11296331
Изобретение относится к резьбообп
рабатывающему инструменту и может быть использовано для формообразования резьб в изделиях из труднообрабатываемых материалов.
Цель изобретения - расширение технологических возможностей за счет обработки труднообрабатываемых материалов, например нержавеющих и жаропрочных сталей, и повышение техноло- гичности за счет облегчения изготовления проточек.
На фиг.1 показана плашка, общий ВИД , на фиг.2 - осевое сечение плаш- ки; на фиг.3 - сечение А-А на фиг.1; на фиг.4 - схема расположения вершинных срезов перьев калибрующей части, сечение В-Б на фиг.1;, на фиг.5 - поперечное сечение инструмента-прошивки для изготовления.круглой плашки; на фиг,6 - сечение В-В на фиг.З на фиг.7 - круглая плашка, аксонометрия
Прошивка вводится в полость плашки через струясечные отверстия 4, за
Круглая плашка включает в себя выполненные с двух сторон рабочей по- 25 поворачивается по направлению f верхности 1 заборные части 2 и калиб- винтовой нарезки на угол, равный уг- рующую часть 3. Рабочая поверхность
лу между перьями 5 плаиши, и при осевой рабочей подаче прошивки на величину шага резьбы срезает крайние вер- эд шинные участки зубьев калибрующей части плашки, затем процесс повторяется. За счет того, что ширина режу- шдх зубьев 6 больше ширины перьев 5 плашки, при срезании вершинных участ ков зубьев лезвие прошивки перекрывает зубья, подлежащие срезанию, а за счет того, что ширина зубьев прошивки меньше ширины просвета С плаш ки, прошивка легко вводится и выво1 разделена стружечными отверстиями 4 на перья 5, При этом
В (0,5 - 0,6) С, где В - ширина перьев;
С - ширина просвета, что улучшает условия затылования зубьев плашки, уменьшение поверхности контактирования зубьев с резьбой изделия и струлской. Со стороны стружечных отверстий 4
лу между перьями 5 плаиши, и при осевой рабочей подаче прошивки на величину шага резьбы срезает крайние вер- эд шинные участки зубьев калибрующей части плашки, затем процесс повторяется. За счет того, что ширина режу- шдх зубьев 6 больше ширины перьев 5 плашки, при срезании вершинных участков зубьев лезвие прошивки перекрывает зубья, подлежащие срезанию, а за счет того, что ширина зубьев прошивки меньше ширины просвета С плашки, прошивка легко вводится и вывозубья калибрующей части 3 срезаны таким образом, что высота профиля зу- 40 полости плашки в осевом на- ба постепенно увеличивается к сере- правлении без вращения, дине пера, где профиль зуба остается несрезанным. Уменьшенная ширина перьев 5 обеспечивает технологичность последующего срезания в шахматном порядке зубьев калибрующей части 3.
При изготовлении плашки, содержащей пять-шесть ниток, вершинные края
Работа плашки заключается в следующем. Стержень под нарезание резьбы плашкой обтачивают на диаметр 4 меньший, чем диаметр нарезаемой резьбы, для компенсации некоторого вьщав- лнвания металла. Зубьями заборной части 2 образуется резьба на стержне. Окончательное формирование прозубьев калибрующей части 3 срезаются
на всю глубину профиля по прямой ли- JQ филя рез-ьбы происходит в облегченных НИИ. Линии среза образуют в плане условиях, так как ширина перьев 5
правильный условный многоугольник, число сторон которого соответствует числу перьев 5. Линии срезов при образовании условного многоугольника проходят по касательной к вершине профиля зуба посередине пера, а вершины условного многоугольника образованы посередине просвета.
