Известны машины для изготовления штукованных заготовок переплетных крышек, включающие самонаклад, механизмы подачи отстава и подачи корешкового материала, клеевой аппарат, каландрирующие и транспортирующие валики, устройство для разрезки корешкового материала между двумя заготовками и закатывания его на сторонки и приемник для готовых заготовок.
Описываемая машина отличается от известных тем, что в качестве самонаклада применен магазин, ограниченный регулируемыми горизонтальными направляющими и вертикальными угольниками и снабженный механизмом для вывода сторонок. Механизм выполнен в виде отделяющих сторонку от стоны обрезиненных сегментов, которым сообшается непрерывное вращение от главного вала машины с помощью системы ценных передач, и совершающей возвратно-поступательное движение штанги с толкателями, которая передает сторонку к транспортирующим валикам, а сама приводится в движение от главного вала с помощью шарнирного четырехзвенника и системы зубчатых передач.
На вертикальных угольниках установлены регулируемые по высоте пластинчатые пружины, нижний край которых отстоит от плоскости горизонтальных направляющих на расстоянии, равном, например, 1,5 толщины сторонок. Такое устройство самонаклада дает возможность повысить точность и надежность подачи сторонок.
Устройство для разрезки корешкового материала между заготовками и закатывания его на сторонки выполнено в виде закатывающих роликов и двух подвижных ножей, верхнего и нижнего, совершающих возвратно-поступательное движение действием кулачково-рычажного механизма, причем корпус нижнего ножа несет направляющие для ползунов, шарнирно связанных с подпружиненными рычагами, на которых установлены закатывающие ролики.
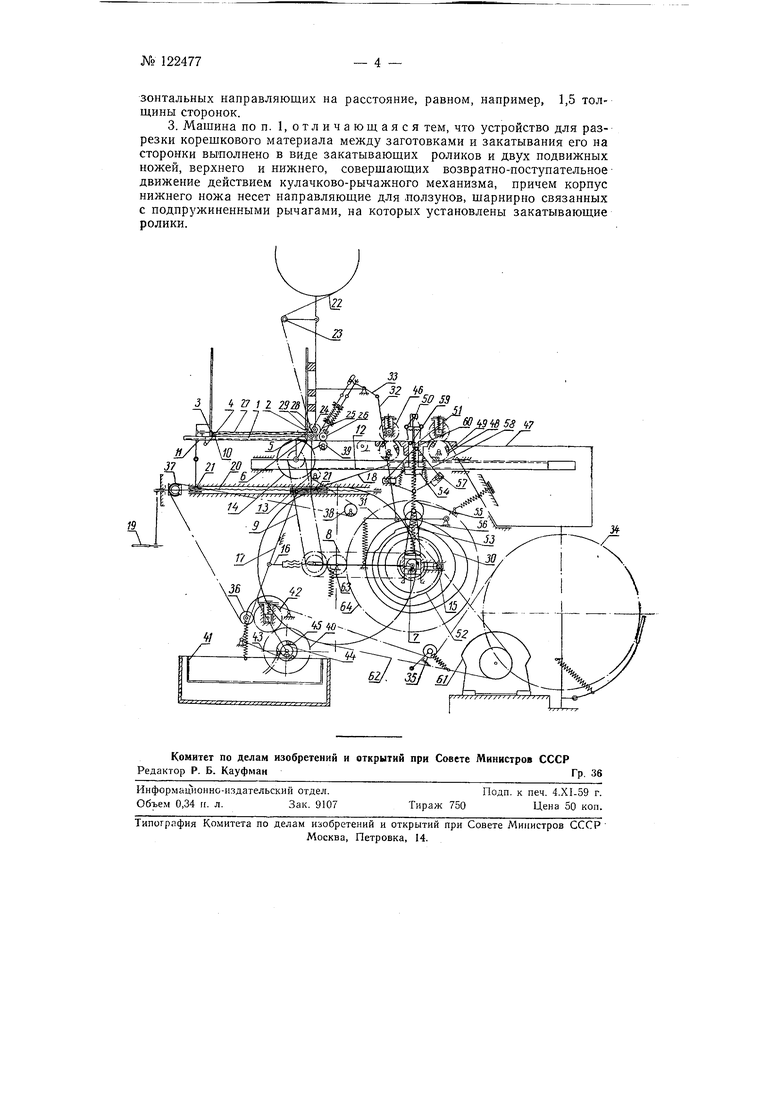
На чертеже изображена кинематическая схема машины.
Самонаклад выполнен в виде магазина для сторонок, которые располагаются в два вертикальных ряда. Магазин ограничен снизу четырьмя параллельными горизонтальными направляющими угольниками /, служащими ограничителями положения сторонок по ширине штукованной заготовки, а спереди и сзади - вертикальными угольниками 2 и 3, ограничивающими положение сторонок по длине.
На задних вертикальных угольниках 5 имеются полочки 4, служащие опорой задпего края сторонок, передний край которых опирается на направляющие угольники / так, что заложенные в магазин сторонки располагаются наклонно.
На передних вертикальных угольниках 2 установлены регулируемые по высоте пластинчатые 5, нижний край которых отстоит от плоскости горизонтальных направляющих угольников 1 на расстоянии, равном, например, 1,5 толщины сторонок, при этом образуется щель для их вывода. Механизм для вывода сторонок осуществляет эту операцию в два этапа: первый этап - это фрикционный сдвиг нижних сторонок при помощи обрезиненных сегментов 6, получающих непрерывное вращение от главного вала 7 по цепным .передачам 8 и 9; второй этап - выталкивание сторонок осуществляется штангой с толкателями 10. На концах щтанги закреплены рейки //, которые перемешают толкатели возвратно-поступательно в горизонтальном направлении. Рейки // получают движение от рейки 12 через щестерни 13 и 14. Рейка 12, в свою очередь, получает возвратно-поступательное движение от главного вала 7 через кривошип 15, регулируемую тягу 16, рычаг 17 и серьгу 18.
