/
(Л
в
7
8
01
о
4 Ю
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления витого магнитопровода электрической машины | 1987 |
|
SU1658291A1 |
| Способ изготовления магнитопровода электрической машины | 1980 |
|
SU1133637A1 |
| Магнитопровод ротора электрической машины | 1986 |
|
SU1427488A1 |
| Способ изготовления витого сердечника статора электрической машины | 1985 |
|
SU1350765A1 |
| Ротор электрической машины | 1987 |
|
SU1511806A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОГО МАГНИТОПРОВОДА ТОРЦОВОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1997 |
|
RU2142191C1 |
| Способ изготовления магнитопровода электрической машины | 1989 |
|
SU1791907A1 |
| МАГНИТОПРОВОД ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1991 |
|
RU2015604C1 |
| Способ изготовления магнитопровода электрической машины | 1988 |
|
SU1624608A1 |
| Способ изготовления магнитопровода электрической машины | 1982 |
|
SU1133638A1 |
Изобретение относится к технологии производства витых сердечников электрических машин и может быть использовано в электротехнической промышленности. Из ленты изготавливают приспособление, имеющее два последовательно расположенных участка, первый 1 из которых соответствует геометрии зубцового деления LZ витка сердечника, а второй 2 - геометрии зубцового деления заготовки. Эти участки изготавливают в натуральную величину или в масштабе, при этом общая длина приспособления должна быть больше суммарной длины участков, в связи с этим к участку 2 добавляют прямолинейный участок 3. Первый половинный зубец 4 дополняют до полного. Расположенный от него через паз 5 зубец 6 состоит из двух половин, относящихся к участкам 1 и 2. Торцы зубцов 4 и 6 могут выполняться прямолинейными или дугообразными, причем радиус дуги должен равняться радиусу R отверстия витка сердечника. 9 ил.
Q3uz.r
метрии зубцовот о деления оС -витка сердечника, а второй 2 - геометрии зубцового деления заготовки. Эти участки изготавливают в натуральную величину или в масштабе, при этом общая длина лриспособления должна быть больше суммарной длины участков, в связи с этим к участку 2 добавляют прямолинейный участок 3. Первый по-
Изобретение относится к технологии производства витых сердечников электрических машин и может быть использовано в электротехнической пр омыщл енно сти,
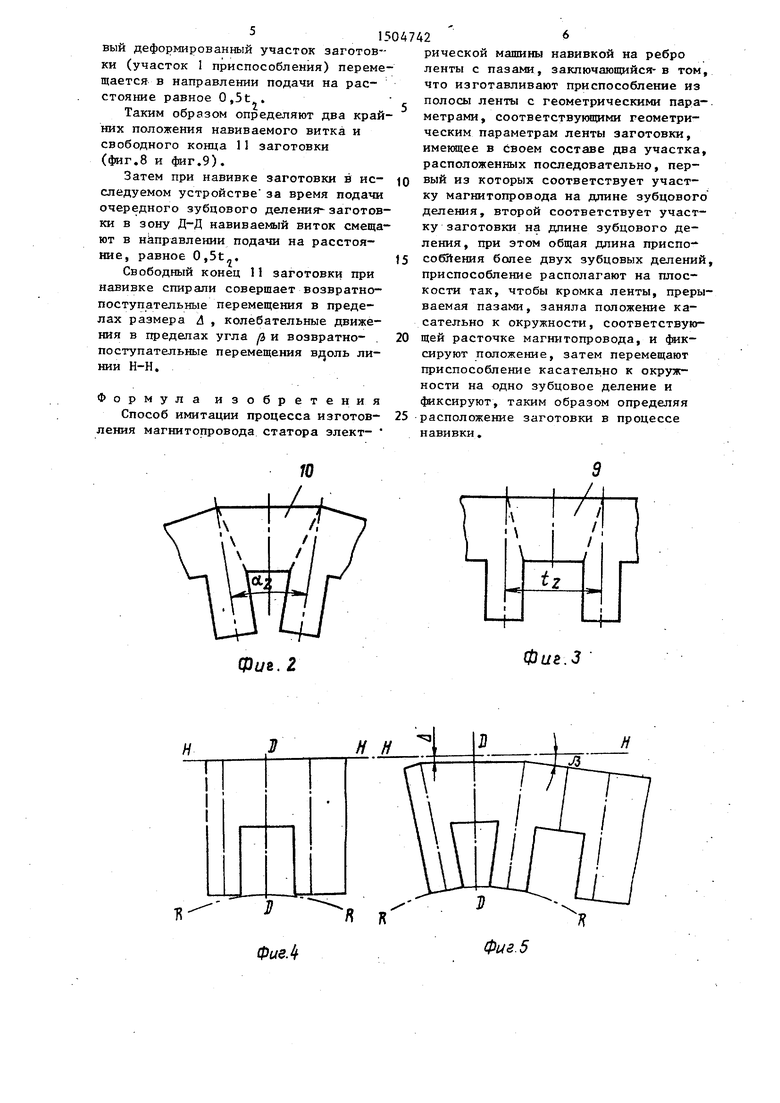
