1
Изобретение относится к машиностроению и может быть использовано при обработке отверстий различной формьк
Целью изобретения является повышение стойкости путем равномерного распределения усилий резания и расширение технологических возможностей при обработке отверстий различной формы.
На фиг. 1 показана прошивка, общий вид на фиг.2 - сечение А-Анафиг,1; на фиг.З - развертка режущей части прошивки.
Сборная прошивка состоит из от- дельных секций 1-3 с групповым расположением на них режущих зубьев 4 (показано схематично) с плавным подъемом от зуба к зубу. Режущие кромки 5 зубьев 4 постоянной длины, одинаково направлены и имеют постоянный шаг в каждой секции. Секции 1-3 выполнены в виде ориентированных в осевом направлении стержней, совмещенных между собой по боковым поверхностям и соединенных штифтами 6. Шаг зубьев соседних секций tj, т. t соответственно обратно пропор- зубьев
ционален длине режущих кромок
L р, , /р2 1- РЭ
Прошивка состоит из секций, торцовое сечение которых выбрано в зависимости от формы обрабатываемого отверстия. Для повышения надежности крепления стыкованные посредством штифтов 6 секции 1-3 соединяют клеевым соединением.
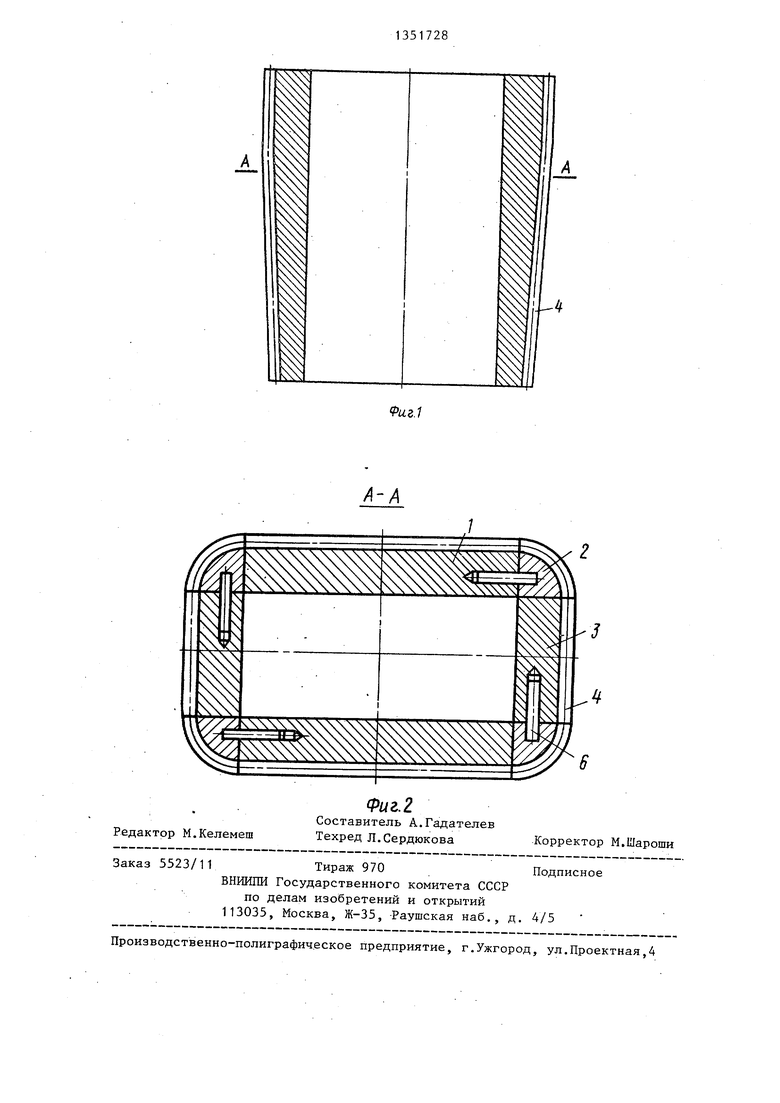
На фиг.З показан один из варианто выполнения прошивки, возможны и другие комбинации секций разного сечения. Шаг t-, между зубьями рассчиты- - п
1
ляющего зависимость площади сечения срезаемого слоя металла от величины подачи на зуб (толщина среза) и ширины среза.
Ширина среза равна длине режущей кромки зуба. При различной длине режущей кромки зуба в результате различия шага между зубьями соответственно изменяется толщина среза, что обуславливает получение одинаковой площади сечения срезаемого слоя.
3517282
Величины шага выбираются т ак, чтобы их величины в смежных секциях бьши не кратны.
Прошивку собирают из готовых секций, содержащих нарезанные зубья без калибрующих ленточек, по шаблону. Для больших типоразмеров внутри прошивки образуется пустотелость.
