Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности, касается способов электроэрозионного шлифования дисковым электродом-инструментом и является дополнительным к авт. ев, № 889367.
Цель изобретения - повьпиение точности обработки путем коррекции размеров электрода-инструмента с учетом реальных размеров межэлектродного зазора при электроз зозионном шлифовании.
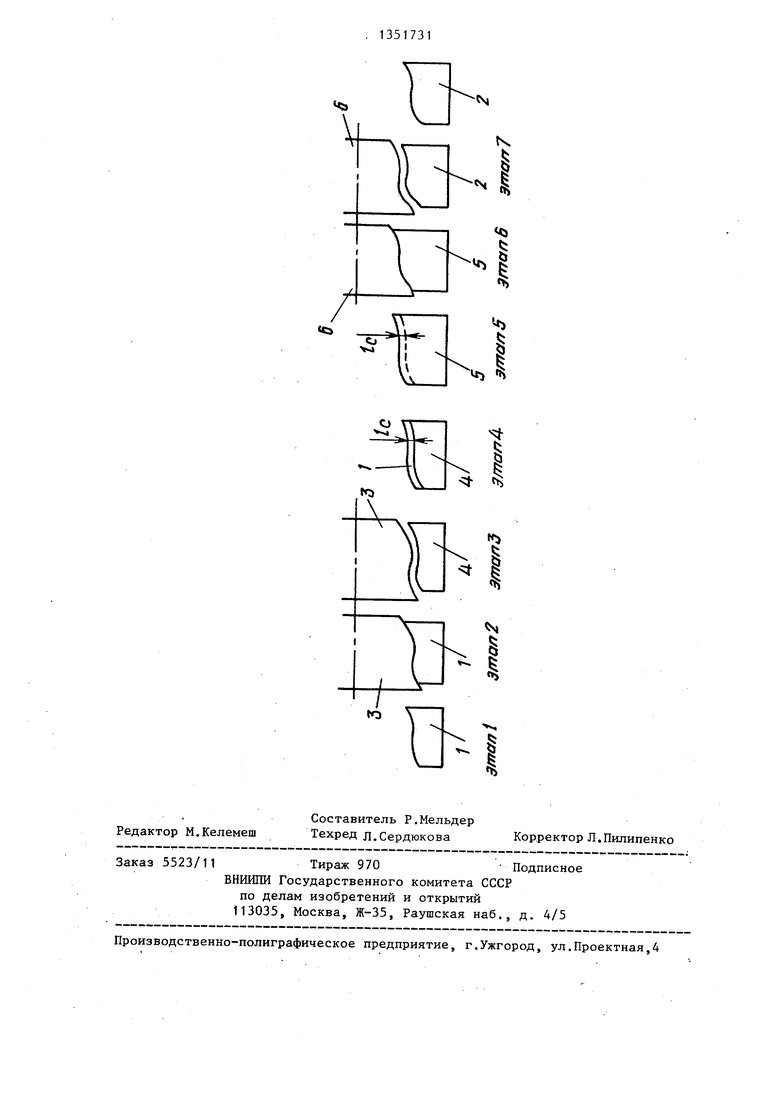
На чертеже представлена схема обработки по способу.
На схеме показаны резец 1, профил которого идентичен профилю обрабатываемой детали 2, электрод-инструмент 3, вспомогательный мастер-резец 4, мастер-резец 5, электрод-инструмент 6.
Кроме того, через 2с обозначен суммарный межэлектродный зазор, получаемый при электроэрозионной обработ ке во время выполнения приемов способа.
Способ реализуется следующим об- разом за семь этапов.
Изготавливают резец 1, профиль которого идентичен профилю обрабатываемой детали 2 (этап 1). Полученным резцом 1 механическим способом (точением) изготавливают электрод-инструмент 3 (этап 2). Электродом-инструментом 3 электроэрозионным способом изготавливают вспомогательный мастер резец 4 (этап 3). Сравнивают профил
Ф о р
резца 1 и полученного вспомогательного мастер-резца 4 и определяют суммарный межэлектродный зазор 1 (этап 4). Определяют профиль мастер-резца 5 путем коррекции профиля резца 1 на величину l. (этап 5) . Обрабатывают электрод-инструмент 6 мастер-резцом 5 механическим способом (этап 6). Затем полученным электродом-инструментом 6 обрабатывают деталь 2 (этап 7).
Изобретение обеспечивает повышение TO4kocTH обработки за счет коррекции инструментов на величину суммарного межэлектродного зазора, который определяют в реальных условиях обработки. Последнее позволяет с высокой степенью точности учесть влияние радиального и торцового биения дискового электрода-инструмента, жесткости технологической системы и других факторов, влияющих на процесс обработки.
мула изобретения
Ф о р
Способ изготовления электрода-инструмента по авт. св. К« 889367, о т- личающийся тем, что, с целью повьш1ения точности обработки, сравнивают профиль вспомогательного технологического инструмента с профилем шабгона детали и изготавливают технологический инструмент с размерами режущей части, увеличенными на величину отклонения между профилем вспомогательного инструмента и шаблона.
Чэ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННОГО РЕЗЦА | 2012 |
|
RU2491156C1 |
| Способ изготовления электрода-инструмента для электроэрозионного профилирования алмазно-абразивных кругов | 1980 |
|
SU889367A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ | 2010 |
|
RU2492032C2 |
| Способ электроэрозионного профилирования алмазных кругов | 1986 |
|
SU1342640A1 |
| Способ определения размеров электрода-инструмента при электрохимической обработке | 1975 |
|
SU545439A1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ ФАСОННОЙ ТОНКОСТЕННОЙ ОБРАБАТЫВАЕМОЙ ДЕТАЛИ | 2008 |
|
RU2465995C2 |
| Способ электроэрозионного профилирования шлифовальных кругов | 1976 |
|
SU599950A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО ЭЛЕКТРОДА-ИНСТРУМЕНТА | 1972 |
|
SU324102A1 |
| Способ электроэрозионного формирования радиусного профиля на алмазно-шлифовальном круге | 2021 |
|
RU2776570C1 |
| Способ электроэрозионной обработки направляющего отверстия в корпусе распылителя | 2022 |
|
RU2797663C1 |
Изобретение относится к электрофизическим и электрохимическим методам обработки и, в частности, касается электроэрозионного шлифования. Цель изобретения - повышение точности обработки путем точной компенсации погрешностей, вызванных наличием межэлектродного зазора при обработке. Способ реализуется за несколько этапов. Изготавливают резец, профиль которого идентичен профилю детали. Этим резцом механическим точением изготавливают электрод-инструмент. Электродом-инструментом электроэрозионным способом изготавливают вспомогательный мастер-резец и сравнивают его профиль с профилем детали, определяя межэлектродный зазор. На величину зазора корректируют профиль мастер-резца, км обрабатывают электрод-инструмент, используемый далее для обработки детали. 1 ил. с S (Л : сд 00 ю
Редактор М.Келемеш
Составитель Р.Мельдер Техред Л.Сердюкова
Заказ 5523/11Тираж 970 Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
Корректор Л.Пштипенко
| Способ изготовления электрода-инструмента для электроэрозионного профилирования алмазно-абразивных кругов | 1980 |
|
SU889367A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