На фиг,1 изображено приспособление, изготовленное из ленты; на фиг.2 - фрагмент витка сердечника; на фиг.З - фрагмент заготовки; на фиг.4-7 - последовательные положения приспособления, имитирующие навивку витка сердечника; на фиг.8-9 - крайние положения витка и свободного конда заготовки в процессе навивки спирали.
Способ осуществляется следующим образом.
Первая оцерация осуществления способа заключается в том, что из ленты изготовляют приспособление, имеющее два последовательно располо-ценные участка, первый 1 из которых соответствует геометрии зубдового деления о(-2.витка сердечника (фиг.2), а второй 2 - геометрии зубцового деления t-j заготовки (фиг.З),
Участки 1 и 2 изготавливают в натуральную величину,или в удобном масштабе. При этом общая длина приспособления должна быть больше суммарной длины рассмотренных участков дпя чего к участку 2 добавляют прямлинейный участок 3 (фиг.1).
Первый половинный зубец 4 можно дополнять до полного. Расположенный от него через паз 5 зубец 6 состоит из двух половин, относящихся к учаскам 1 и 2, Т орцы зубцов 4 и 6 могут быть выполнены прямолинейными или дугообразными. В последнем случае дуги должен равняться радиус R отверстия витка сердечника (фиг.8 и фиг.9),
Приспособление целесообразно изгтавливать из бесцветного и прозрачнловинный зубец 4 дополняют до полного. Расположенный от него через паз 5 зубец 6 состоит из двух половин, относящихся к участкам 1 и 2. Торцы зубдов А и 6 могут выполняться прямолинейными или дуг ообразными, причем радиус дуги должен равняться радиусу. R отверстия витка сердечника, 9 ил.
го материала (например, плексиглаза) а кромки его темнить. Удобству исследований способствует и прочерчивание на плоскости приспособления затемненных рисок, расположенных по
осям симметрии зубцов 7 и осям симметрии пазов 8.
Навивку спирали производят рас- плющиватщем деформируемой зоны 9 (фиг.З), заготовки и трансформацией
ее в деформированную зону 10 витка (фиг.2). Зоны 9 и 10 выделены на фиг.2 и фиг.З пунктиром.
Общим для последующих операций осуществления способа является размещение приспособления на плоскости, например, листа бумаги, на котором предварительно вычерчивают окружности или их дуги, имеющие радиус R (в выбранном для приспособления масштабе), линию Н-Н подачи заготовки и ось симметрии зоны Д-Д деформации. Далее касаются упомянутых окружностей торцами зубцов первого или второго участков и обводят контур нужного участка приспособления.
На фиг,4 в зоне Д-Д находится вто рой участок приспособления, что имитирует исходное положение заготовки .
