13517 Изобретение относится к металлообработке. ..
Цель изобретения - снижение трудоемкости и материалоемкости испытаний при определении оптимальных геометрических параметров путем уменьшения числа образцов для испытаний за счет того, что на каждом образце выполняют весь диапазон испытуемых углов.
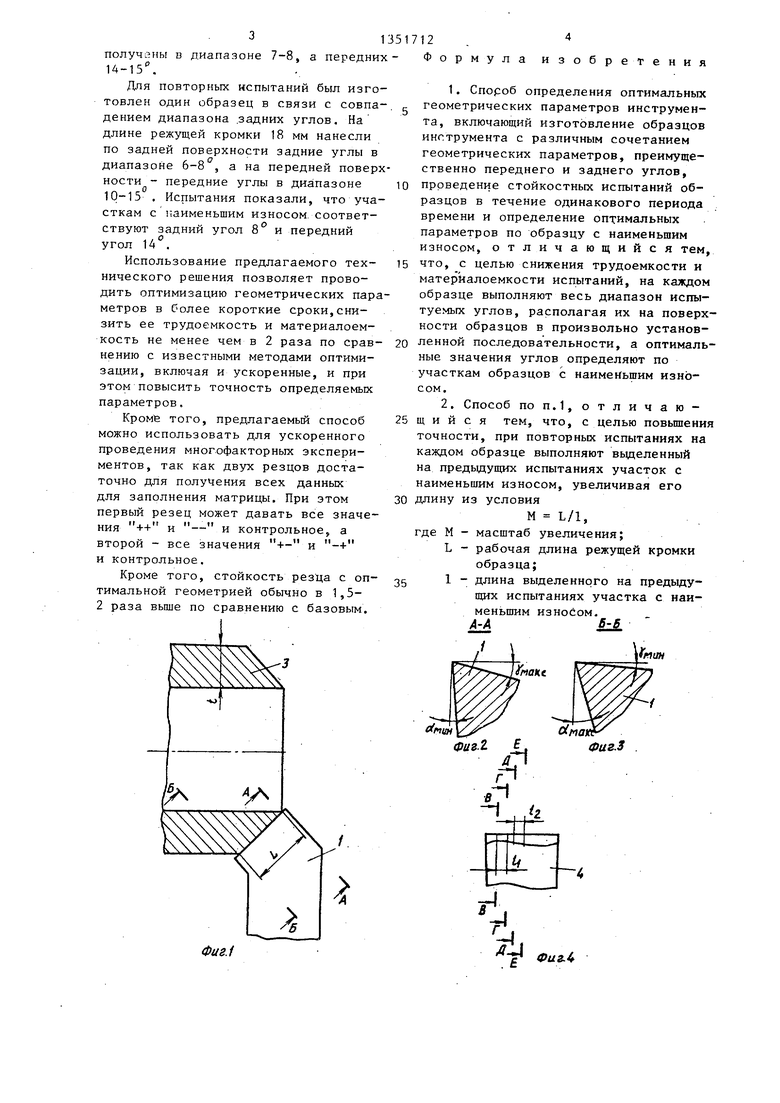
На фиг. 1 представлены резец и за-
10
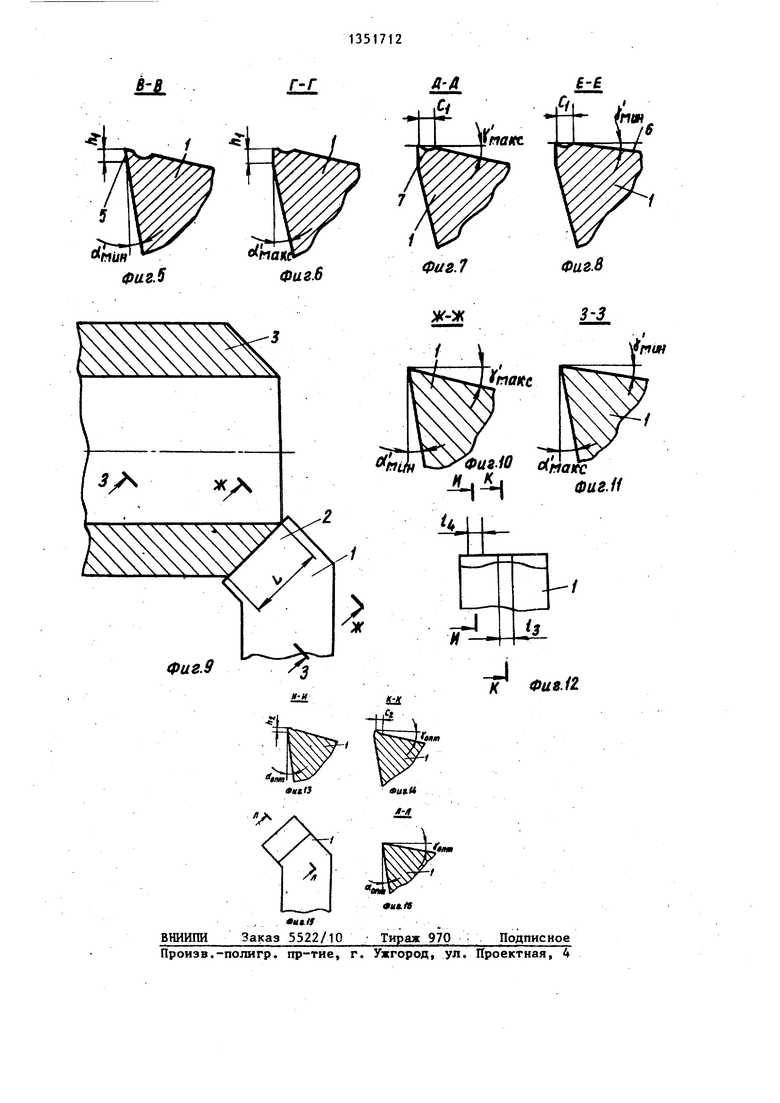
готовка, вид в плане; на фиг, 2 - сечение А-А на фиг. 1; на фиг„ 3 - сечение Б-Б на фиг.1; на фиг. .4- резец по фиг,1 после стойкостных испытаний вид на заднюю поверхность; на фиг.5 сечение В-В на фиг. 4; на фиг.. 6 - сечение Г-Г на фиг.4; на фиг„ 7 - сечение Д-Д на фиг. 4; на фиг. 8 - сечение Е-Е на фиг.4; на фиг. 9 - резе для. повторных испытаний; на фиг.10 - сечение Ж-Ж на фиг. 9; на фиг. 11 - сечение 3-3 на фиг.9; на фиг. 12 - резец по фиг.9 после стойкостных испытаний; на фиг. 13 --сечение И-И на фиг. 12; на фиг. 14 - сечение К-К на фиг. 12;.на фиг.15 - рабочий резец с оптимальными геометрическими параметрами; на фиг. 16 - сечение Л-Л на фиг. 15.
Способ осуществляют следующим образом.-.
Изготавливают образцы 1 резцов с различным сочетанием геометрических параметров, преимущественно передних и задних d углов. Причем на длинеL режущей кромки 2 каждого образца выполняют весь диапазон испытуемых углов от|-„ „ ДоЛа«с До- макс располагая их на соответствующих поверхностях образцов в произвольно установленной последовательности.Стой- костные испытания резцов проводят путем свободного резания заготовки 3 со стенками толщиной t в течение периода времени . Оптимальные значения углов определяют по участкам образцов с наименьшим износом: задние углы - по участку 1 задней поверхности 4 с наименьшей фаской 5 износа h , передние углы - по участку .2 передней поверхности 6 с наименьшей шириной С« лунки 7 износа.
Чтобы более точно определить оптимальные значения передних и задних
углов, выделенные на предыдущих испытаниях участки 1 на задней грани и
1, на передней грани с наименьшим из, носом, имеюш 1е диапазоны углов
