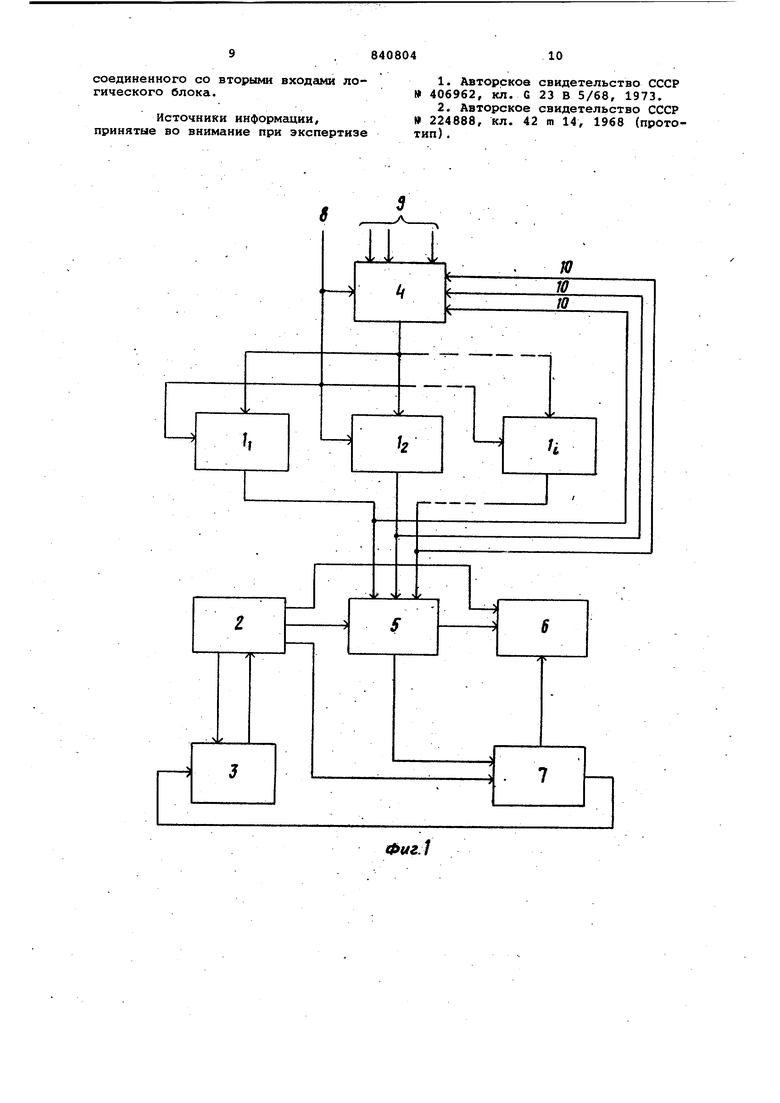
изобретение относится к классу дискретных автоматических систем, управляющих технологическими процессами и может быть использовано в машиностроении, в частности в промышленности, применяющей гальваничес кую обработку изделий. Известные устройства управления автоматическими линиями обработки деталей обеспечивают обработку деталей лишь по определенной программе, заложенной в -памяти устройства. Обработка деталей по другой программе достигается путем смены программы об работки, связанной с остановкой авто матической линии, что неизбежно влечет потерю производительности. Для устранения этого недостатка используются устройства управления, обеспечивающие обработку деталей по нескольким программам одновременно. Известно устройство управления автооператорами автоматических линий гальванопокрытий, содержащее блок прогрс1ммы, обеспечивающий хранение реализуемых устройством программ, блоки управления-и пульт управления блоки позиций и. анализатор загрузки линий, который вырабатывает сигналы разрешения запуска в обработку дета лей в каждом цикле запуска по определенным программам, реализуемым устройством. Благодаря наличию оперативной памяти для хранения программ обработки и анализатора загрузки линии достигается режим обработки деталей по нескольким программам одновременно l. Недостатком устройства является большой объем памяти, необходимый для хранения всех программ обработки, реализуемых устройством управления. Другим недостатком устройства является невозможность запуска очередного контейнера с деталями по любой из реализуемых устройствам управления программ. Наиболее близким по технической сущности и достигаемому результату к предлагаемому является устройство для управления автоматическими линиями обработки деталей, содержащее блок программ, блок совпадения, блок горизонтального перемещения, блок вертикального перемещения и блок переключения команд, причем блок программ связан с блоком совпадения, состоящим из схем совпадения по числу рабочих позиций и схемы выработки сигналов с селективностью, блоком горизонтального перемещения, блоком вертикально го перемещения, блоком переключения команд блок совпадения подсоединен к блоку горизонтального перемещения и к блоку вертикального перемещения, входы блока переключения команд соединены с блоком вертикального перемещения, блок горизонтального переме щения связан с блоком вертикального перемещения 2 , Каждый блок представляет собой определенную совокупность логических элементов, соединенных таким образом что обеспечивается вщдача одной определенной команды для выполнения операции в соответствии с программой Блок программ выполняет функции запоминания программы и обеспечивает выдачу одной команды на каждую операцию. Блок горизонтального перемещения и блок вертикального перемещения обе печивают соответственно перемещения автооператора и его траверсы, выходные сигналы блока вертикального пере мещения регламентируют окончание выполнения очередной операции и позволяют бло.ку переключения команд произвести передачу управления следующе команде. Блок совпадения обеспечивает оста новку автооператора на определенной рабочей позиции при одновременном по явлении на входах соответствующей сх мы совпадения сигналов из блока программ или схеглы формирования сигнало с селективностью и конечного переключателя, установленного на данной рабочей позиции, при подходе к ней автооператора. Таким образом,.