Ноложение вертикальных угольников 2 и 5 можно регулировать, в зависимости от длины сторонок, поворотом рукояткой 19 винтов 20, взаимодействующих с гайками 21, которые жестко связаны с угольниками 2 и 3.
Механизм подачи отстава состоит из бобины с лентой 22, направляющего ролика 23, пары валиков 24, предназначенных для разматывания с бобины и отмеривания отстава, ножа 25 и валика 26. Валики 24 приводятся во вращение рейкой 27 посредством щестерен 28 и 29, получающей движение от рейки 11. Между шестернями 28 имеется обгонная муфта, обеспечивающая периодическое вращение валиков 24 в одном направлении. Валик 26 служит для прижатия отстава к проклеенной стороне корешка, а нож 25 - для отрезания отстава. Валик и нож приводятся в двилсение кулачком 30 на главном валу при помощи подпружиненного рычага 31, тяги 32 и рычага 33.
Механизм подачи корещкового материала и клеевой аппарат включают бобину корешкового материала 34, направляюшие ролики 35, 36, 37 и 38, валик 39, дукторный валик С,.забирающий клей из клеевой ванны 41 и передающий его клеенаносящему валику 42.
Валик 40 получает периодическое вращение в одном направлении от рычага 17, через зубчатый сектор 43, шестерню 44 и обгонную муфту 45.
Каландрирующие и транспортирующие валики 46 служат для приклеивания сторонок к корещку и вывода готовых штукованных заготовок в приемный яшик 47. Верхние валики подпружинены. Нижние валики получают периодическое одностороннее врашение от рейки 12 через шестерни 48 и обгонные муфты 49. Верхние валики 46 получают вращение от нижних посредством шестерен.
Устройство для разрезки корешкового материала между заготовками и закатывания его на сторонки включает верхний и нижний ножи 50
И 51. Верхний нож получает возвратно-поступательное движение от главного вала и кулачка 52, взаимодействующего с роликом 53 на подлружиненном штоке, на котором монтирован верхний нож. Нижний нож 51 закреплен на кориусе 54, жестко соединенном со штоком, несушим ролики 55, которые, взаимодействуя с кулачком 56, приводят в движение нижний нож. Корпус 54 нижнего ножа несет направляющие для ползунов 57, которые шарнирно связаны с подпружиненными рычагами 58; на концах рычагов монтированы закатывающие ролики 59. Закатываюш,ие ролики под действием пружин рычагов 58 постоянно прижимаются к внутренним стенкам паза 60 и при подъеме корпуса 54 и нижнего ножа 51 выходят из паза и переходят на горизонтальную поверхность стола, закатывая на сторонки разрезанные кромки проклеенного корешкового материала.
Машина работает следующим образом.
Обрезиненные сегменты 6 сдвигают две нижние сторонки в щель, образованную пластинчатыми пружинами 5 и горизонтальными направляющими угольниками /. Затем толкатели 10 проталкивают обе сторонки между первой парой валиков 46 до совмещения передних кромок сторонок с левой вертикальной плоскостью паза 60. Сторонки и проклеенный корешковый материал встречаются и предварительно склеиваются на валике 39 и окончательно склеиваются между валиками 46.
Отстав приклеивается к корещковому материалу валиком 26. Во время выстоя валиков 24 нож 25 отрезает отстав от рулона. Затем валики 46 продвигают штукованную заготовку далее и останавливаются, когда задние кромки сторонок этой заготовки совпадут с правой вертикальной плоскостью паза 60, а передняя кромка сторонок последующей заготовки совпадет с левой вертикальной плоскостью паза 60. Тогда приводятся в действие ножи 50 и 5J, которые разрезают приклеенный к сторонкам корешковый материал посредине между правой и левой вертикальными стенками паза 60, а закатывающие ролики 59 закатывают разрезанные кромки корешкового материала на сторонки. Вторая пара валиков 46 каландрирует готовую заготовку и выводит ее в приемный яшик 47. Главный вал 7 получает вращение от электродвигателя 61 через клиноременную передачу 62 и шестерни 63 и 64.
Предмет изобретения
1.Машина для изготовления штукованных заготовок переплетных крышек, включающая самонаклад, механизмы подачи отстава и подачи корешкового материала, клеевой аппарат, каландрирующие и транспортирующие валики, устройство для разрезки корешкового материала между двумя заготовками и закатывания его на сторонки и прие.мник для готовых заготовок, отличающаяся тем, что, с целью повышения точности и надежности подачи сторонок, в качестве самонаклада применен магазин, ограниченный регулируемыми горизонтальными направляющими и вертикальными угольниками, снабженный механизмом для вывода сторонок, выполненный в виде отделяющих сторонку от стопы обрезиненных сегментов, которым сообщается непрерывное вращение от главного вала мащины с помощью системы цепных передач, и совершающий возвратно-поступательное движение щтанги с толкателями, передающей сторонку к транспортирующим валикам и приводимой от главного вала с помощью шарнирного четырехзвенника и системы зубчатых передач.
2.Форма выполнения машины поп. I, отличающаяся тем, что на вертикальных угольниках установлены регулируемые по высоте пластинчатые пружины, нижний край которых отстоит из плоскости гори