После деформации (расплющивания) зоны 9 второй участок приспособления приимает форму зоны 10, что показано на фиг.З, где в зону Д-Д помещен первый участок приспособления.
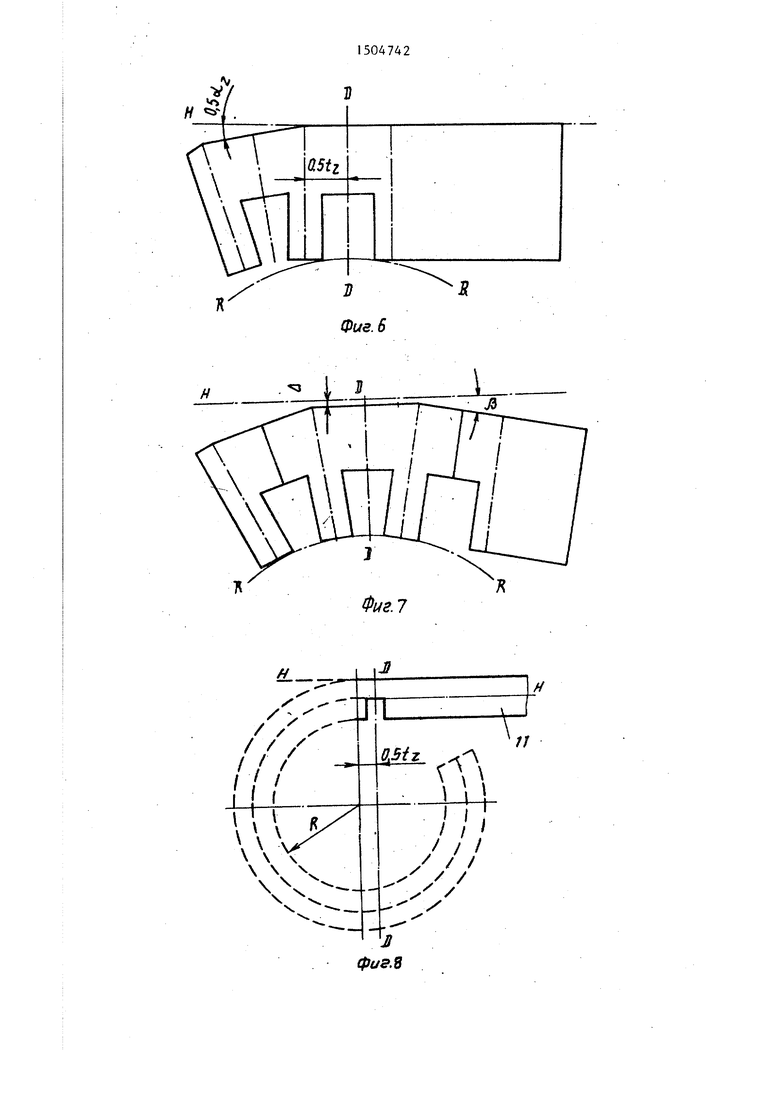
В результате этой деформации свободный конец заготовки (участок 3 приспособления) отходит на величину л и поворачивается на угол d относительно линии Н-Н. Подача следующей деформируемой зоны 9 в зону Д-Д и итиpyeтcя расположением приспособления, показанным на фиг,6, откуда видно, что заготовка вновь касается линии Н-Н, а первый деформированный участок заготовки (участок 1 приспособления) перемещается в направлении подачи на расстояние равное 0,5t .
