Изобретение относится к акустическим методам неразрушающего контроля и может быть использовано при дефектоскопии сварного пояска мног о- слойных труб.
Цель изобретения - повьш1ение надежности контроля дефектов контактной сварки многослойных труб за счет обеспечения увеличения раскрытия дефектов.
На чертеже схематично представлено устройство, с помощью которого осуществляется сканирование контролируемого участка многослойной трубы.
Способ ультразвукового (УЗ) конт- роля соединений многослойных труб осуществляют следующим образом.
Контролируемый участок многослойной трубы со сварным пояском подвергают косой обкатке в области упругой деформации металла. Излучают УЗ колебания с наружной стороны трубы перпендикулярно ее оси и принимают прошедшие через стенку трубы колебания. Измеряют амплитуды колебаний, прошедших зону сварки и околошовную зону, и по их разности бпределяют качество контролируемого объекта.
Устройство, с помощью которого осуществляется сканирование контролируемого участка многослойной трубы, содержит иммерсионную ванну 1 и размещенные в ней два соосно установленных УЗ преобразователя 2, электрически соединенные с,дефектоскопом 3 и механически связанные с возвратно-поступательным электроприводом 4, Устройство также содержит валики 5 и кинематически связанный с ними вращательный электропривод 6, На чертеже обозначена контролируемая тр,уба 7 со сварным пояском 8.
Пример, Концы шестислойной трубы-заготовки 7 с толщиной 0,2 мм каждого слоя диаметром 38 мм из стали 08х18Н10Т со сварными поясками 8 шириной 5 мм, полученными на стане контактной сварки МШВ-1001, подвергают косой обка тке роликами. Обкатку осуществляют в области упругой деформации. Для приведенной трубы 7 такому режиму соответствует обкатка под углом 34° к ее оси на правильном четырехвалковом стане с зазором между валками 26 мм. Герметизируют торцы трубы 7 смазкой, например солидолом, и погружают в иммерсионную
0
5
0
5
0
5
0
5
0
5
ванну 1 таким образом, чтобы ее стенка со сварным пояском В расположилась между преобразователями 2,
Б качестве преобразователей 2 ис- пользз ют диски из ЦТС-19 с резонансной частотой 4-6 МГц с цилиндрическими сфокусированными линзами. Один из преобразователей 2 излучает УЗ колебания, которые проходят через стенку трубы 7 и принимаются другим преобразователем 2„ С выхода приемного преобразователя 2 сигналы поступают на вход дефектоскопа 3, например ДУК-66, где производится измерение амплитуды принятого сигнала. С помощью привода 4 осуществляют возвратно-поступательное сканирование парой преобразователей 2 сварного пояска 8 и околошовной оны вдоль образующей трубы 7. После каждого шага возвратно-поступательного сканирования трубу 7 поворачивают на определенный угол при помощи привода 6 и валиков 5. Угол поворота трубы 7 выбирают равным ширине УЗ пучка. Амплитуду принятого сигнала измеряют в околошовной зоне, где она составляет 3-5 дБ, и в зоне сварного пояска 8, где на бездефектном участке она составляет 28-31 дБ, При наличии в зоне сварного пояска 8 дефекта- типа расслоения или частичного непровара по ширине пояска 8 амплитуда прошедшего сигнала больше, чем в околошовной зоне, но меньше, чем в зоне бездефектного сварного пояска. Браковочным критерием является разность амплитуд прошедших УЗ колебаний в околошовной зоне и зоне сварного пояска 8, равная 20 дБ, Если разность амплитуд менее 20 дБ, в контролируемом соединении трубы 7 есть дефект. В этсм случае некачественные сварные пояски 8 на конце трубы 7 обрезаются, снова свариваются и подвергаются контролю.
При косой обкатке.сварного пояска в .области упругой д}еформации де- фекты сварного соединения типа холодного слипания вследствие стягивания слоев относительно друг друга переходят в классическое расслоение, раскрытие которого не препятствует его выявлению при УЗ теневом контроле. Использованные в качестве информативного параметра разности амплитуд УЗ колебаний, прошедших через зону
сварного пояска и околошовную зону позволяет.учесть индивидуальные особенности контролируемого объекта.
