Изобретение относится к технологии изготовления витых сердечников магнито- проводов электрических машин и может быть использовано в электротехнической промышленности.
Целью изобретения является повышение качества изготавливаемых изделий путем исключения деформаций зубцов при навивке.
На фиг. 1 показана непрерывная ленточная заготовка для витого магнитопровода электрической машины; нафиг.2 -фрагмент витого магнитопровода, образуемого из ленточной заготовки.
Способ изготовления витого сердечника электрической машины осуществляют в следующей последовательности:
Из ленты электротехнической стали штампуют заготовку, состоящую из сегментов 1 (фиг,1) с ярмовой 2 и зубцовой 3 зонами, соединенных двумя перемычками 4 и 5. Перемычку 4 выполняют в районе больших дуг б ярмовой зоны, а перемычку 5 - в районе малых дуг 7 ярмовой зоны. В заготовке выполняют просечки 8, соединенные с боковой стороной перемычки 5.
Выштампованную заготовку затем навивают в виде спирали (фиг.2). Навивку осуществляют за счет деформации перемычек
4и 5 и сближения торцов 9 сегментов 1. При этом перемычку 4 изгибают на ребро с растяжением по всей ширине ее, а перемычку
5изгибают в направлении, перпендикулярном плоскости заготовки. Расположение сегмента в витке определяет угол а, Поворот сегментов заготовки осуществляют вокруг оси, проходящей через точку А - вершину угла а, расположенную между перемычками 4 и 5.
Точка Б пересечения прямых, проходящих через торцы 9, располагается
несколько выше точки д и определяет гарантированный зазор б (фиг.2) между торцами соседних сегментов, необходимый для исключения искажения витков спирали неровностями, возникающими на торцах сегментов при штамповке. Так как расстояние между точками Б и А определяет величину зазора д , оно не должно быть большим. Просечки 8 также позволяют
уменьшить ширину зазора д за счет более полного удаления сдерформированной перемычки 5. Максимальная величина зазора б должна составлять 0,1 мм. Магнитный поток, проходящий через зазор д шунтируется за счет перекрытия сегментов в соседних витках магнитопроводов, а также перемычкой 4. Перед укладкой следующего витка деформированную перемычку 5 срезают.
5
0
5
0
Формула изобретения Способ изготовления витого сердечника электрической машины, согласно которому штампуют заготовку из ленты электротехнической стали в виде сегментов с зубцовой зоной, соединенных перемычками, навивают заготовку на ребро в спираль с поворотом сегментов вокруг оси, перпендикулярной их плоскости и расположенной на биссектрисе угла между сегментами, и удаляют перемычки при навивке, отличающийся тем, что, с целью повышения качества изготавливаемых изделий путем исключения деформаций зубцов при навивке, одну из перемычек выполняют в районе малых дуг ярмовой зоны сердечника, располагая ее основание по этой дуге, а ось поворота сегментов располагают ниже верхней перемычки, при этом удаляют только перемычку, расположенную в районе малых дуг ярмовой зоны.