5
0
5 0
12 ,-
-/ мйко ВЫПОЛНЯЮТ на новых образцах, увеличивая длину участков 1, и 1 на задней и передней поверхностях в-М раз из условия , где М - масштаб увеличения; L - рабочая длина режущей кромки нового образца; 1 - длина вьщеленного на пре- дьщущих испытаниях участка образца с наименьшим износом. Затем проводят дополнительные испытания образца и определяют оптимальные значения задних углов i/gpj на участке l с минимальной фаской износа h и передних углов на участке 1 с наименьшей шириной Cj лунки износа. Определенные таким образом геометрические параметры выполняют на партии резцов.
Пример. Необходимо определить оптимальные передний и задний углы проходного резца с углом в плане 45° при обработке сплава ЭЙ 698ВД на заданных режимах: V 20 м/мин,. S 0,28 мм/об, t 12 мм. Режущая часть резца выполнена из твердого сплава ВК 8.
Известно, что при обработке сплава применяют резцы с передними углами в диапазоне 0-15 и задними углами в диапазоне 4-15 .
На двух образцах с длиной режущей кромки 18 мм нанесли весь диапазон применяемых углов. На первом передний угол О выполнили у правой вершины 5 и, плавно увеличивая его вдоль режущей кромки, довели до 15 у левой вершины, также выполнили и задний угол пере- . менным от 4 у правой вершины до 15 у левой. На втором образце переднюю поверхность выполнили в зеркальном отображении,.т.е. передний угол изменялся от 15 у правой вершины до О у левой, а заднюю выполнили аналогично первому образцу.
Бьш выбран критерий износа: фаска износа на задней поверхности h 0,8 мм. Оптимизацию задних углов проводили по участку с наименьшей величиной фаски износа, передних - по участку с наименьшей шириной лунки износа.
Испытания первого образца показали, что наименьший износ по задней
0
5
0
поверхности соответствует участку с диапазоном задних углов 6-8 , а наименьшая ширина лунки износа соответствует участку с диапазоном передних углов 10-12, На втором резце оптимальные значения задних углов были
а передниа иа передней повер углы в диапазоне
получаны в диапазоне 7- 14-15.