Фор
мула изобретени
Способ ультразвукового контроля качества соединений многослойных труб, заключающийся в том, что измеряют акустические колебан«я с наружной стороны трубы перпендикулярно ее оси, принимают прошедшие через соединение колебания, измеряют ам3506054
плитуду принятия колебаний и с ее помощью определяют качество соединения, отличающийся тем, что, g с целью повышения достоверности контроля, перед излучением подвергают соединенные косой обкатке в области упругой деформации материала трубы, дополнительно принимают про- 10 шедшие через соседний с соединени-. ем участок стенки трубы крлебания, измеряют rfx амплитуду, а качество соединения определяют по разности изме- . ренных амплитуд.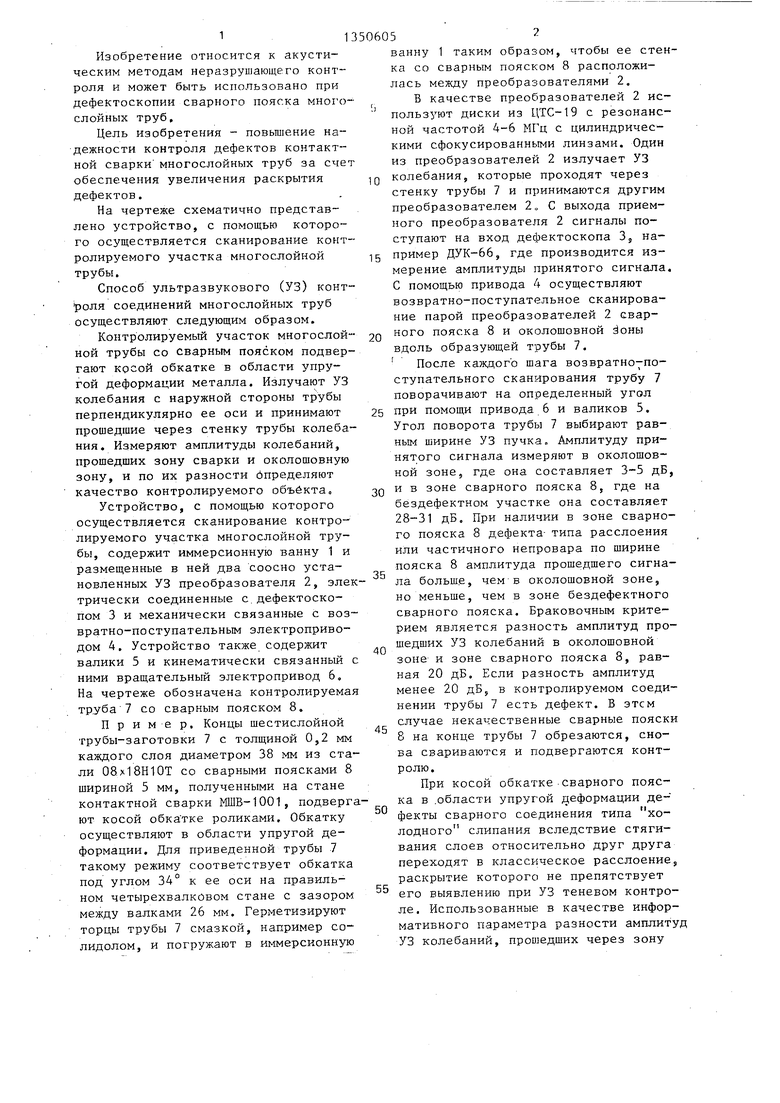
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ультразвукового контроля стыковых сварных соединений с подкладкой | 1988 |
|
SU1548749A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ ТРУБ МАЛОГО ДИАМЕТРА | 2009 |
|
RU2394235C1 |
| Способ ультразвуковой дефектоскопии трубопровода | 2024 |
|
RU2834582C1 |
| Способ ультразвукового контроля изделий переменной толщины из полимерных композиционных материалов | 2023 |
|
RU2797337C1 |
| Способ ультразвукового теневого контроля изделий | 1987 |
|
SU1557516A1 |
| Способ внутритрубного ультразвукового контроля сварных швов | 2016 |
|
RU2621216C1 |
| Способ ультразвукового контроля сварных соединений изделий | 1987 |
|
SU1439485A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДЛИНЫ ПАТРУБКА, ВЫСТУПАЮЩЕГО ВНУТРЬ ТРУБЫ ТРОЙНИКОВОГО СОЕДИНЕНИЯ, ЭХО-СИГНАЛОМ | 2014 |
|
RU2556316C1 |
| Способ ультразвукового контроля изделий | 2016 |
|
RU2622459C1 |
| Способ ультразвуковой теневой дефектоскопии многослойных изделий | 1988 |
|
SU1562846A1 |
Изобретение относится к акустическим методам неразрушающего контроля. Целью изобретения является по- вьшение надежности контроля дефектов контактной свирки многослойных труб. Контролируемый участок многослойной трубы перед излучением подвергают косой обкатке в области упругой деформации металла. Ультразвуковые колебания излучают с наружной стороны трубы перпендикулярно ее оси и принимают колебания, прошедшие через стенку трубы. Измеряют амплитуду прошедших сварное соединение и соседний с ним участок трубы колебаний и по разности измеренных амплитуд определяют качество соединения многослойной трубы. 1 ил. cf € (Л со ел о О5 о сд
Редактор П.Гереши
Составитель В.Гондаревский
Техред А.Кравчук Корректор И.Муска
Заказ 5280/45
Тираж 776Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Автоматическая сварка, 1966, i№ 9 | |||
| с | |||
| Контрольный стрелочный замок | 1920 |
|
SU71A1 |
| Способ ультразвуковой дефектоскопии биметаллических труб | 1977 |
|
SU634197A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