построение схемы известного устройства позволяет уп-ростить ввод новых программ. Однако недостатком устройства является то, что сам процесс смены про грамм обработки в нем связан с остановкой автоматической линии и влечет потерю производительности. Цель изобретения - расширение фун циональных возможностей устройства при повышении производительности автоматических линий. Поставленная цель достигается тем что в устройство для управления автоматическими линиями, содержащее последовательно соединенные блок вер тикального перемещения, блок переклю чения команд, блок задания программ. блок совпадения и блок горизонтального перемещения, вторым входом соед ненный со вторым выходом блока вертикального перемещения, первый вход которого подключен ко второму выходу блока совпадения, второй вход - ко второму выходу блока задания програм третьим выходом подключенного к трет ему входу блока горизонтального пере мещения, введены логический блок ив каждый канал формирователь управляющих команд, первым входом соединенный с выходом логического блока, вторым входом - со входом устройства и первым входом логического блока, а выходом - со вторыми входами блока совпадения и логического блока. Кроме того, логический блок содержит первый элемент задержки и последовательно соединенные шифратор, первый регистр, второй регистр, компаратор, второй элемент задержки, узел блокировки и узел деблокировки, первые выходы -которого соединены с вы- ходами логического блока, а второй выход - с вторым входом узла блокировки, третьими входами соединенного со вторыми входами логического блока. . На фиг. 1 изображена структурная схема предлагаемого устройстваj на фиг. 2 - схема логического блока; на фиг. 3 - временная диаграмма работы устройства. Устройство состоит из формирователей управляющих команд 1 ,12,..., 1 по числу рабочих позиций с переменной длительностью обработки, блока 2 задания, блока 3 переключения команд, логического блока 4, блока 5 совпадения, а также блоков б и 7 горизонтального и вертикального перемещения, соответственно. Каждый формирователь управляющих команд включает инверсный счетчик (ИС) и дешифратор нуля (ДШ). Работу устройства можно показать на конкретном примере управления автоматической автооператорной гальванической линией типа АЛГ-35М. При рассмотрении работы устройства необходимо учитывать следующие особенности работы линии: а)обработка деталей, состоящая из обработки на предварительном участке, участке покрытий и финишном участке производится циклично в соответствий с заданной циклограммойj б)порядок обхода ванн и длительность обработки деталей на предвари-, тельном и финишном участках не зависит от номера программы обработки, т.е. для всех деталей одинаковы; в)длительность обработки деталей на участке покрытий определяется необходимой толщиной покрытия и задается при выборе той или иной программы обработки) г)номера программ обработки, а следовательно и получаемые толщины покрытия различаются в зависимости от числа ванн покрытия, участвующих в обработке, д)в каждом цикле обработки производится обслуживание (разгрузки и загрузка) одной ванны покрытия; е)номер обслуживаемой ванны покрытия определяется номером элемента в блоке совпадения, на входе которого происходит совпадение сигнала с путевого датчика, установленного
у ванны, при прохождении через него автооператора и сигнала, формиругацегося схемой формирования сигнгшов с селективностью блока совпадения (при управлении от известного устройства)
ж) на обработке в зависимости от компоновки линии одновременно может находиться несколько приспособлений с деталями (на линии АЛГ-35М - до 9)
Перед загрузкой очередного приспособления деталями оператор определяет соответствие номера программы обра-. ботки загружаемых деталей номеру, обозначенному на нажатой кнопке выбора программ на лицевой панели устройства управления. Если номера совпадают, оператор загружает детали в приспособление.