Срезание крайних вершинных участков производится инструментом-прошивкой, режущие зубья 6 которой обра зуют в плане сечение по форме шлице- вого вала, число выступов которого соответствует количеству перьев 5 круглой плашки. Размер по выступам а соответствует диаметральному размеру, образованному от вершины зуба посередине пера к симметрр1чному положению, а размер по впадинам сечения а выполнен меньшим внутреннего диаметра резьбовой нарезки плашки. В осевом направлении режущие зубья 6 прошивки расположены в шахматном порядке. Ширина режущих зубьев 6 прошивки больше ширины перьев 5 плашки |но меньше ширины просвета С между перьями. Режущие грани зубьев b выполнены в направлении, соответствующем направлению витков резьбы плашки
Прошивка вводится в полость плашки через струясечные отверстия 4, за
поворачивается по направлению f винтовой нарезки на угол, равный уг-
поворачивается по направлению f винтовой нарезки на угол, равный уг-
у между перьями 5 плаиши, и при осевой рабочей подаче прошивки на величину шага резьбы срезает крайние вер- шинные участки зубьев калибрующей части плашки, затем процесс повторяется. За счет того, что ширина режу- шдх зубьев 6 больше ширины перьев 5 плашки, при срезании вершинных участков зубьев лезвие прошивки перекрывает зубья, подлежащие срезанию, а за счет того, что ширина зубьев прошивки меньше ширины просвета С плашки, прошивка легко вводится и выво
полости плашки в осевом на- правлении без вращения,
полости плашки в осевом на- правлении без вращения,
Работа плашки заключается в следующем. Стержень под нарезание резьбы плашкой обтачивают на диаметр меньший, чем диаметр нарезаемой резьбы, для компенсации некоторого вьщав- лнвания металла. Зубьями заборной части 2 образуется резьба на стержне. Окончательное формирование проуменьшена, а вершинные участки зубьев срезаны.
Конструктивные особенности плашки обеспечивают уменьшение момента резь- бообразования и шероховатости профи- ля резьбы, что дает возможность нарезать резьбу в изделиях из трудно- обрабатывае мых материалов.
Формула
31296331
изобретения
1, Круглая плашка, стружечные отверстия которой образуют перья с заборной и калибрующей частями, резь- бообразующие зубья на которых расположены в шахматном порядке, отличающаяся тем, что, с целью расширения технологических возможностей, на зубьях калибрующей части со стороны стружечных отверстий выполнены проточки, причем высота зуба в . точке пересечения проточек равна его номинальному значению , а шири - на перьев рассчитьюается по еле дующему математическому соотношению:
В (0,5 - 0,6) С, где В - ширина перьев, MMJ С - просветов, мм.
-
fO
2, Способ изготовления круглой