1 У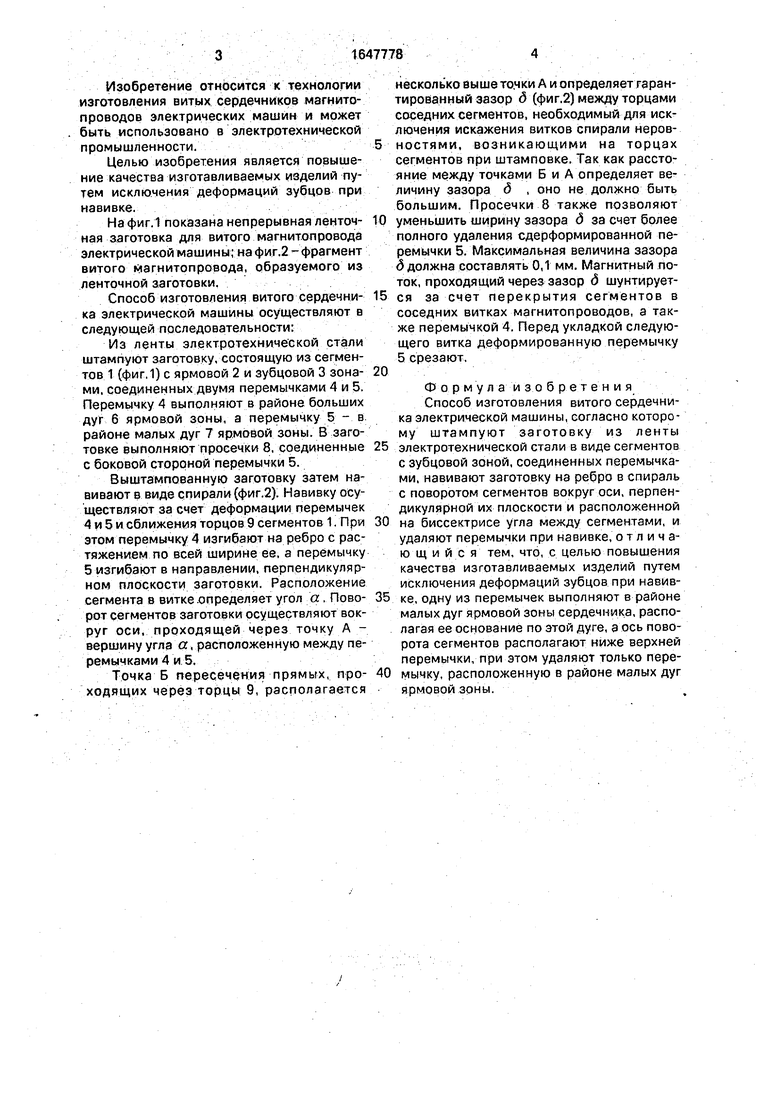
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления витого магнитопровода электрической машины | 1987 |
|
SU1658291A1 |
| Способ имитации процесса изготовления магнитопровода статора электрической машины | 1987 |
|
SU1504742A1 |
| Магнитопровод ротора электрической машины | 1989 |
|
SU1764123A1 |
| Магнитопровод электрической машины | 1982 |
|
SU1270834A1 |
| Способ изготовления витого сердечника статора электрической машины | 1985 |
|
SU1350765A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОГО МАГНИТОПРОВОДА ТОРЦОВОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2004 |
|
RU2269857C1 |
| Способ изготовления магнитопровода электрической машины | 1982 |
|
SU1050052A1 |
| Магнитопровод электрической машины | 1981 |
|
SU1137554A1 |
| Способ изготовления магнитопровода электрической машины | 1980 |
|
SU1133637A1 |
| Магнитопровод электрической машины | 1985 |
|
SU1292111A1 |
Изобретение относится к технологии изготовления витых сердечников магнитопро- вадов электрических машин и может быть 1 г использовано в электротехнической промышленности. Целью изобретения является повышение качества изготавливаемых изделий путем исключения деформаций зубцов при навивке. Из ленты электротехнической стали штампуют заготовку, состоящую иЗ сегментов 1 с ярмовой 2 и зубцовой 3зонами, соединенных двумя перемычками 4и 5, расположенных в районе больших дуг 6 и малых дуг 7 ярмовой зоны. В заготовке выполняют просечки 8. Заготовку навивают в спираль, при этом торцы 9 сегментов сближаются с некоторым зазором. Сегменты поворачиваются вокруг точки А, являющейся вершиной угла а. Точка Б пересечения прямых, проходящих через торцы 9, расположена выше точки А и определяет зазор 6. Перед укладкой следующего витка деформированную перемычку 5 срезают. 2 ил. (Л С о 4 VI VI vj 00
Фиг. 2
| Способ изготовления магнитопроводов электрических машин | 1972 |
|
SU997187A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР № 1464873 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