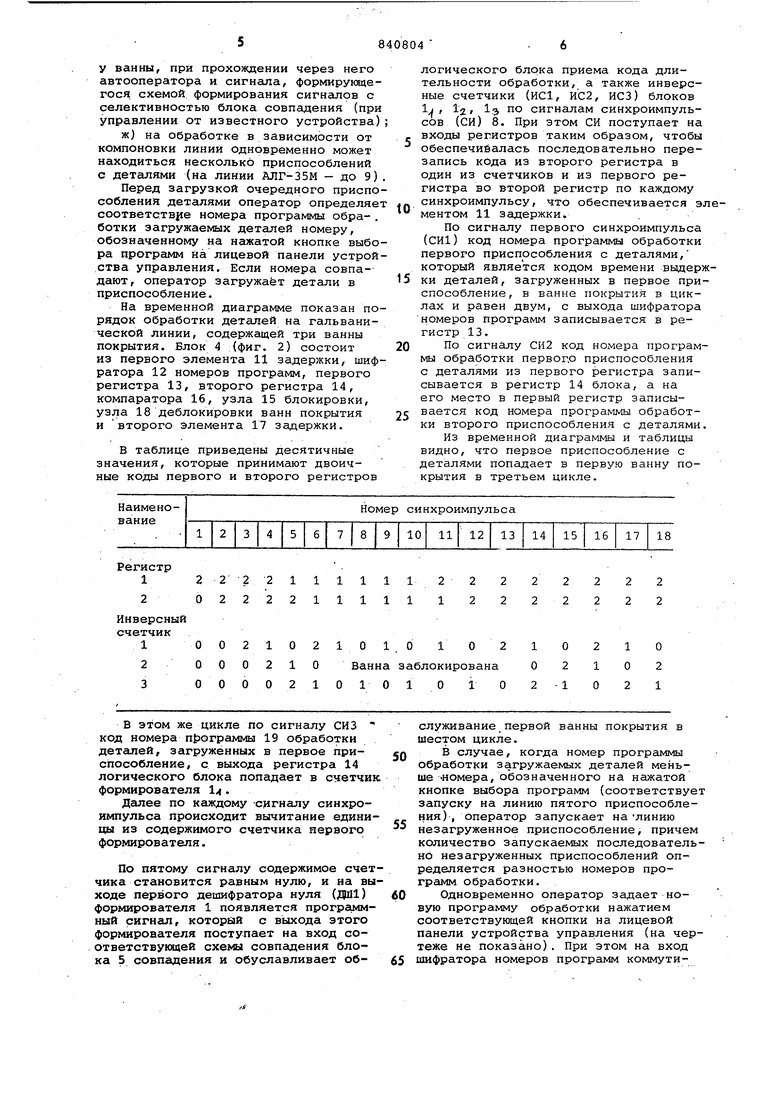
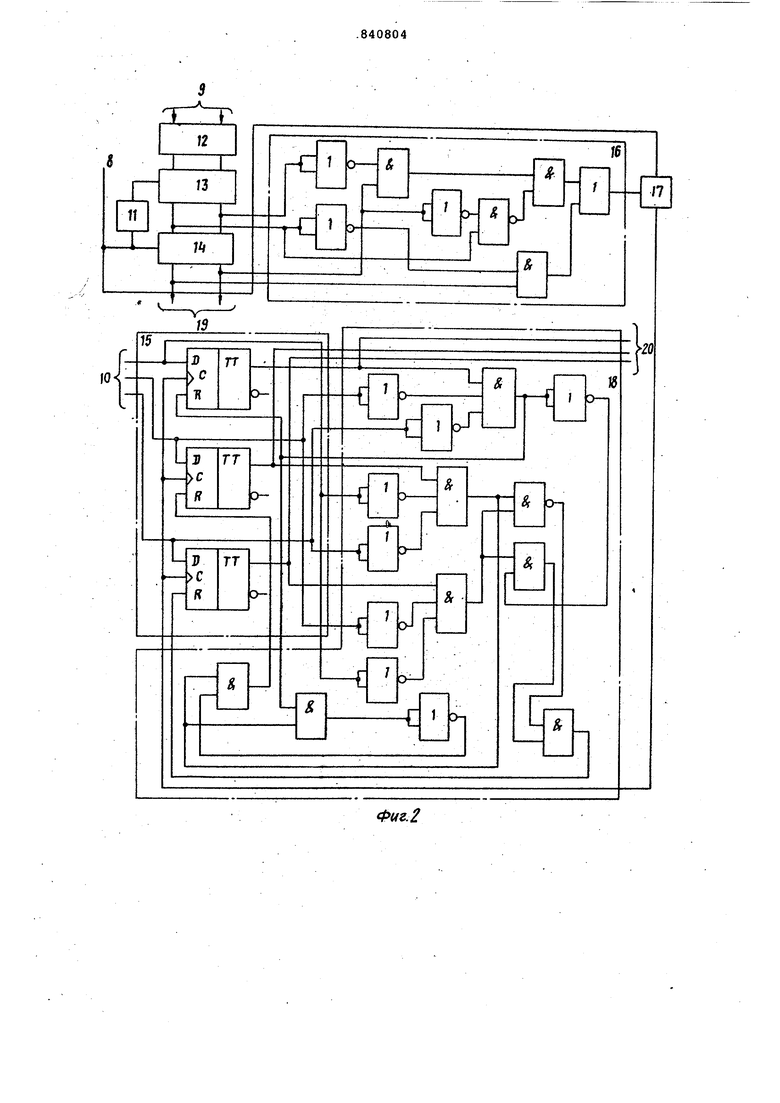
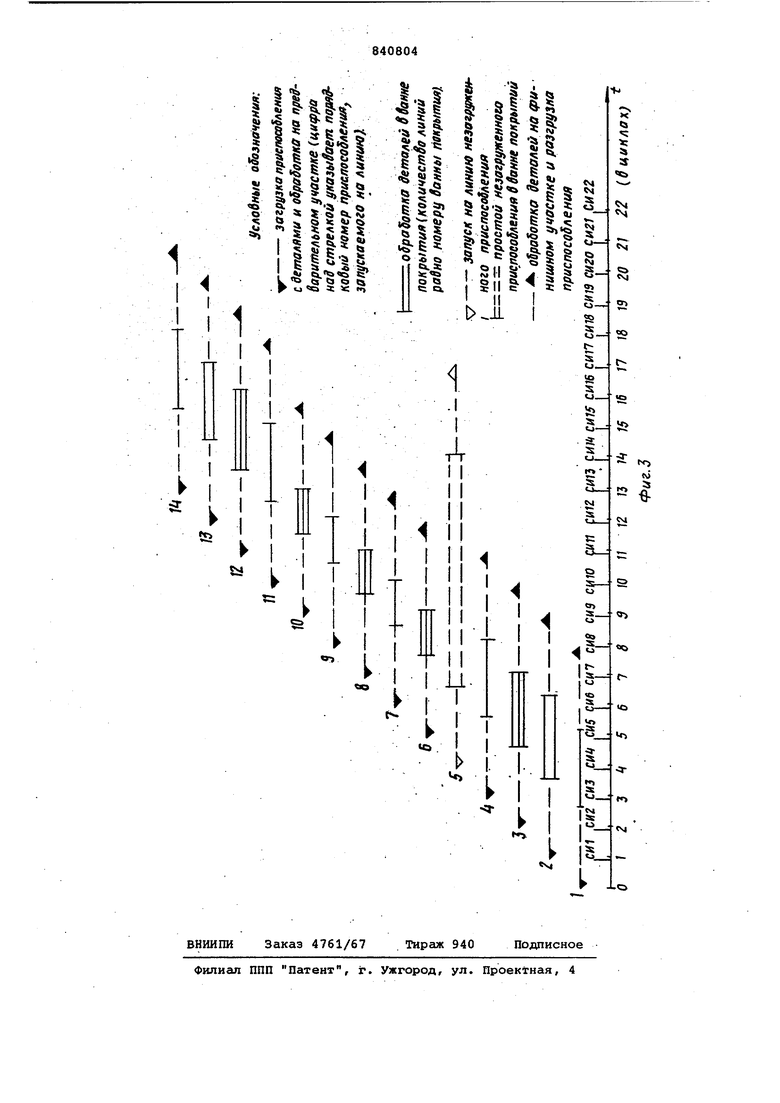
На временной диаграмме показан порядок обработки деталей на гальванической линии, содержащей три ванны покрытия. Блок 4 (фиг. 2) состоит из первого элемента 11 задержки, шифратора 12 номеров программ, первого регистра 13, второго регистра 14, компаратора 16, узла 15 блокировки, узла 18 деблокировки ванн покрытия и второго элемента 17 задержки.
В таблице приведены десятичные значения, которые принимают двоичные коды первого и второго регистров
логического блока приема кода длительности обработки, а также инверсные счетчики (ИС1, ИС2, ИСЗ) блоков Ij, l2, 15 по сигналам синхроимпульсов (си) 8. При этом СИ поступает на входы регистров таким образом, чтобы обеспечивалась последовательно перезапись кода из второго регистра в один из счетчиков и из первого регистра во второй регистр по каждому синхроимпульсу, что обеспечивается элеoментом 11 задержки.