10 Для устранения возможного смещения рабочих секций по наружным поверхностям в результате сборки производится шлифовка прямых ненаклонных ленточек шириной 0,2 - 1,2 мм на калибру15 ющей части прошивки после сборки секций.
Работа предлагаемой прошивки заключается в следующем.
Обработке подвергаются сквозные
20 отверстия, содержащие припуск на обработку. Прошивка вставляется со стороны режущей части в прошиваемое отверстие. Обрабатываемое изделие при этом закрепляют неподвижно. Затем
25 под действием усилия, приложенного к торцу калибрующей части прошивки в осевом направлении, осуществляется процесс прошивки, сопровождаемый срезанием припуска так, что каждьй зуб
30 составных профильных стержней удаля-. ет слой одинаковой площади сечения с последующей калибровкой при помощи калибрующей части прошивки, осевое направление зубьев которой является параллельным оси прошивки. Под действием осенаправленного усилия прошивка проталкивается на выход из обрабатываемого отверстия. Формула изобретения
40 Сборная прошивка, состоящая из отдельных секций с групповым распо-п ложением на них режущих зубьев с плавным подъемом от зуба к зубу, постоянной длиной режущих кромок одинако45 вого направления и .постоянным шагом в каждой секции, отличающа35
стойкости и расширения технологических возможностей, секции прошивки
выполнены в виде сориентированных в осевом направлении стержней, совмещенных между собой по боковым поверхностям, а шаг зубьев соседних секций и длины их режущих кромок обратно пропорциональны между собой по величине.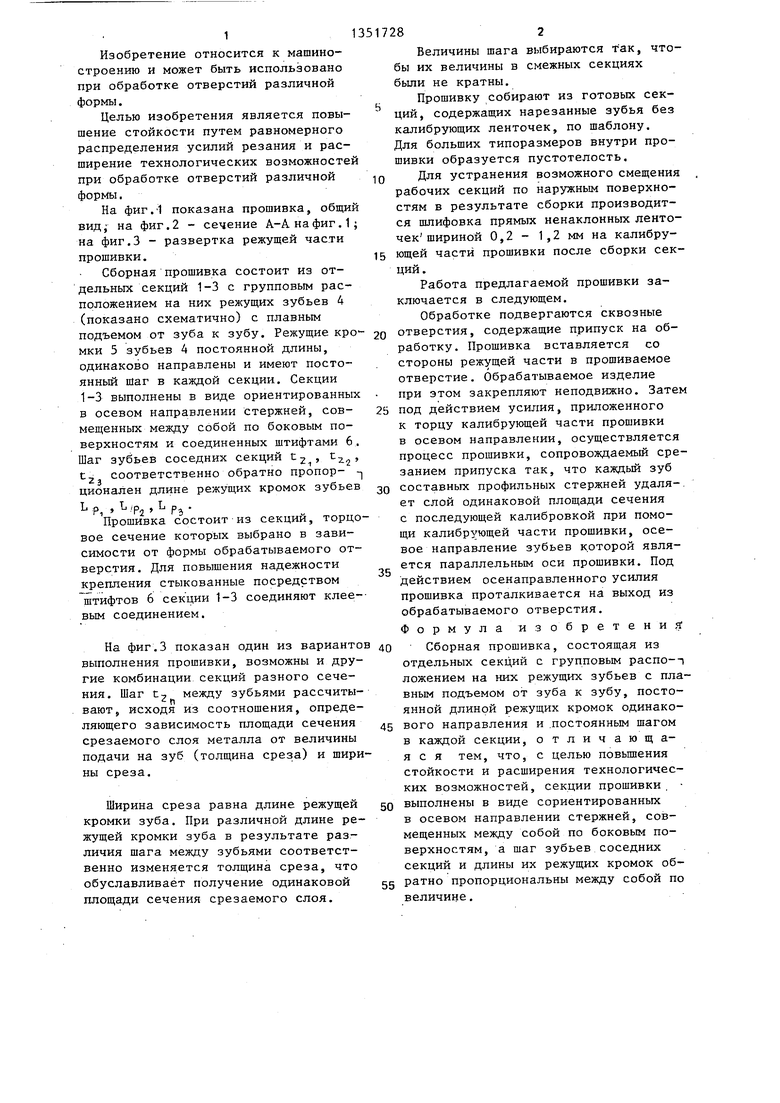
| название | год | авторы | номер документа |
|---|---|---|---|
| Круглая плашка и способ ее изготовления | 1985 |
|
SU1296331A1 |
| Развертка | 1981 |
|
SU963740A1 |
| ПРОТЯЖКА ДЛЯ ОБРАБОТКИ ПАЗОВ | 1992 |
|
RU2047429C1 |
| Прошивка для обработки многогранных отверстий | 1981 |