плашки, включающий обработку стружеч} ных отверстий и перьев с заборной и калибрующей частями, резьбообразующих 5 зубьев, отличающийся теМ| что, с целью повьшхения тез{нологично- сти, проточки на калибрующей части вьшолняют прошивкой, режущие элементы выполняют в виде выступов в шахматном порядке, число которых равно количеству перьев плашки, а ширина режущих кромок выполнена меньше, чем ширина перьев, и располагают их в направлении, соответствующем направ- лению резьбовой нарезки плашки, при
этом прошивку вводят в полость калибрующей части плашки, поворачивают ее по направлению винтовой нарезки плашки на угол, равный углу между перьями плашки,затем прошивку:перемещают в осе вом направлениина величинушага резьбы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Круглая плашка | 1985 |
|
SU1278133A1 |
| Метчик | 1990 |
|
SU1804379A3 |
| Плашка | 1976 |
|
SU738795A1 |
| РЕЗЬБОНАКАТНОЙ МЕТЧИК С ИМПУЛЬСНЫМ УСТРОЙСТВОМ ПРИВОДА | 2013 |
|
RU2538248C1 |
| УСТРОЙСТВО ДЛЯ ВНУТРЕННЕГО РЕЗЬБОНАКАТЫВАНИЯ | 2012 |
|
RU2505383C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2012 |
|
RU2521758C2 |
| МЕТЧИК | 1998 |
|
RU2151673C1 |
| Круглая плашка и способ ее изготовления | 1979 |
|
SU841824A1 |
| Способ нарезания резьбы в отверстиях и инструмент для его осуществления | 2016 |
|
RU2638138C2 |
| Способ изготовления резьбообразующего инструмента и устройство для его осуществления | 1982 |
|
SU1026983A1 |


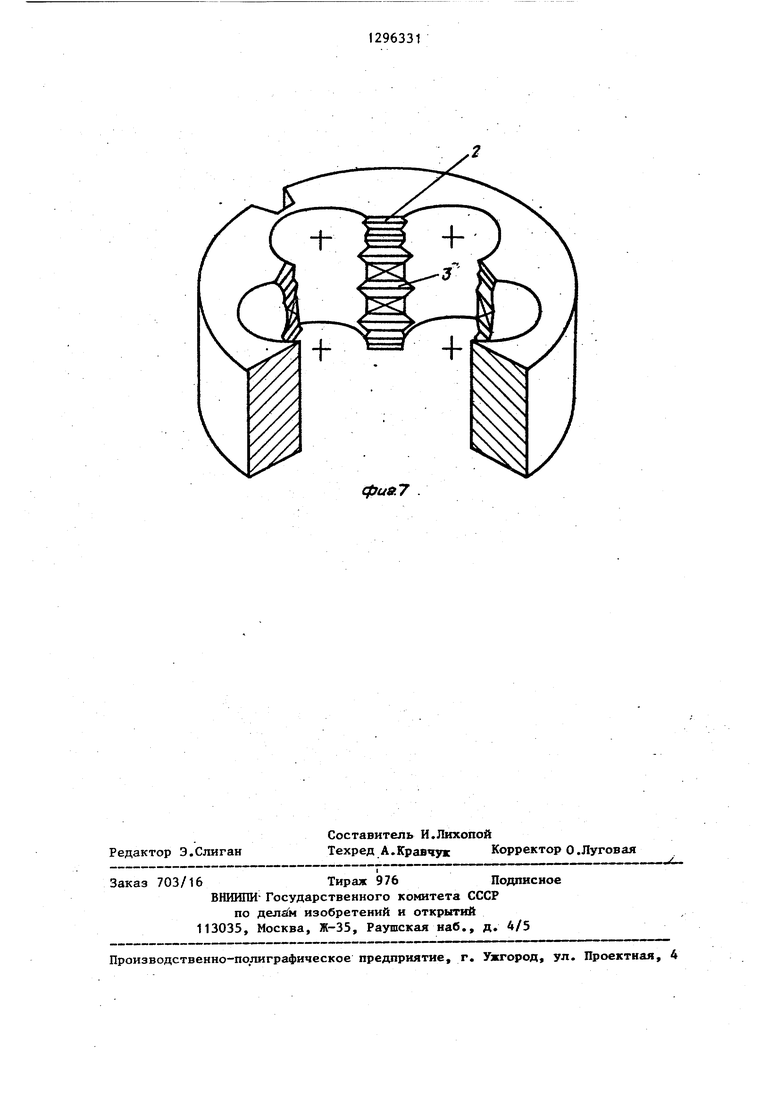
Изобретение относится к резьбо- образующему инструменту и может быть использовано для формообразования резьб в изделиях из труднообрабатываемых материалов. Цель изобретения- расширение технологических возможностей за счет обработки труднообрабатываемых материалов и повышение технологичности за счет облегчения изготовления проточек. Круглая плашка включает выполненные с двух сторон рабочей поверхности заборные части 2 и калибрующую часть 3. Со стороны стружечных отверстий зубья калибрующей части 3 срезаны таким образом, что высота профиля зуба постепенно увеличивается к середине пера, где профиль зуба остается несрезанным. Уменьшенная ширина перьев обеспечивает технологичность последующего срезания в шахматном порядке зубьев калибрующей части 3. Линии среза образуют в плане правильный условный многоугольник, число сторон которого соответствует числу перьев плашки. Срезание вершинных участков производится прошивкой, режущие зубья которой образуют, в плане сечение по форме пшицевого вала, число выступов которого соответствует количеству перьев плашки. В ос;евом направлении режущие зубья прошивки расположены в шахматном порядке, а режущие грани зубьев выполнены в направлении, соответствующем направлению резьбы плашки. 2 с.п. ф-лы, 7 ил. (Л tc со о: со 00
. Фиг.1
/// //7777/
3
0ue.Z
А-Д
6-6
Фиг.д
Фив.4
Фиг,5
В-В
Редактор Э.Слиган Заказ 703/16
Составитель И.Лихопой
Техред А .Кравчук Корректор О .Луговая
Тираж 976Подписное
ВНИИПИ- Государственного комитета СССР
по изобретений и открытий 113035, Москва, Ж-35, Раушская иаб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фи&7
| Плашка | 1976 |
|
SU738795A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