По сигналу первого синхроимпульса (СИ1) код номера программы обработки первого приспособления с деталями, который является кодом времени выдерж5ки деталей, загруженных в первое приспособление, в ванне покрытия в циклах и равен двум, с выхода шифратора номеров программ записывается в регистр 13.
По сигналу СИ2 код номера програм0мы обработки первог.о приспособления с деталями из первого регистра записывается в регистр 14 блока, а на его место в первый регистр записывается код номера программы обработ5ки второго приспособления с деталями.
Из временной диаграммы и таблицы видно, что первое приспособление с деталями попадает в первую ванну покрытия в третьем цикле.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления автоматическими линиями | 1980 |
|
SU954939A2 |
| Устройство для управления автоматическими линиями гальванопокрытий | 1983 |
|
SU1095136A1 |
| Устройство для программного управления автооператорами гальванической линии | 1987 |
|
SU1429089A1 |
| Устройство для управления автооператором химико-гальванической линии | 1981 |
|
SU966667A1 |
| Устройство программного управления автооператорами многопроцессных автоматических линий гальванопокрытий | 1982 |
|
SU1081243A1 |
| Устройство для централизованногопРОгРАММНОгО упРАВлЕНия АВТООпЕРА-ТОРАМи | 1978 |
|
SU815716A1 |
| Устройство для программного управления автооператором гальванической линии | 1976 |
|
SU636585A1 |
| Устройство для программного управления | 1982 |
|
SU1067470A1 |
| Устройство для программного управления | 1981 |
|
SU1029145A1 |
| Устройство программного управления автооператорами гальванической линии | 1980 |
|
SU943337A1 |
В этом же цикле по сигналу СИЗ код номера п зограммы 19 обработки деталей, загружённых в первое приспособление, с выхода регистра 14 логического блока попадает в счетчик формирователя 1.