Для повторных испытаний был изготовлен один образец в связи с совпа дением диапазона .задних углов. На длине режущей кромки 18 мм нанесли по задней поверхности задние углы в диапазоне 6-8 ности - передние 10-15 . Испытания показали, что участкам с наименьшим износом, соответствуют задний угол 8° и передний угол 14 .
Использование предлагаемого технического решения позволяет проводить оптимизацию геометрических парметров в более короткие сроки,снизить ее трудоемкость и материалоемкость не менее чем в 2 раза по сравнению с известными методами оптимизации, включая и ускоренные, и при этом повысить точность определяемых параметров.
KpoMfe того, предлагаемый способ можно использовать для ускоренного проведения многофакторных экспериментов, так как двух резцов достаточно для получения всех данных для заполнения матрицы. При этом первый резец может давать все значения ++ и - и контрольное, а второй - все значения +- и --f и контрольное.
Кроме того, стойкость резца с оптимальной геометрией обычно в 1,5- 2 раза вьш1е по сравнению с базовым.
Фиг.1
12 Формул
изобретени
1. Спороб определения оптимальных геометрических параметров инструмента, включающий изготовление образцов инструмента с различным сочетанием геометрических параметров, преимущественно переднего и заднего углов, проведение стойкостных испытаний образцов в течение одинакового периода времени и определение оптимальных параметров по образцу с наименьшим износом, отличающийся тем, что, с целью снижения трудоемкости и материалоемкости испытаний, на каждом образце выполняют весь диапазон испытуемых углов, располагая их на поверхности образцов в произвольно установленной последовательности, а оптимальные значения углов определяют по участкам образцов с наименьшим износом.
2. Способ по п.1, отличающий с я тем, что, с целью повьшения точности, при повторных испытаниях на каждом образце выполняют вьщеленный на предыдущих испытаниях участок с наименьшим износом, увеличивая его длину из условия
М L/1, где М - масштаб увеличения;
L - рабочая длина режущей кромки образца;
1 - длина выделенного на предыду- 1щк испытаниях участка с наименьшим износом. А-АБ
ФигLL
г-Г
wu
о/;
па
Фиг.5
Фиг.6
Л-А
Фаг.7
Фив.8
такс
Фиг.Ю o(,ria.
Фuг.ff
«««./у
ВНИИПИ Заказ 5522/10 Тираж 970 Подписное Произв.-полигр. пр-тие, г. Ужгород, ул. Проектная, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения геометрических параметров твердосплавного инструмента | 1979 |
|
SU1036457A1 |
| Способ определения оптимальных параметров процесса резания | 1989 |
|
SU1741969A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СРЕДНИХ ТЕМПЕРАТУР ПЛОЩАДОК КОНТАКТА ОБРАБАТЫВАЕМОГО МАТЕРИАЛА С ПЕРЕДНЕЙ И ЗАДНИМИ ПОВЕРХНОСТЯМИ ТОКАРНОГО РЕЗЦА И ИХ ПРОТЯЖЕННОСТЕЙ | 2004 |
|
RU2278001C1 |
| Способ определения оптимальной скорости резания | 1976 |
|
SU657918A1 |
| РЕЗЕЦ И ФРЕЗЕРНАЯ ГОЛОВКА | 2007 |
|
RU2424878C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ | 2012 |
|
RU2494839C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КРИТИЧЕСКОЙ ТЕМПЕРАТУРЫ РЕЗАНИЯ | 2012 |
|
RU2535250C2 |
| Отрезной резец | 1986 |
|
SU1440615A1 |
| Способ определения температуры по длине контакта задней поверхности резца | 1986 |
|
SU1355358A1 |
Изобретение относится к области металлообработки. Целью изобретения является с ижение трудоемкости я материалоемкости испытаний при определении оптимальных геометрических параметров путем уменьшения числа об-разцов за счет того, что на каждом образце выполняется весь диапазон испытуемых углов. Образцы резцов для испытаний изготавливают с различным сочетанием передних и задних углов. Причем на длине режущей кромки каждого образца выполняют весь диапазон испытуемых углов, располагая их в произвольной последовательности.Стой- костные испытания резцов проводят путем свободного резания заготовки с толщиной стенки, равной активной длине режущей кромки. Оптимальные значения углов определяют по участкам образцов с наименьшим износом. Чтобы более точно определить оптимальные углы,выделенные на предыдущих испытаниях участки с наименьшим износом выполняют на новых образцах с масштабом увеличения, равным отношению длины режущей кромки нового образца к участку, вьщеленному на предьщущих испытаниях. Затем проводят дополнительные испытания. 1 з.п. ф-лы,1бил. (Л
| Вульф A.M | |||
| Резание металлов | |||
| М.: Машиностроение, 1973, с | |||
| Искусственный двухслойный мельничный жернов | 1921 |
|
SU217A1 |