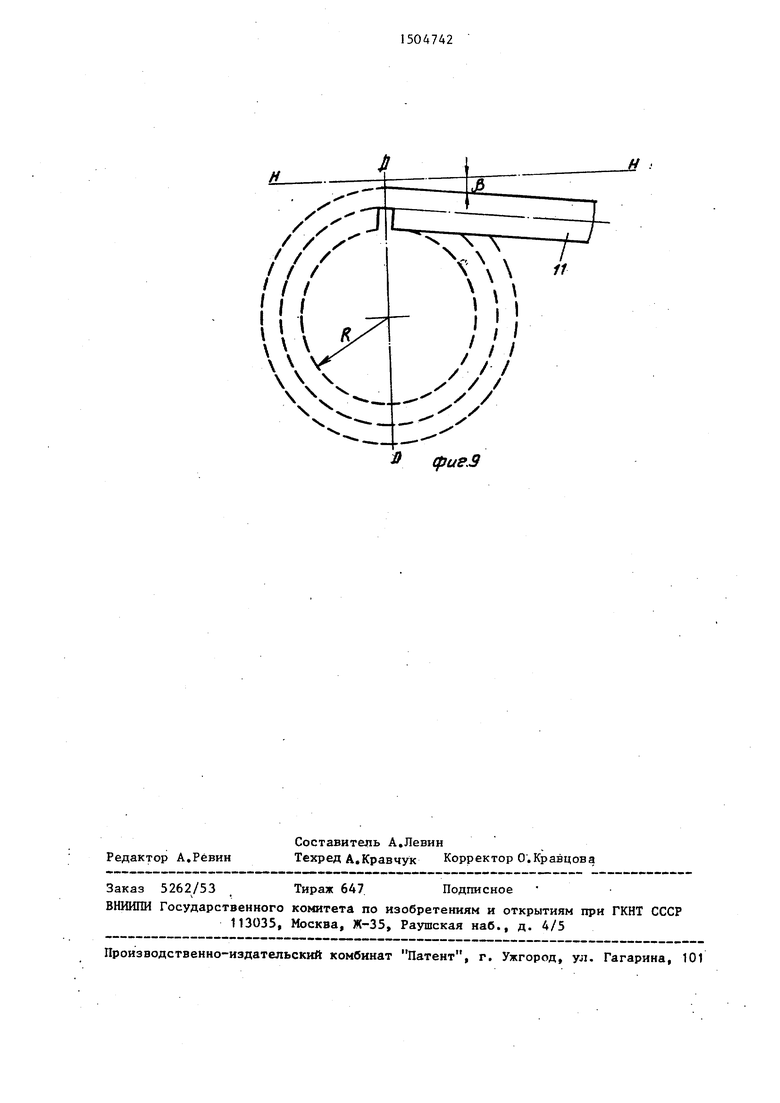
Таким образом определяют два крайних положения навиваемого витка и свободного конца I1 заготовки (фиг.8 и фиг.9).
Затем при навивке заготовки в исследуемом устройстве за время подачи очередного зубцового деления- заготовки в зону Д-Д навиваемый виток смещают в нЬправлении подачи на расстояние, равное О,St..
Свободный конец 11 заготовки при навивке спирали совершает возвратно- поступательные перемещения в пределах размера и , колебательньш движения в пределах угла ft и возвратно- . поступательные перемещения линии Н-Н.
Формула изобретения Способ имитации процесса изготовления магнитопровода статора элект-
Фиг. 2
н
у
рической мащины навивкой на ребро ленты с пазами, заключающийся-в том, что изготавливают приспособление из полосы ленты с геометрическими пара-. метрами, соответствукнцими геометрическим параметрам ленты заготовки, имекядее в своем составе два участка, расположенных последовательно, первый из которых соответствует участку магнитопровода на длине зубцового деления, второй соответствует участку заготовки на дпине зубцового деления , при этом общая длина приспо
собйения более двух зубцовых делений, приспособление располагают на плоскости так, чтобы кромка ленты, прерываемая пазами, заняла положение касательно к окружности, соответствующей расточке магнитопровода, и фиксируют положение, затем перемещают приспособление касательно к окружности на одно зубцовое деление и фиксируют, таким образом определяя
расположение заготовки в процессе навивки.
-tz
Фи.3
н н
Н
фиг. 5
//
// ii
Фиг. 7
фи5,Ъ
efjue.3