Далее по каждому сигналу синхроимпульса происходит вычитание единицы из содержимого счетчика первого формирователя.
По пятому сигналу содержимое счетчика становится равным нулю, и на выходе первого дешифратора нуля (ДИ) формирователя 1 появляется nporpaiMMный сигнал, который с выхода этого формирователя поступает на вход соответствующей схемы совпадения блока 5 совпадения и обуславливает обслуживание первой ванны покрытия в шестом цикле.
В случае, когда номер программы
0 обработки загружаемых деталей меньше -номера, обозначенного на нажатой кнопке выбора программ (соответствует запуску на линию пятого приспособления) , оператор запускает на-линию
5 незагруженное приспособление, причем количество запускаемых последовательно незагруженных приспособлений определяется разностью номеров проrpciMM обработки.
0
Одновременно оператор задает новую программу обработки нажатием соответствующей кнопки на лицевой панели устройства управления (на чертеже не показано). При этом на вход шифратора номеров программ коммутируется новая серия сигналов 9, обеспечивакйцая появление на его выходе кода, соответствующего номеру выбранной программы обрабо.тки.
После загрузки в четвертом цикле приспособления с деталями по второй программе, обработки в пятом цикле производится переход на первую програмг у обработки, т.е. разность номеров программ обработки равна единице.
Как видно из временной диаграммы, в пятом цикле на линию запускается незагруженное приспособление.
По пятому сигналу синхронизации содержимое первого регистра становится меньше содержимого второго регистра,- что вызывает срабатывание компаратора 16, формирующего сигнал разрешения блокировки, С выхода компаратора 16 сигнал разрешения блокировки поступает на вход элемента 17 задержки, осуществляющего задержку этого сигнала на два цикла. С выхода элемента 17 задержки, в седьмом цикле, сигнал разрешения блокировки поступает на вход узла блокировки. Сигнал 20 блокировки формируется в том случае, если на вход одного из элементов узла блокировки поступает сигнал разрешения блокировки и сигнал 10 окончания обработки с выхода соответствующего формирователя. Причем сигнал с выхода узла деблокировки на входе этого элемента должен отсутствовать. В рассмотренном случае сигнал блокировки запрещает работу формирователя т.е. блокируется вторая ванна покрытия после попадания в нее незагруженного приспособления.
Запуск в обработку в пятом цикле приспособления с деталями по первой программе обработки приводит к соревнованию вызовов автооператора к первой и второй ваннам для их выгрузки в девятом цикле, что недопустимо..
В обработке деталей в циклах с 9-го по 14-й участвуют первая и третья ванны покрытия.
В 11-ом цикле в обработку запускается приспособление с деталями, имеющими номер программы обработки на единицу больше, чем номер программы Обработки предыдущей детали.
После его загрузки оператор вновь задает необходимый номер программы обработки.
Как видно из диаграммы, в 15-ом цикле не освобождается ни одно из участвующих в обработке ванн покрытий, что соответствует в таблице состоянию регистров после прихода четырнадцатого синхроимпульса.
В этот момент коды счетчиков первого и третьего формирователей имеют не нулевые значения, т.е. нет ни одного программного сигнала на выходах
дешифраторов соответствующих формирователей .
Такое состояние выходов формирователей , а также наличие заблокированной ванны покрытия обеспеf чивают формирование.сигнала разблокировки узлом деблокировки ванны, что обуславливает разрешение работы формирователя 1 и обслуживание 2-ой ванны покрытия в 15-ом цикле. В слуQ чае, если заблокировано более одной ванны, разблокируется ванна с меньшим номером.
Таким образом, предлагаемое устройство обеспечивает возможность одновременной обработки на линии деталей, имеющих различные программы обработки, т.е. оперативную смену программ.