|
SU1007867A1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2018416C1 |
| Секционная протяжка для обработки отверстий | 1986 |
|
SU1516260A1 |
| Способ механической обработки глубокого отверстия в трубной заготовке | 2019 |
|
RU2702214C1 |
| Протяжка | 1983 |
|
SU1119794A1 |
| УСТРОЙСТВО ДЛЯ ПРОТЯГИВАНИЯ | 1988 |
|
RU2028884C1 |
| СБОРНЫЙ ГИПЕРБОЛОИДНЫЙ ЧЕРВЯЧНЫЙ ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ, СМЕННЫЕ ПОВОРОТНЫЕ НЕПЕРЕТАЧИВАЕМЫЕ РЕЖУЩИЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ И СПОСОБ ИХ ЭКСПЛУАТАЦИИ | 2014 |
|
RU2634565C2 |
Изобретение относится к машиностроению и может быть использовано при обработке отверстий различного сечения. Целью изобретения является повышение стойкости путем равномерного распределения усилий резания и расширение технологических возможностей при обработке отверстий различной формы. Сборная прошивка состоит из отдельных секций 1,2,3 с групповым расположением на них режущих зубьев с плавным подъемом от зуба к зубу, режущие кромки 5 которых одинаково направлены в каждой секции и имеют постоянный шаг. Секции прошив- выполнены в виде ориентированных в осевом направлении стержней, совмещенных по боковым поверхностям, а шаг зубьев соседних секций 1,2,3 соответственно с 8 t , t обратно пропорционален длине режущих кромок Lp,.L соседних секций. Ве Р, Р2 РЗ ЛИЧИНЫ шага выбираются так, чтобы их величины на смежных секциях бьши некратны. 3 ил. Н to 00 срив.З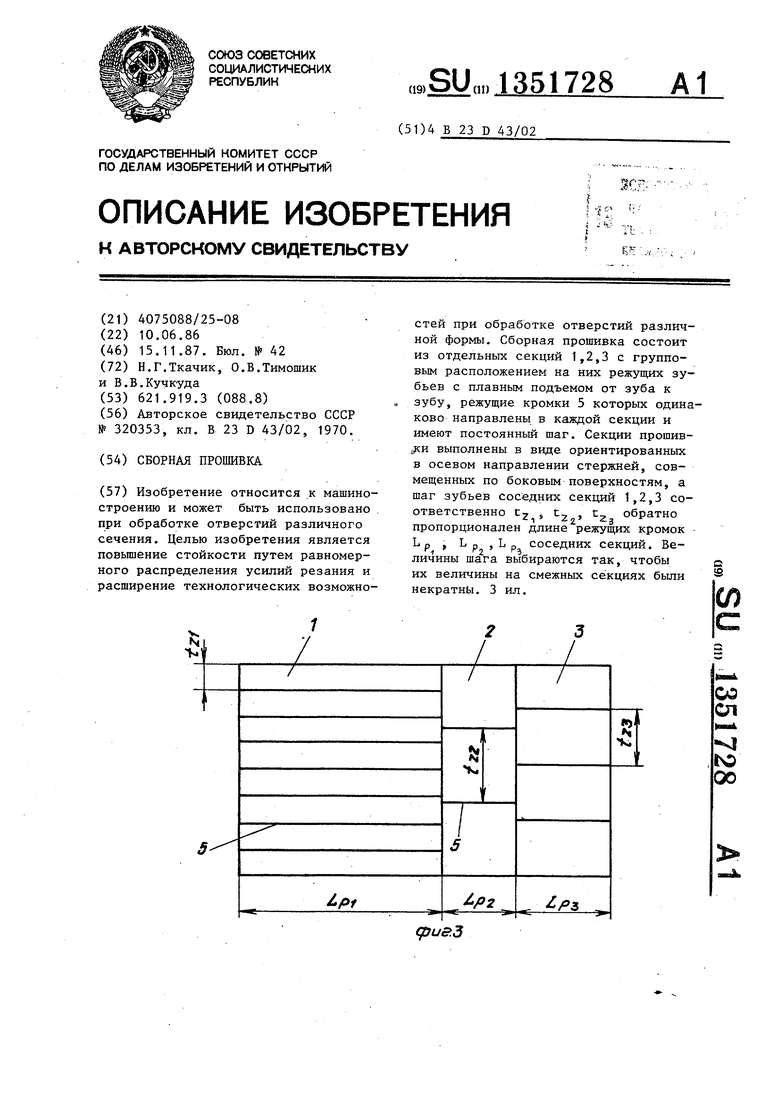
Редактор М.Келемеш
{риг.2
Составитель А.Гадателев Техред Л.Сердюкова
Заказ 5523/11Тираж 970Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, -Раушская наб., д, 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
Корректор М.Шароши
| СБОРНАЯ ПРОТЯЖКА | 0 |
|
SU320353A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