Экономический эффект от внедрения изобретения для одной автоматической
0 автооператорной гальванической линии АЛГ-35М при условии, что до внедрения изобретения в течение смены программа обработки мeняetcя два раза, составляет окло 32 тысяч рублей в
5 год.
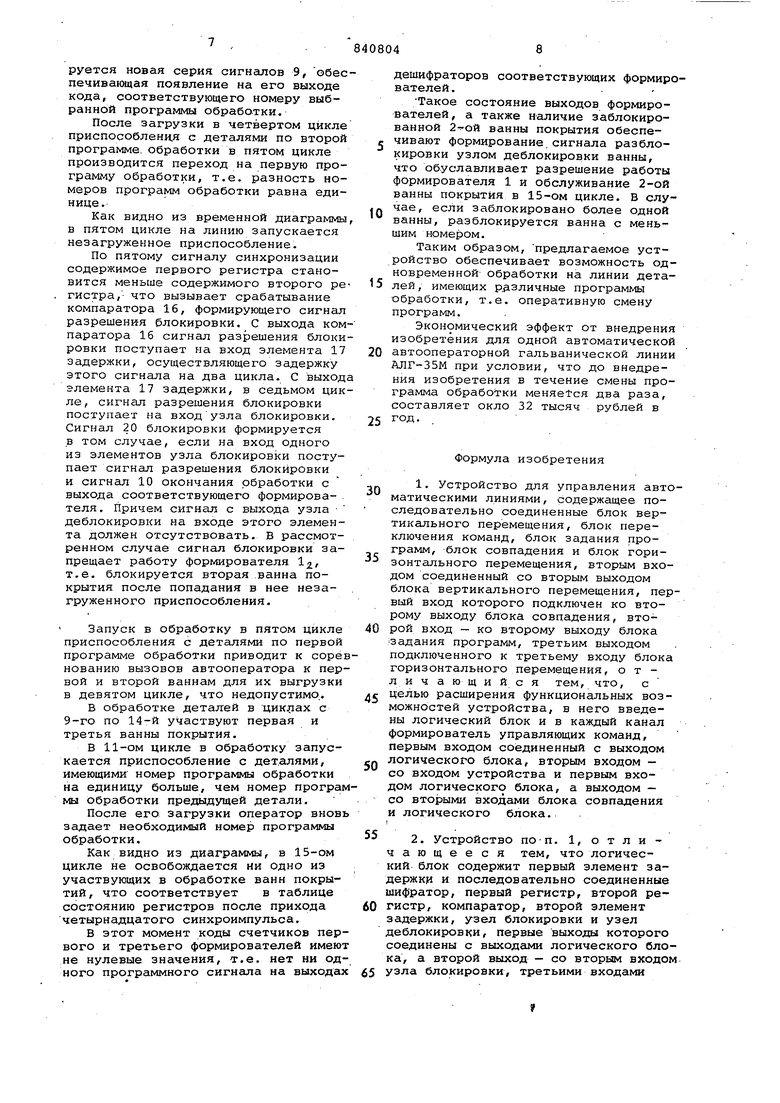
Формула изобретения
f целью расширения функциональных возможностей устройства, в него введены логический блок и в каждый канал формирователь управляющих команд, первым входом соединенный с выходом логического блока, вторым входом - со входом устройства и первым входом логического блока, а выходом - со вторыми входами блока совпадения и логического блока.
5 2. Устройство по-п. 1, отличающееся тем, что логический блок содержит первый элемент задержки и последовательно соединенные шифратор, первый регистр, второй регистр, компаратор, второй элемент задержки, узел блокировки и узел деблокировки, первые выходы которого соединены с выходами логического блока, а второй выход - со вторым входом
5 узла блокировки, третьими входами
соединенного со вторыми входами логического блока.
Источники информации, принятые во внимание при экспертизе
Фиг1
Фиг2
ills.
SJ g t
11
Illl
si I I
5 г|И
5
S.-gS r
«
sss
1
I
V
-- I
1
I -ЙI
I .
